Файл: Лекция 14 Подготовка кромок. Сборка деталей, определение величины зазора. Инструмент для выполнения измерений ушс3.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.12.2023
Просмотров: 223
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| | Э-11Г3-ОЗН-300У-4,0-НД | | ГОСТ 9466-75, ГОСТ 10051-75 |
| | Е-300/33-1-Б40 | |
В документации: Электроды ОЗН-300У-4,0 ГОСТ 9466-75.
Наплавочная проволока - это горячекатаная и холоднотянутая проволока из углеродистой, легированной и высоколегированной стали, предназначенная для механизированной электродуговой наплавки. Она служит для наплавки на поверхность металлических изделий с целью их укрепления, особенно при действии неравномерных нагрузок. Применение наплавочной проволоки позволяет сэкономить, поскольку приобретать в таком случае дорогое изделие из высокопрочного металла не придется, нужно лишь периодически менять наплавку, когда поверхность будет изнашиваться. Проволока используется для укрепления строительных элементов, различных машин, детали которых подвергаются абразивному износу.
Производится данная проволока методом холодной прокатки либо горячей деформации. Первым способом изготавливаются более тонкие изделия диаметром до 7 мм, горячим — 7-8 мм. Производство проволоки данного типа регулируется ГОСТ 10543-98.
Различные виды проволоки наплавляемой могут выдерживать эксплуатацию в агрессивной среде, в том числе при высокой температуре, устойчивы к механическому воздействию. Технологические характеристики наплавляемой проволоки (НП) отражены в ее маркировке.
Условное обозначение марки проволоки состоит из индекса Нп (наплавочная); следующие за индексом Нп цифры указывают среднюю массовую долю углерода в сотых долях процента. Цифры, следующие за буквенными обозначениями химических элементов, указывают среднюю массовую долю элемента в процентах. Отсутствие цифр за буквенными обозначениями указывает, что их содержание не превышает 0,5 %. Химические элементы, содержащиеся в металле проволоки, обозначены: В - вольфрам, Г - марганец, М - молибден, Н - никель, С - кремний, Т - титан, Ф - ванадий, X - хром, Б - ниобий. Буква А указывает на повышенную чистоту металла проволоки по содержанию серы и фосфора.
Видео: https://www.youtube.com/watch?v=_xllqLfy3Ts – электроды для наплавки
https://www.youtube.com/watch?v=_n6ryscIKoY – наплавка валиков
Лекция № 21 Основные дефекты сварных швов и причины их возникновения
.
Дефекты сварных соединений
В процессе образования сварного соединения в металле шва и околошовной зоны могут возникнуть дефекты, которые в зависимости от причин, их вызывающих, делятся на две группы:
первая — дефекты, связанные с особенностями технологических и тепловых процессов, протекающих непосредственно при нагреве, кристаллизации и остывании сварного соединения.
Вторая— дефекты формирования шва, их происхождение связано с нарушением режима сварки, неправильной подготовкой под сварку, неисправностью сварочной аппаратуры и другими причинами общего характера. По способам обнаружения дефекты делятся на внешние и внутренние-
К внешним относятся дефекты, расположенные на поверхности сварного соединения и обнаруживаемые невооруженным глазом или с помощью лупы. Внутренними называются дефекты, не выходящие на поверхность сварного соединения и наблюдаемые с помощью специальной аппаратуры.
Дефекты технологических и тепловых процессов сварки. К дефектам указанной группы относятся кристаллизационные трещины, поры, холодные трещины, неметаллические включения, несплавление.
Влияние дефектов на прочность сварных соединений. Влияние дефектов на механические свойства сварных соединений определяется величиной и формой дефектов, частотой их повторения, материалом конструкции, условиями эксплуатации и характером нагрузки. Поэтому наличие дефектов в сварных соединениях еще не означает потерю их работоспособности. Но дефекты могут существенно снижать работоспособность конструкций и при определенных условиях привести к их разрушению. Следовательно, для определения надежности сварных конструкций и установления требований, предъявляемых к качеству сварных соединений, необходимо располагать сведениями о влиянии наиболее вероятных дефектов на прочность соединений. Наибольшую опасность для конструкций представляют внутренние дефекты, так как их надо обнаружить, не разрушая сварного соединения.
Степень влияния подрезов на усталостную прочность зависит от глубины подреза, величины остаточной напряженности и вида сварного соединения. Так, у трубопроводов для горючих, токсичных и сжиженных газов не допускаются подрезы в местах перехода сварного шва к основному металлу глубиной более 0,1 толщины стенки трубы
, но не более 1 мм. На одном стыке допускается подрез общей протяженностью не более 30% длины шва. Сварные стыки трубопроводов, работающих при условном давлении от 10 до 100 МПа (от 100 до 1000кгс/см2) и температуре от —50 до +510°С, бракуют при наличии подрезов в местах перехода от шва к основному металлу длиной более 20% протяженности шва при наружном диаметре до 159 мм и длиной более 100 -мм при наружном диаметре свыше 159 мм. Кроме того, сварные стыки трубопроводов бракуют при подрезах глубиной более 5% при толщине стенки до 10 мм и глубиной более 1 мм при толщине стенки более 10 мм. Суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое.
Поры являются причинами усталостных разрушений в угловых, стыковых и в поперечных швах (по отношению к действующей нагрузке) с высокими растягивающими остаточными напряжениями. Поэтому в сварных швах трубопроводов высокого давления не допускаются одиночная пора, сплошная цепочка или сетка пор (независимо от длины и площади) размером более 5% толщины стенки трубы при ее толщине до 20 мм и свыше 1 мм при большей толщине и наличии двух и более пор на 100 мм сварного шва- В нахлесточных соединениях поры практически не влияют на их выносливость. Отрицательное влияние на прочность сварки соединений оказывают также шлаковые включения.
Непровар оказывает большое влияние на ударную прочность металла сварных швов. По данным Института электросварки им. Е. О. Патона, непровар в 10% толщины сварного соединения может наполовину снизить усталостную прочность, а непровар в 40—50% снижает пределы выносливости стали в 2,5 раза.
Лекция № 22: Напряжение и деформация при сварке.
Как известно, металлы при нагревании расширяются, при охлаждении сжимаются.
Во время электросварки происходит нагрев отдельных участков металла при холодных смежных участках, что вызывает напряжения в отдельных частях свариваемой конструкции и ее деформации.
Напряжение — сила, приложенная к единице площади поперечного сечения детали или к единице площади ее поверхности.
Деформация — изменение размеров и формы изделия под действием механических усилий или температурного воздействия.
При сварке в конструкции возникают внутренние напряжения в результате неравномерного нагрева, охлаждения и усадки, которые могут явиться причиной деформации и снижения надежности конструкции.
Внутренние напряжения при правильных приемах сварки нарастают медленно и потом остаются постоянными, не превышая допустимых для данной конструкции напряжений, при этом не происходит деформация конструкции.
Деформации могут быть двух видов: упругая и остаточная, или пластическая, деформации.
Упругая деформация возникает в процессе приложения силы или нагреве и исчезает при снятии силы или при охлаждении.
При пластической деформации свариваемое изделие не восстанавливает свои размеры.
На рис. 16 показаны продольная и поперечная деформации при сварке.
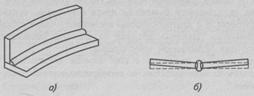
Рис. 16. Деформации при сварке:
а — продольная; б — поперечная
При поперечных деформациях происходит уменьшение ширины свариваемых деталей и коробление. Напряжения от поперечной усадки могут вызвать появление трещин и разрыв в сварных соединениях.
Продольные внутренние напряжения при сварке вызывают изгиб пластины, стыкового или таврового соединения относительно продольной оси сварного соединения. Усадка от продольных швов может вызвать уменьшение длины свариваемого изделия.
На величину остаточных деформаций при сварке влияет пластичность свариваемого металла, величина зоны нагрева, геометрические размеры и форма свариваемого металла, структурные изменения наплавленного и основного металлов при сварке, теплопроводность свариваемого металла. Деформации у металлов с повышенной теплопроводностью и меньшим коэффициентом линейного расширения меньше, так как тепловой поток распределяется более равномерно по сечению свариваемых деталей.
Нержавеющие стали деформируются при сварке больше, а алюминий меньше по сравнению с низкоуглеродистой сталью.
Деформации увеличиваются при сварке металла толщиной 16...20 мм встык при низких температурах, при этом могут быть трещины и разрывы.
Трещины и разрывы могут быть также вызваны неправильным закреплением деталей при сварке, когда затруднено возникновение пластических деформаций.
Деформации увеличиваются при длинных швах большого сечения, при швах с несимметричным расположением относительно осей сечений элементов из профильного проката.
Напряжения при сварке не влияют на конструкции из низкоуглеродистых сталей или других металлов с высокими пластическими свойствами.
В конструкциях, выполненных из специальных сталей и металлов с низкими пластическими свойствами, могут возникать в околошовной зоне закаленные участки, приводящие к возникновению трещин в шве и зоне термического влияния.