Файл: Контрольные вопросы Техника безопасности на токарном станке.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.12.2023
Просмотров: 108
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
На сверлильных станках могут выполняться следующие работы:
• сверление сквозных и глухих отверстий (рис. 3.102, я);
• рассверливание небольших отверстий (рис. 3.102, б)
? зенкерование — обработка имеющегося отверстия с целью получения более высокой точности и чистоты (рис. 3.102, в);
• растачивание отверстий с помощью резца (рис. 3.102, г);
• зенкование — получение у отверстий цилиндрических и конических углублений и фасок (рис. 3.102, д');
• развертывание отверстий для получения необходимой точности и шероховатости (рис. 3.102, ё);
• выглаживание и развальцовывание с целью уменьшения шероховатости специальными роликовыми оправками (рис. 3.102, ж);
• нарезание внутренней резьбы метчиком (рис. 3.102, з);
• цекование — подрезание торцов наружных и внутренних приливов и бобышек (рис. 3.102, и).
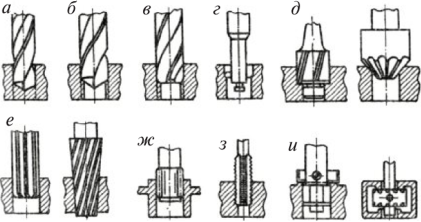
Рис. 3.102. Работы, выполняемые на сверлильных станках
7. При каких частотах вращения шпинделя нарезается метрическая резьба с шагом, увеличенным в 2, 8 и 32 раза?
При нарезании резьбы с нормальным шагом (Pp = 1–12 мм) вращение на вал XIII передается непосредственно от шпинделя через колеса 60/60 (i=1). Для нарезания резьбы с увеличенным шагом (Pp = 14–192 мм) зубчатое колесо Z=45 вала VIII вводится в зацепление с колесом Z=45 вала IV, а вращение на шпиндель должно передаваться через перебор. В зависимости от величины передаточного отношения от шпинделя до вала VIII (в зависимости от положения блоков перебора), шаг нарезаемой резьбы будет увеличен в 2, 8 и 32 раза.
8. Где применяется торцовая резьба и как ее нарезать на станке?
Нарезание торцовых резьб ( архимедовых спиралей) производится через двухзаходный винт с шагом 5 мм цепи поперечной подачи при указанных вариантах сцепления колес коробки подачи для резьб.
Нарезание резьбы на токарном станке относится к тем операциям, для которых могут быть использованы различные инструменты. Решают эту задачу чаще всего с помощью резца. Помимо него используют также метчики, плашки, рабочие головки специального назначения. Кроме того, на токарных станках такую операцию можно выполнять по технологии накатки.
При нарезании резьбы на заготовке, установленной на токарном станке, с помощью резца такой процесс выглядит следующим образом: инструмент, перемещающийся вдоль оси вращающейся детали (движение подачи), своей заостренной вершиной прочерчивает на ее поверхности линию винтового типа. Характерным параметром винтовой линии, формируемой резцом на поверхности заготовки, является угол ее подъема или увеличения. Величина данного угла, измеряемого между касательной, расположенной к винтовой линии, и плоскостью, которая перпендикулярна оси вращения детали, определяется:
величиной подачи режущего инструмента, перемещающегося вдоль оси заготовки;
частотой, с которой вращается деталь.
Не менее важным параметром винтовой линии является ее шаг, который характеризует расстояние между ее соседними витками. Измеряется это расстояние по оси обрабатываемой детали.
9. Назначение муфты обгона в механизме подачи суппорта станка
Обгонная муфта – специализированный узел, позволяющий предотвратить передачу крутящего момента от ведомого к ведущему валу, если ведомый ускорил свое вращение.
Среди конструкторов распространенно название этих узлов – холостого хода или разгонные. Они применяются на промышленных предприятиях для сборки узлов и механизмов, в которых обеспечивается передача крутящего момента от одного вала другому.
Изучение электрооборудования и электросхемы вертикально-сверлильного станка 2н125
ОПИСАНИЕ РАБОТЫ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ
Краткая характеристика электрооборудования. Электрооборудование станков включает в себя трехфазный короткозамкнутый асинхронный электродвигатель вращения и рабочей подачи шпинделя, электронасос охлаждения, электроаппаратуру управления.
Величины напряжений переменного тока могут быть следующие:
Напряжение силовой цепи определяется заказчиком.
Сведения о первоначальном пуске. При первоначальном пуске станка необходимо освободить магнитные пускатели от клиньев, проверить надежность зажима проводов и заземления, целостность монтажа электрооборудования внешним осмотром.
После осмотра в электрошкафу управления вводным автоматом QI станок подключить к цеховой сети, при помощи кнопок и выключателей проверить четкость срабатывания магнитных пускателей и реле, правильность направления вращения электродвигателя M1. Проверку необходимо производить на холостом ходу.
Описание режимов работы. Включением вводного автомата Q1 подается напряжение на главные и вспомогательные цепи, на пульте загорается сигнальная лампа Н2. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение ВКЛЮЧЕНО.
Нажатием кнопки S2 ВПРАВО катушка пускателя KI получает питание, главные контакты включают электродвигатель MI на правое вращение шпинделя. Через блок-контакты K1 включается пускатель К2, включающий электродвигатель М2 и реле задержки К7.
При нажатии кнопки S3 ВЛЕВО происходит отключение пускателя K1, электродвигателя MI, реле К7. После разряда конденсатора СЗ контакты реле К7 (28-26) замыкаются, и происходит включение пускателя КЗ и электродвигателя M1 на левое вращение шпинделя. Реле К7 включается снова.
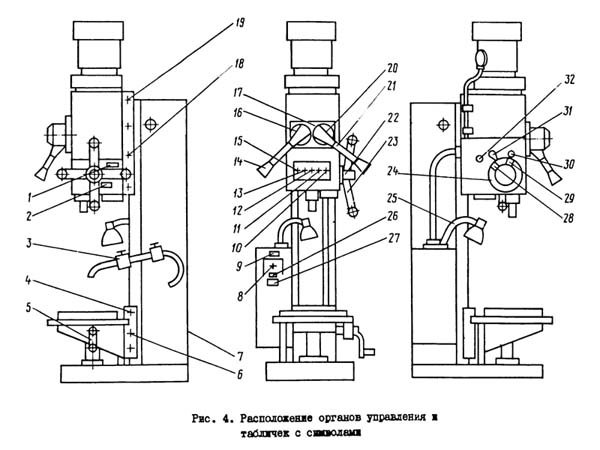
Расположение органов управления сверлильным станком 2Н125
Расположение органов управления сверлильным станком 2Н125
Перечень органов управления сверлильного станка 2Н125
-
Табличка — «Заполнение» СОЖ -
Табличка — «Слив» -
Кран включения охлаждения -
+ 19 Болты для регулировки клина стола и сверлильной головки -
Рукоятка перемещения стола -
Винты зажима стола и сверлильной головки -
Табличка — «Заземление» -
Вводный выключатель -
Табличка — «Главный переключатель» -
Сигнальная кнопка СТАНОК ВКЛЮЧЕН -
Кнопка включения правого вращения шпинделя -
Кнопка включения левого вращения шпинделя -
Кнопка включения качательного движения шпинделя при переключении скоростей и подач -
Рукоятка переключения скоростей -
Кнопка СТОП -
Табличка — «Частота вращения» -
Табличка — «Менять скорость только при остановке» -
Винты зажима стола и сверлильной головки -
+4 Болты для регулировки клина стола и сверлильной головки -
Табличка — «Подача, мм за одни оборот» -
Рукоятка переключения подач -
Кнопка включения ручной подачи -
Штурвал механизма подач -
Лимб для отсчета глубины обработки -
Выключатель освещения -
Табличка — «Охлаждение» -
Выключатель насоса охлаждения -
Кулачок для настройки глубины обработки -
Кулачок для настройки глубины нарезаемой резьбы -
Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы -
Рычаг отключения механической подачи при достижении заданной глубины обработки -
Квадрат для ручного перемещения сверлильной голов
Схема 2Н125
Изучение электрооборудования и электросхемы вертикально-фрезерного станка 6310
Типы фрезерных станков и их назначение
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Вертикально-фрезерные установки
Машины делятся на 2 категории – бесконсольные и с рабочим столом. Агрегат предназначен для шлифовки, проточки, формирования кромки или сверления детали в плоскости, ортогональной поверхности пола. Вертикально-фрезерный станок имеет следующие преимущества:
Возможность регулировки положения обрабатываемой плоскости при помощи винтовых механизмов, что позволяет изготовить деталь сложной конфигурации.
Шпиндель и рабочий орган могут свободно перемещаться в вертикальном направлении, в соответствии с заданными координатами.
Вертикально-фрезерная установка была одной из первых машин, используемых в обработке металлических деталей и тяжёлом машиностроении. Посадочный паз позволяет зафиксировать любые фрезы для проточки или торцовки деталей. Чаще всего применяется при необходимости выполнения пропила, выборки паза или сверления отверстий в обрабатываемом элементе.