Файл: Контрольные вопросы Техника безопасности на токарном станке.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.12.2023
Просмотров: 103
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Вертикально-фрезерные станки
Основные узлы станка (рисунок 1, б): станина 1, поворотная шпиндельная головка 3 со шпинделем 4, стол 5, салазки 6, консоль 7, коробка скоростей 2 и коробка подач 8. Главным является вращательное движение шпинделя. Заготовка, установленная на столе, может получать подачу в трех направлениях: продольном, поперечном и вертикальном.
Кроме рассмотренных выше типов фрезерных станков используются также:
- карусельно-фрезерные станки (для массового производства);
- копировально-фрезерные станки (для фрезерования заготовок сложных форм).
Основным видом режущего инструмента, применяемого при фрезеровании, является фреза.
Фреза – многолезвийный инструмент, у которого по окружности или же на торце расположены режущие зубья, представляющие собой простейшие резцы.
На рисунке 2 показана цилиндрическая фреза с винтовыми зубьями. Она состоит из корпуса 1 и режущих зубьев 2. Зуб фрезы имеет следующие элементы: переднюю поверхность 3, заднюю поверхность 6, спинку зуба 7, ленточку 5 и режущую кромку 4.
У цилиндрических фрез различают:
- передний угол , измеренный в плоскости А-А, перпендикулярный к главной режущей кромке;
- главный задний угол , измеренный в плоскости, перпендикулярной к оси фрезы;
- угол наклона зубьев .
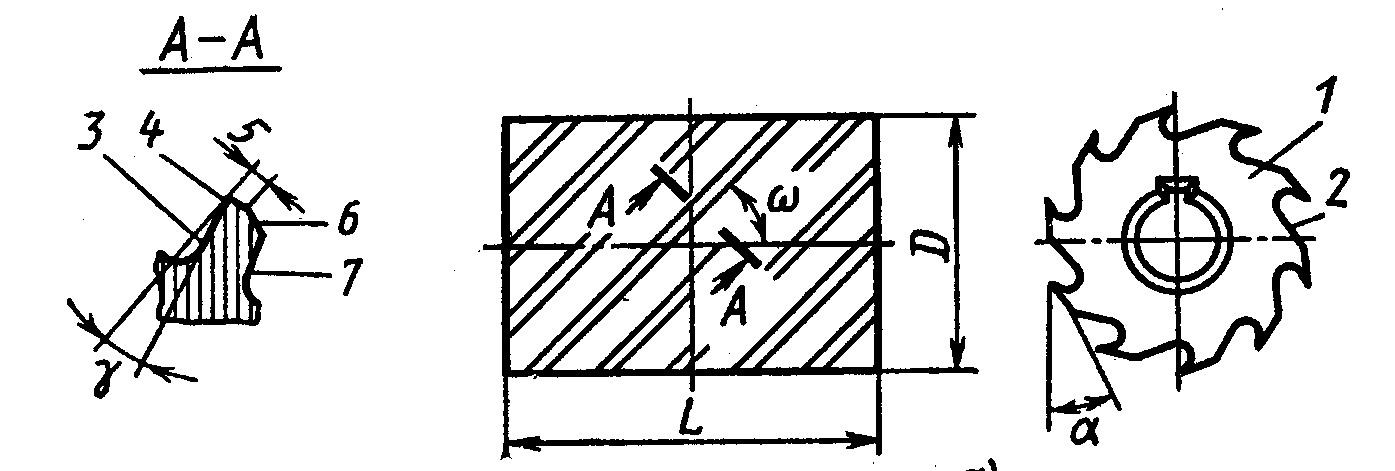
Рисунок 2 - Элементы и геометрия фрезы:
D – диаметр фрезы; L – ширина фрезы
В зависимости от назначения и вида обрабатываемых поверхностей различают следующие типы фрез:
1) для обработки плоских поверхностей – цилиндрические (рисунок 3, а) и торцовые (рисунок 3, б, з);
2) для обработки пазов, канавок и шлицев – дисковые (рисунок 3, в), концевые (рисунок 3, г), угловые (рисунок 3, д), шпоночные (рисунок 3, е);
3) для обработки фасонных поверхностей – фасонные (рисунок 3, ж).
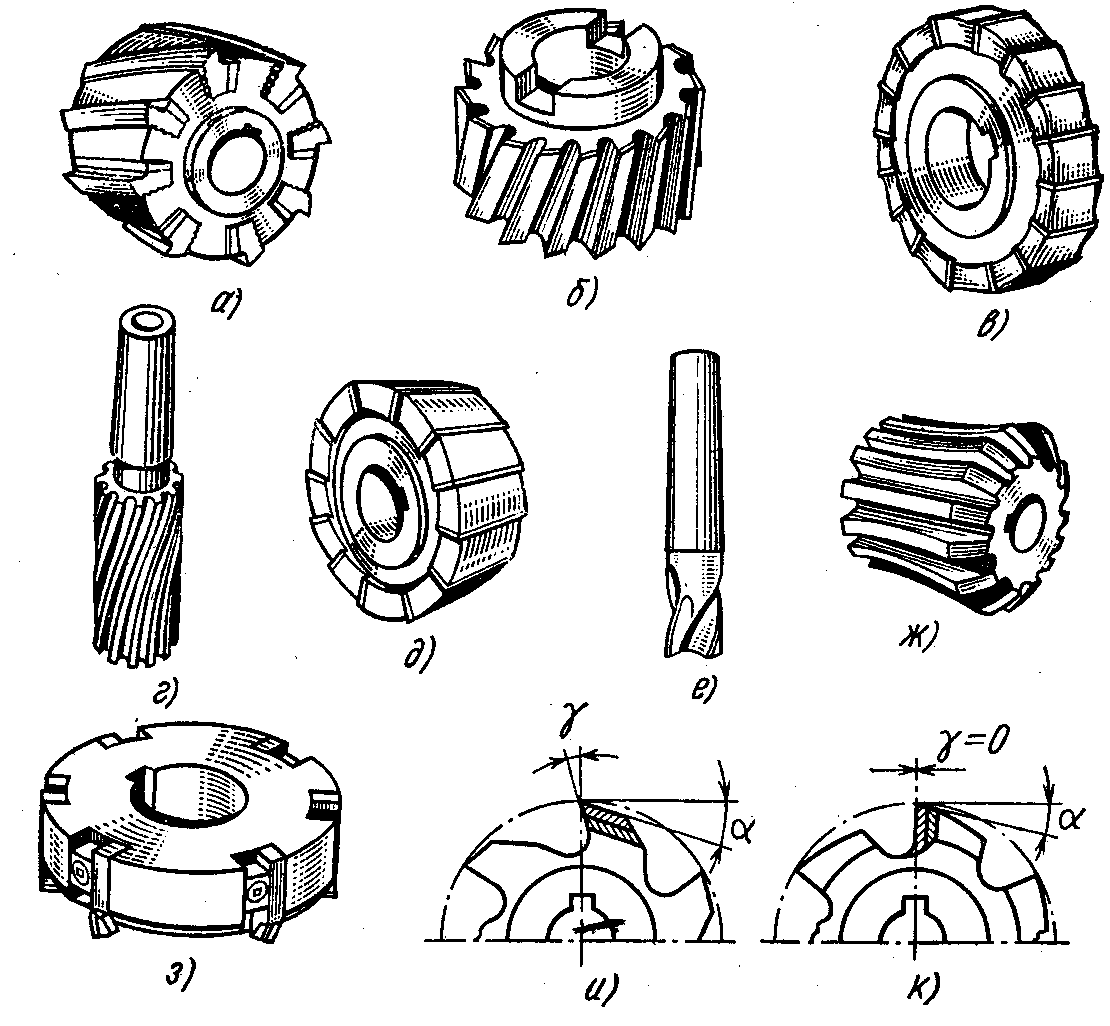
Рисунок 3 - Типы фрез: а – цилиндрическая; б, з – торцовая;
в – дисковая; д – угловая; е – шпоночная; ж – фасонная; з – сборная
Фрезы могут быть цельными (рисунок 3, б-ж) или сборными (рисунок 3, а, з). Цельные фрезы изготавливают из инструментальных сталей. У сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически.
Кроме этого, режущие кромки могут быть прямыми (рисунок 3, д) или винтовыми (рисунок 3, а). Фрезы имеют остроконечную (рисунок 3, и) или затылованную (рисунок 3, к) форму зуба.
На фрезерных станках можно выполнять следующие виды работ:
1) фрезерование горизонтальных плоскостей проводят на горизонтально-фрезерных станках цилиндрическими фрезами (рисунок 4, а) и на вертикаль-но-фрезерных станках торцовыми фрезами (рисунок 4, б);
2)фрезерование вертикальных плоскостей проводят на горизонтально-фрезерных станках торцовыми фрезами (рисунок 4, в), а на вертикально-фрезерных станках концевыми фрезами (рисунок 4, г);
3)фрезерование наклонных плоскостей и скосов проводят торцовыми (рисунок 4, д) и концевыми фрезами на вертикально-фрезерных станках. Скосы фрезеруют на горизонтально-фрезерном станке одноугловой фрезой (рисунок 4, е);
4)фрезерование комбинированных поверхностей проводят набором фрез (рисунок 4, ж) на горизонтально-фрезерных станках;
5)фрезерование уступов и прямоугольных пазов проводят концевыми (рисунок 4, з) и дисковыми (рисунок 4, и) фрезами на горизонтально- и вертикально-фрезерных станках;
6)фрезерование фасонных пазов проводят фасонной дисковой фрезой (рисунок 4, к), угловые пазы – одноугловой и двухугловой (рисунок 4, л) фрезами на горизонтально-фрезерных станках;
7) фрезерование паза клинового проводят на вертикально-фрезерном станке за два прохода: прямоугольный паз – концевой фрезой, затем скосы паза – концевой одноугловой фрезой (рисунок 4, м). Т-образные пазы (рисунок 4, н) фрезеруют также за два прохода: вначале паз прямоугольного профиля концевой фрезой, затем нижнюю часть паза – фрезой для Т-образных пазов;
8)фрезерование шпоночных пазов проводят концевыми или шпоночными (рисунок 4, о) фрезами на вертикально-фрезерных станках;
9)фрезерование фасонных поверхностей незамкнутого контура с криволинейной образующей проводят на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профили (рисунок 4, п).
В зависимости от условий работы фрезы изготавливают из различных видов материалов:
-
углеродистые инструментальные стали (У10-У13); -
легированные инструментальные стали (9ХС, ХВ, ХВГ и др.); -
быстрорежущие стали (Р6М5, Р8М3, Р12, Р18, Р94Ф4К8, Р12Ф4К5 и др.); -
твердые сплавы (ВК4, ВК8, Т15К6, Т14К8, Т5К10, Т30К4). -
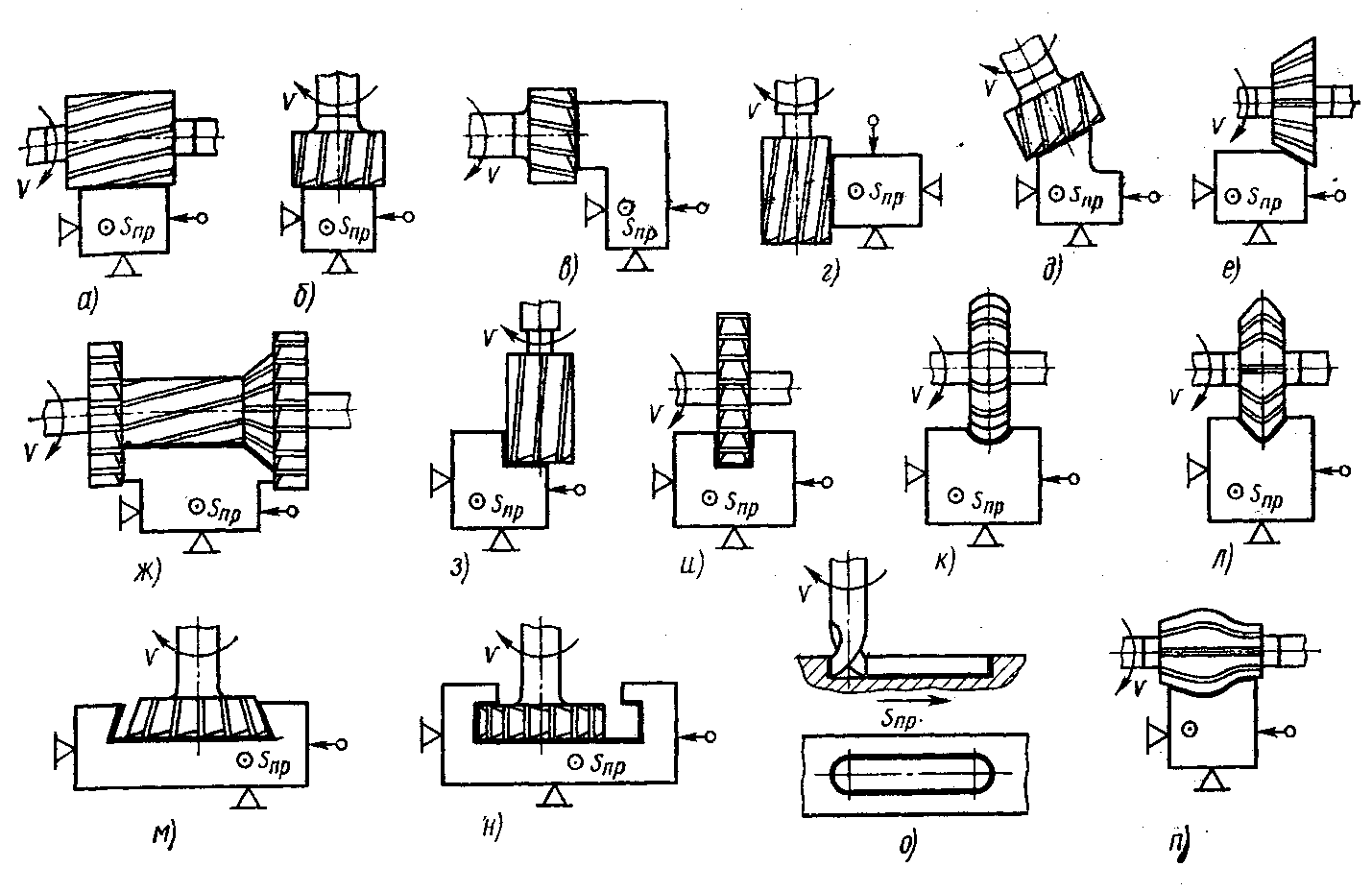
Рисунок 4 - Схемы обработки заготовок на горизонтально-
и вертикально-фрезерных станках
Изучение схемы управления двигателями кранового управляемого магнитным контроллером ТА161
1. Сведения о мостовых кранах
Мостовым краном называется грузоподъемная машина, передвигающаяся по рельсам на некотором расстоянии от земли (пола) и обеспечивающая перемещение груза в трех взаимно перпендикулярных направлениях (рис. 1.1). Мостовые краны являются одним из наиболее распространенных средств механизации различных производств, погрузочно-разгрузочных и складских работ. Перемещаясь по путям, расположенным над землей, они не занимают полезной площади цеха или склада, обеспечивая в то же время обслуживание практически любой их точки.
К мостовым кранам общего назначения относятся краны, предназначаемые для работы с разнообразными грузами и имеющие в качестве грузозахватных органов грузовые крюки. Иногда эти краны, в отличие от кранов, снабженных специальными грузозахватными устройствами (грейферами, магнитами и т. д.), называют крюковыми кранами, которые согласно статистическим исследованиям составляют около 2/3 всех эксплуатируемых мостовых кранов. Штучные грузы, предназначаемые для подъема и перемещения таким краном, навешивают на крюк при помощи стропов (канатных, цепных) или различных специальных захватов.
Наблюдение за работой кранов показывает, что за последние 25 лет интенсивность использования кранов увеличилась более чем в 2 раза. При этом время работы механизмов без груза равно времени работы их с грузами, а время, затрачиваемое на подвешивание груза и освобождение крюка, составляет при ручной строповке от 30 до 50% времени полного цикла. В связи с этим число циклов работы этих кранов не превышает 15—20 в час. Поскольку краны общего назначения применяют на производствах и складах со смешанными потоками грузов различных видов, их производительность значительно возрастает при оборудовании автоматическими грузозахватными устройствами. При необходимости перемещения мелких штучных грузов, сыпучих материалов или жидкостей на крюк навешиваются контейнеры, ящики, ковши и т. п.
Вертикальный габарит крана определяет высоту, а следовательно, и стоимость части сооружения, расположенной выше подкрановых путей.
При определении возможности снижения массы крана большую» роль играют статистические материалы, касающиеся как величины нагрузок и режимов работы, так и прочности элементов металло-конструкций и механизмов. Это, в свою очередь, позволяет уточнить фактически действующие нагрузки и методы прочностного расчета. Поскольку стоимость полуфабрикатов, покупных изделий и материалов составляет от 60 до 84% полной стоимости крана, важными при оценке технологичности конструкций являются показатели массы, стоимости материалов и коэффициент их использования, определяемый количеством отходов. При производстве мостовых кранов этот коэффициент пока не превышает 0,7.
Важное место в оценке крана занимают расходы, связанные с его эксплуатацией, которые достигают первоначальной стоимости крана примерно за 15 мес. его работы. Изготовление кранов грузоподъемностью 3 т и пролетом 30 м (фирма Rhenus, ФРГ) с мостами из алюминиевых сплавов обходится дороже, чем кранов со стальными мостами, однако расходы на электроэнергию у алюминиевого крана вследствие его значительно меньшей массы ниже. Аналогичная картина наблюдается и при устройства валов на подшипниках скольжения и на подшипниках качения. В первом случае стоимость подшипников ниже, однако повышенные расходы на электроэнергию и смазочные материалы, проведение ремонтов, для смены вкладышей, помимо вызываемых этим простоев крана, в короткий срок перекрывают экономию, полученную при его изготовлении.
2. Режимы работы и производительность мостовых кранов
При работе крана происходит постоянное чередование направления движения крана, тележки и крюка. Так, работа механизма подъема состоит из процессов подъема и опускания груза и процессов подъема и опускания пустого крюка. Для увеличения производительности крана используют принцип совмещения операций. Время пауз, в течение которых двигатель не включен и механизм не работает, используется для навешивания груза на крюк и освобождения крюка и для подготовки к следующему процессу работы механизма. Каждый процесс движения, в свою очередь, может быть разделен на периоды неустановившегося движения (в течение которых происходит разгон или замедление движущихся масс груза и механизма) и период движения с установившейся скоростью.