ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.12.2023
Просмотров: 127
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Бұл сым белсенді газдар ортасында және К60 беріктік класындағы құбырлардың айналмалы емес сақиналы түйіспелі қосылыстарының түбірлік қабатының қоспаларында (МП, МАД) қатты қималы сыммен механикаландырылған дәнекерлеу технологиясы үшін кәсіпшілік және магистральдық құбырларды салу, реконструкциялау және күрделі жөндеу кезінде қолдануға ұсынылады [18].
Толтыру, түзету және қаптау қабаттары өзін-өзі қорғайтын ұнтақты nr-208xp (2,0 мм) механикаландырылған дәнекерлеу арқылы жүзеге асырылады E81T8-G классификациясы AWS A5.29 PS 49-A6U ГОСТ 26271 бойынша [19].
Артықшылықтары мен негізгі ерекшеліктері.
K60 болаттан жасалған құбырлар буындарының ыстық, толтырғыш және қаптау өткелдерін "төменге" дәнекерлеу.
-29°C температурада тігіс металының соққысының жоғары көрсеткіштері
Қорғаныс газын қажет етпейтін далада ұнтақты сыммен жоғары өнімді механикаландырылған және автоматты дәнекерлеу.
Монтаждау және дала жағдайында сымды қолдану үшін арнайы жасалған герметикалық қаптама.
Кеңістіктік позициялар:
Тік "көтерілуден" басқасының бәрі. Қолдану саласы.
K60 болаттан жасалған құбырлар буындарының ыстық, толтырғыш және қаптау өткелдерін "төменге" дәнекерлеу.
Төмен температурада пайдаланылатын құбырларды дәнекерлеу
[19].
Тігіс металының химиялық құрамы мен механикалық қасиеттері келтірілген
2.5 және 2.6 кестелер.
2.5-кесте.Балқытылған тігіс металының химиялық құрамы
| C,% | Mn% | Si, % | P, % | S, % |
| 0,01-0,04 | 2,21-2,53 | 0,12-0,14 | 0,013 | 0,003 |
2.6-кесте.Балқытылған тігіс металының механикалық қасиеттері
| Т, МПа | В, МПа | , % | KCV, Дж |
| -290С | |||
| 500-550 | 590-615 | 21-28 | 70-90 |
Дәнекерлеу доғасы мен дәнекерлеу ваннасын қорғау үшін C1 (көмірқышқыл газы) (СО2) алыңыз.
Көмірқышқыл газы-түссіз, улы емес, ауадан ауыр. Ол суда жақсы ериді. Сұйық көмірқышқыл газы-температураның өзгеруіне байланысты тығыздығы айтарлықтай өзгеретін түссіз сұйықтық. Нәтижесінде бұл көлемі бойынша емес, массасы бойынша жеткізіледі. 1 кг көмірқышқыл газы буланған кезде 509 литр көмірқышқыл газы түзіледі.
Көмірқышқыл газы жіктелуі: ISO 14175 - C1 ГОСТ Р ИСО 14175-2010 бойынша жеткізіледі [20].
C1 қасиеттері 2.7 кестеде келтірілген.
2.7-кесте. ISO қасиеттері 14175-C1 ГОСТ Р ИСО 14175-2010
| Химиялық формула | Тығыздық (ауа тығыздығы = 1,293), кг/м3 | Ауа тығыздығымен салыстырғандағы тығыздық | Қайнау нүктесц 0,101 кезінде МПа, °С | Дәнекерлеудегі ревкционды қасиеті |
| СО2 | 1,977 | 1,529 | -78,5 | Окислитель |
2.4 Технологиялық режимдерді таңдау
Дәнекерлеу режимдері біздің жағдайда ААҚ өнімді дайындауды жүзеге асыратын ұйымның басшылық құжаттамасына сәйкес келуі керек
"Газпром". Сондықтан дәнекерлеу режимдері сәйкес таңдалады жүз Газпром 2-2. 2-136-2007.
Құбырларды қабырға қалыңдығы 16,0 мм дәнекерлеуді құбырлардың жиектерін арнайы кесу үшін алдын ала өңдеумен орындау ұсынылады (2.1-сурет).
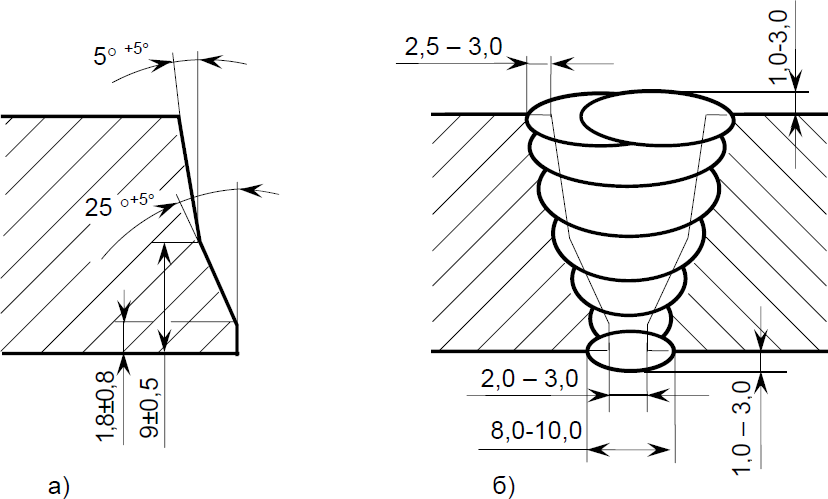
2.1-сурет.Құбырлардың жиектерін арнайы кесудің геометриялық параметрлері [9]: (а) және дәнекерлеу (б) өздігінен қорғайтын ұнтақ сыммен механикаландырылған Дәнекерлеумен орындалатын құбырлардың айналмалы емес сақиналы түйіспелі қосылыстары
Тігістің түбірлік қабатын көмірқышқыл газындағы үздіксіз қималы сыммен механикаландырылған дәнекерлеу арқылы дәнекерлеу жағдайында тазалау дискілі сым щеткамен жүргізіледі. Қажет болса, дәнекерленген қосылыстың төбелік бөлігінде тігістің түбірлік қабатының шамадан тыс арматурасы тегістеуішпен алынады.
Тігістің түбірлік қабатын дәнекерлеу басталғанға дейін, қоршаған ауа температурасына қарамастан, Құбырлардың дәнекерленген жиектерін +100+30 °C температураға дейін алдын ала қыздыру керек.
өзін-өзі қорғайтын ұнтақты сыммен механикаландырылған дәнекерлеу арқылы" ыстық өту", ал қабат аралық температура +100 °С-тан төмен түспеуі керек.
Дәнекерлеу сымының оңтайлы шығуы 5,0-ден 16 мм-ге дейін [9].
Көмірқышқыл газындағы қатты қималы сыммен механикаландырылған дәнекерлеу арқылы тігістің түбірлік қабатын дәнекерлеу техникасы [9]:
- доға тұтанған кезде оттық буынға перпендикулярға қатысты 20 ° - дан 30 ° - қа дейін, артқа бұрышпен орнатылады;
- жиектердің бірі ерігеннен кейін және жану процесі тұрақталғаннан кейін доға қарама-қарсы жиекке ауысады.Gorenje. Екі шетінен сұйық металл бір дөңгелек дәнекерлеу ваннасына, доғаға айналғанда саңылаудың ортасына орналастыру керек, содан кейін қыздырғыштың дәнекерленген жиектер бойымен қозғалуын бастау керек;
- түбірлік тігісті қалыптастыру процесін басқару дәнекерлеудің сызықтық жылдамдығын, оттықтың көлбеу бұрышын реттеу арқылы, сондай-ақ қажет болған жағдайда тиісті тербелістерді енгізу арқылы жүзеге асырылады;
- дәнекерлеудің сызықтық жылдамдығы, яғни қыздырғыштың түйісу бойымен қозғалу жылдамдығы белгіленген дәнекерлеу режимімен және дәнекерленген жиектер арасындағы алшақтық мөлшерімен анықталады;
- дәнекерлеудің сызықтық жылдамдығын дәнекерлеуші қолдайды және көзбен бақылайды, бұл толыққанды тігіс түбірінің ролигін қалыптастыру және балқытылатын роликті негізгі металмен кепілдендірілген балқыту шарты негізінде;
- қыздырғыштың көлбеу бұрышы дәнекерлеу ваннасының алдыңғы бөлігінің оңтайлы нүктесінде доға дақтарының орналасуын бақылайды;
- дәнекерленетін жиектердің сенімді балқуын қамтамасыз ету үшін доға дақтары дәнекерлеу ваннасының алдыңғы жағында, ваннадан шықпай немесе дәнекерленген жиектер арасында жеткілікті Саңылау болған кезде, дәнекерлеу ваннасының алдыңғы (бас) бөлігінде (дәнекерлеу ваннасының алдыңғы үштен бір бөлігі)ұсталуы керек;
- көлденең доға тәрізді тербелмелі қозғалыстарды дәнекерлеу ваннасының күйіп қалуын және ағып кетуін болдырмау үшін түйіспелі қосылыстың жоғарғы бөлігінде (төменгі кеңістіктік позиция) орындау ұсынылады;
- түйіспелі қосылыстың тік және төбелік учаскелерінде Саңылау ұлғайған кезде көлденең доға тәрізді тербелістер ойықтың пайда болуын болдырмау үшін орындалады.
Оттықтың келесі бұрыштары ұсынылады (құбырдың бетіне перпендикулярға қатысты) [8]:
- 000 – нан 100 сағатқа дейін-20° - дан 30 ° - қа дейін (артқа бұрышпен дәнекерлеу);
- 100-ден 400 сағатқа дейін - бұрыш 45 ° дейін көтерілуі мүмкін (артқа бұрышпен дәнекерлеу);
- 400-ден 500 сағатқа дейін - оттықтың көлбеу бұрышы біртіндеп азаяды және перпендикулярға жақын күйге жеткізіледі;
- 500-ден 600 сағатқа дейін-оттықтың көлбеу бұрышы 0 ° - тан (құбырдың бетіне перпендикуляр) 10° - тан 15° - қа дейін (артқа немесе Алға бұрышпен дәнекерлеу) өзгеруі мүмкін.
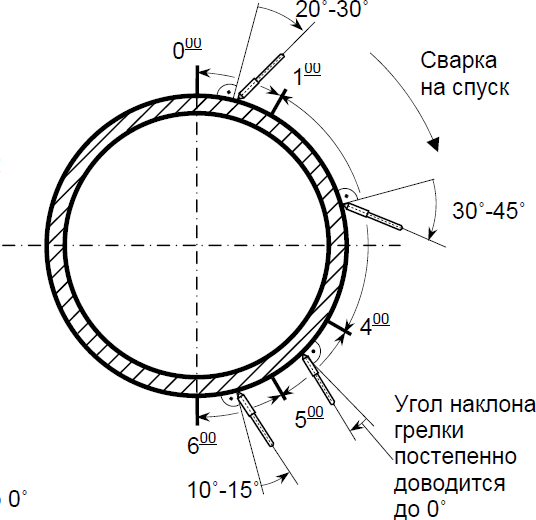 Әр түрлі кеңістіктік позициялардағы көмірқышқыл газындағы үздіксіз қималы сыммен тігістің түбір қабатын механикаландырылған дәнекерлеу кезінде дәнекерлеу алауының орналасу сызбасы 2.2-суретте келтірілген.
Әр түрлі кеңістіктік позициялардағы көмірқышқыл газындағы үздіксіз қималы сыммен тігістің түбір қабатын механикаландырылған дәнекерлеу кезінде дәнекерлеу алауының орналасу сызбасы 2.2-суретте келтірілген.3.2-сурет-әртүрлі кеңістіктік позициялардағы көмірқышқыл газындағы үздіксіз қималы сыммен тігістің түбір қабатын механикаландырылған дәнекерлеу кезіндегі дәнекерлеу алауының орны [9]
Бір мезгілде тігістің түбірлік қабатын дәнекерлеуді орындайтын механикаландырылған дәнекерлеу операторларының саны 530 мм-ден асатын дәнекерленген қосылыстар үшін кемінде 2 болуы тиіс.
Механикаландырылған дәнекерлеу режимдерінің ұсынылған параметрлері 2.8-кестеде келтірілген.
| Параметр | Параметр шамасы |
| Дәнекерлеу бағыты | Төмен түсуі |
| Токтың түрі мен полярлығы | тұрақты, айнымалы |
| Базалық ток, А | 45 – 60* |
| Пиктік ток, А | 250 – 270 |
| Ыстық старт, бірлік шамасында | 35 – 40 |
| Сым берілу жылдамдығы, м/мин
| 2,4 – 2,7* 3,0 – 3,0* |
| Төмен түсу бірлік шамасында | 3 |
| Электрод атуы, мм | 5 – 10** |
| Қорғаныш газының шығуы , л/мин | 10 – 16 |
| * Жоғары саңылаулар кезінде базалық токтың мәнін 35-тен 40 А-ға дейін, ал сымның берілу жылдамдығын 000-нан 100-ге дейін 2,7-ден 2,4 м/мин-ге дейін және 100-ден 600 сағатқа дейін 3 м/мин-ге дейін төмендету ұсынылады. ** Дәнекерлеу сымының 15 мм-ге дейін ұшуына рұқсат етіледі. Дәнекерлеу режимдерінің параметрлері дәнекерлеу технологиясының біліктілік (аттестаттау) сынақтарына дайындық кезінде түзетілуі мүмкін. Дәнекерлеу технологиясына біліктілік (аттестаттау) сынақтарын жүргізу кезінде дәнекерлеу режимдерінің барлық параметрлері дәнекерлеу рәсімінің біліктілік хаттамаларында тіркелуі және өндірістік аттестаттаудың оң нәтижелері кезінде мыналарға енгізілуі тиіс құрастыру және дәнекерлеудің операциялық технологиялық картасы. | |
Көмірқышқыл газындағы үздіксіз қималы сыммен тігістің түбір қабатын механикаландырылған дәнекерлеу кері полярлықтың тұрақты тогында жүргізілуі керек. Дәнекерлеу бағыты-түсу.
Доғаны қоздыру тек дәнекерленген шеттерде жүргізілуі керек
Элементтері. Тесіктердің пайда болуын болдырмау үшін доғаның үзілуі дәнекерленген жиектердің бірінде жүргізілуі керек.
Дәнекерлеуді 000 сағ позицияда бастау және құбырлардың зауыттық тігістерінен кемінде 100 мм қашықтықта 600 сағ позицияда аяқтау ұсынылады.
Бірінші оператор жасаған тігістің түбірлік қабатының бастапқы және соңғы бөлігін екінші оператор тігістің түбірлік қабатын дәнекерлеу кезінде тегіс ауысуды қамтамасыз ету үшін механикалық әдіспен (абразивті шеңбермен) өңдеу керек.
Тігістің түбірлік қабатын орындағаннан кейін оны тегістеуіштермен механикалық жолмен тазалау керек.
10.2.40−10.2.42 талаптарына сәйкес негізгі жабын түрі бар электродтармен қолмен доғалық дәнекерлеу арқылы ақаулы учаскелерді дәнекерлеу қажет.
Тігістің түбірлік қабатының ішінен дәнекерлеу операциялары технологиялық процестің құрамдас бөлігі ретінде қарастырылуы керек және құрастыру мен дәнекерлеудің операциялық-технологиялық карталарын жасау кезінде қарастырылуы керек [9].
Толтыру, түзету және қаптау тігістері механикаландырылған Дәнекерлеумен, өзін-өзі қорғайтын сыммен қайнатылады.
Өзін-өзі қорғайтын ұнтақты сыммен дәнекерлеу тікелей полярлықтың тұрақты тогымен төмендейді.
Жұмысты бастамас бұрын дәнекерлеу сымын беру механизмінде дәнекерлеу процесінің екі параметрін − сымның кернеуі мен жылдамдығын орнату қажет.
Дәнекерлеу процесінің белгіленген параметрлері арасындағы қатынасты қатаң сақтау керек, өйткені сымның нақты берілу жылдамдығы үшін кернеу мәнінің 1,0 В-тан жоғары ауытқуы ақауларға әкелуі мүмкін.
Диаметрі 2,0 мм өзін-өзі қорғайтын ұнтақ сыммен механикаландырылған дәнекерлеудің ұсынылған режимдері 3.9-кестеде келтірілген.
2.9-кесте-диаметрі 2,0 мм өзін-өзі қорғайтын ұнтақ сыммен механикаландырылған дәнекерлеудің ұсынылған режимдері
| Қабат | Сым беру жылдамдығы, см / мин (дюйм/мин) | Кернеу, В |
| толтыратын | 200 (90) | 18,5-19,5 |
| 250 (100) | 19,5-20,5 | |
| 280(110) | 20,5-21,5 | |
| Дұрысталатын | 200 (80) | 17,5-18,5 |
| 230 (90) | 18,5-19,5 | |
| Қаптаулы | 200 (80) | 17,5-18,5 |
| 230 (90) | 18,5-19,5 |