Файл: Использованная литература 34 раздел основы технологии машиностроения тема 1 машина как объект производства инструкция.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 893
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Оглавление
РАЗДЕЛ 1 . ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ 2
РАЗДЕЛ 2. ОСНОВЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ 26
РАЗДЕЛ 3. ТЕХНОЛОГИЯ СБОРКИ МАШИН. ПРОЕКТИРОВАНИЕ УЧАСТКОВ МЕХАНИЧЕСКОГО ЦЕХА. 31
Эталон ответов 32
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА 34
РАЗДЕЛ 1 . ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
ТЕМА 1.1 МАШИНА КАК ОБЪЕКТ ПРОИЗВОДСТВА
| Инструкция | К каждому заданию дано несколько ответов, из которых только один верный. |
| 1.1 | Изделия, предназначенные для реализации (поставки), - изделия … производства | ||||||||||
| 1) | основного | 3) | обслуживающего | ||||||||
| 2) | вспомогательного | 4) | инструментального | ||||||||
| 1.2 | Изделия, предназначенные для собственных нужд изготавливающего их предприятия, - изделия … производства | ||||||||||
| 1) | основного | 3) | обслуживающего | ||||||||
| 2) | вспомогательного | 4) | инструментального | ||||||||
| 1.3 | Группа составных частей изделия, которые необходимо подать на рабочее место для сборки изделия или его составной части - ... | ||||||||||
| 1) | сборочный комплект | 3) | комплекс | ||||||||
| 2) | технологическая сборочная единица | 4) | агрегат | ||||||||
| 1.4 | Изделие предприятия поставщика, применяемое как составная часть изделия, выпускаемого предприятием изготовителем - ... | ||||||||||
| 1) | комплектующее изделие | 3) | комплекс | ||||||||
| 2) | комплект | 4) | агрегат | ||||||||
| 1.5 | Свойство сохранять во времени свою работоспособность - ... | ||||||||||
| 1) | надежность | 3) | срок службы | ||||||||
| 2) | отказ | 4) | качество | ||||||||
| 1.6 | Событие, заключающееся в нарушении работоспособности изделия, -... | ||||||||||
| 1) | надежность | 3) | срок службы | ||||||||
| 2) | отказ | 4) | качество | ||||||||
| 1.7 | Наработка до достижения предельного регламентированного состояния - ... | ||||||||||
| 1) | надежность | 3) | срок службы | ||||||||
| 2) | отказ | 4) | качество | ||||||||
| 1.8 | Продолжительность изготовления изделия при нормальной интенсивности труда - ... | ||||||||||
| 1) | трудоемкость | 3) | производственный цикл | ||||||||
| 2) | станкоемкость | 4) | штучное время | ||||||||
| 1.9 | Интервал календарного времени от начала до окончания процесса изготовления или ремонта изделия - ... | ||||||||||
| 1) | трудоемкость | 3) | производственный цикл | ||||||||
| 2) | станкоемкость | 4) | штучное время | ||||||||
| 1.10 | Свойство изделия, определяющее возможность использования применяемых на предприятии технологических процессов и технологического оснащения, - ... | ||||||||||
| 1) | конструктивная преемственность | 3) | станкоемкость | ||||||||
| 2) | технологическая преемственность | 4) | трудоемкость | ||||||||
| 1.11 | Совокупность нескольких движений, выполненных без перерыва, - это... | ||||||||||
| 1) | прием | 3) | трудовое движение | ||||||||
| 2) | комплекс приемов | 4) | действие | ||||||||
| 1.12 | Сочетание механизмов, осуществляемых целесообразные движения для преобразования энергии и производства работ, называется … | ||||||||||
| 1) | машиной | 3) | двигателем | ||||||||
| 2) | изделием | 4) | орудием труда | ||||||||
| 1.13 | Часть производственного процесса, содержащая целенаправленные действия по изменению предмета труда, называется … | ||||||||||
| 1) | технологической операцией | 3) | позицией | ||||||||
| 2) | технологическим процессом | 4) | установом | ||||||||
| 1.14 | Погрешность размера, при которой сохраняется работоспособность изделия, называется... | ||||||||||
| 1) | систематической погрешностью | 3) | точностью | ||||||||
| 2) | допуском | 4) | качеством | ||||||||
| 1.15 | Совокупность всех действий людей и орудий производства, необходимых на данном предприятии для ремонта или изготовления выпускаемых изделий, называется … | ||||||||||
| 1) | отраслью | 3) | технологическим процессом | ||||||||
| 2) | производственным процессом | 4) | технологической операцией | ||||||||
| 1.16 | Предмет или набор предметов производства, подлежащих изготовлению на предприятии, называется … | ||||||||||
| 1) | деталью | 4) | комплектом | ||||||||
| 2) | изделием | 5) | комплексом | ||||||||
| 3) | сборочной единицей | | | ||||||||
| 1.17 | Сочетание механизмов, осуществляющих целесообразные движения для преобразования энергии и производства работ, называется … | ||||||||||
| 1) | машиной | 3) | двигателем | ||||||||
| 2) | изделием | 4) | орудием труда | ||||||||
| 1.18 | Часть производственного процесса, содержащая целенаправленные действия по изменению предмета труда, называется … | ||||||||||
| 1) | технологической операцией | 3) | позицией | ||||||||
| 2) | технологическим процессом | 4) | установом | ||||||||
| 1.19 | Из какого числа операций, позиций, установов и переходов состоит обработка уступов с применением поворотного приспособления... | 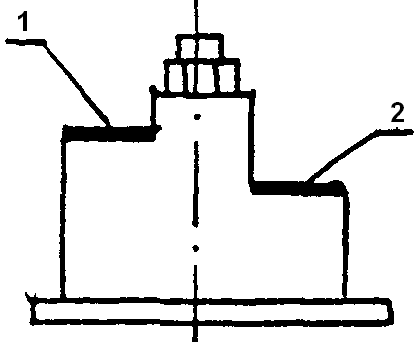 | |||||||||
| 1) | 1 операция, 2 установа, 1 позиция, 2 перехода | ||||||||||
| 2) | 1 операция, 1 установ, 2 позиции, 2 перехода | ||||||||||
| 3) | 2 операции, 1 установ, 1 позиция, 2 перехода | ||||||||||
| 4) | 2 операции. 2 установа, 2 позиции, 2 перехода | ||||||||||
| 1.20 | Совокупность свойств, удовлетворяющих пригодность изделий в соответствии с назначением, - ... | ||||||||||
| 1) | качество | 3) | надежность | ||||||||
| 2) | точность | 4) | сборочная единица | ||||||||
| 1.21 | Законченная часть техоперации, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой, называется... | ||||||||||
| 1) | тех. процессом | 3) | переходом | ||||||||
| 2) | рабочим ходом | 4) | погрешностью | ||||||||
| 1.22 | При уменьшении подачи в процессе обтачивания данной поверхности параметр шероховатости Rа ... | ||||||||||
| 1) | увеличится | 3) | останется без изменения | ||||||||
| 2) | уменьшится | 4) | будет минимальной | ||||||||
| 1.23 | Классификационная категория производства, выделяемая по признакам широты номенклатуры, размерности, стабильности и объема выпуска продукции, - ... | ||||||||||
| 1) | производственный процесс | 3) | изделие | ||||||||
| 2) | тип производства | 4) | комплект | ||||||||
| 1.24 | Совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления ими ремонта выпускаемых изделий, называют... | ||||||||||
| 1) | тех. процессом | 3) | тех. операцией | ||||||||
| 2) | производственным процессом | 4) | сборочной единицей | ||||||||
| 1.25 | Из какого числа операций, установов и переходов состоит обработка детали, если известно, что при первом закреплении обрабатываются поверхности 1; 2; 3 на токарном станке, затем заготовку переворачивают, обтачивают 4; 5, сверлят отв. 6 и нарезают в нем резьбу... | 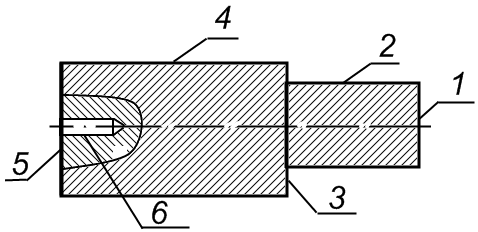 | |||||||||
| 1) | из одной операции, 2-х установов и 7 переходов | ||||||||||
| 2) | из 2-х операций, 1 установа, 7 переходов | ||||||||||
| 3) | из 2-х операций, 2-х установов, 6 переходов | ||||||||||
| 4) | из 2-х операций, 2-х установов, 7 переходов | ||||||||||
| 1.26 | Производство, характеризующееся ограниченной номенклатурой изделий, изготовляемыми периодически повторяющимися партиями и сравнительно большим объемом выпуска - ... | ||||||||||
| 1) | массовое | 3) | серийное | ||||||||
| 2) | единичное | 4) | мелкосерийное | ||||||||
| | | | | | |||||||
| 1.27 | Из какого числа установов состоит последо-вательная обработка уступов без поворотного приспособления… | 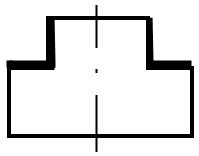 | |||||||||
| 1) | из двух установов | ||||||||||
| 2) | из одного установа | ||||||||||
| 3) | из одной позиции | ||||||||||
| 4) | из двух позиций | ||||||||||
| 1.28 | Если отверстия у заготовок всей партии обработаны разверткой, имеющей неправильный размер, то погрешность диаметра отверстия будет... | ||||||||||
| 1) | случайной | 3) | переменной систематической | ||||||||
| 2) | постоянной систематической | 4) | грубой | ||||||||
| 1.29 | Предмет или набор предметов производства, подлежащих изготовлению на предприятии, - ... | ||||||||||
| 1) | комплект | 3) | комплекс | ||||||||
| 2) | изделие | 4) | сборочная единица | ||||||||
| 1.30 | Законченная часть перехода, состоящая из однократного перемещения инструмента, относительно заготовки и сопровождаемая изменением формы, размеров, свойств заготовки, - ... | ||||||||||
| 1) | рабочий ход | 3) | переход | ||||||||
| 2) | операция | 4) | вспомогательный переход | ||||||||
| 1.31 | Какого соотношения между значениями RА и RZ можно ожидать в результате измерения этих 2-х параметров на одной поверхности в зоне грубых классов шероховатости... | ||||||||||
| 1) | RA > Rz в 2 раза | 3) | RA < Rz в 2 раза | ||||||||
| 2) | RA < Rz в 4 раза | 4) | RA = RZ | ||||||||
ТЕМА 1.2 ТОЧНОСТЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ
| Инструкция | К каждому заданию дано несколько ответов, из которых только один верный. |
| 1.32 | Техническое требование, указанное на чертеже обозначает допуск … | 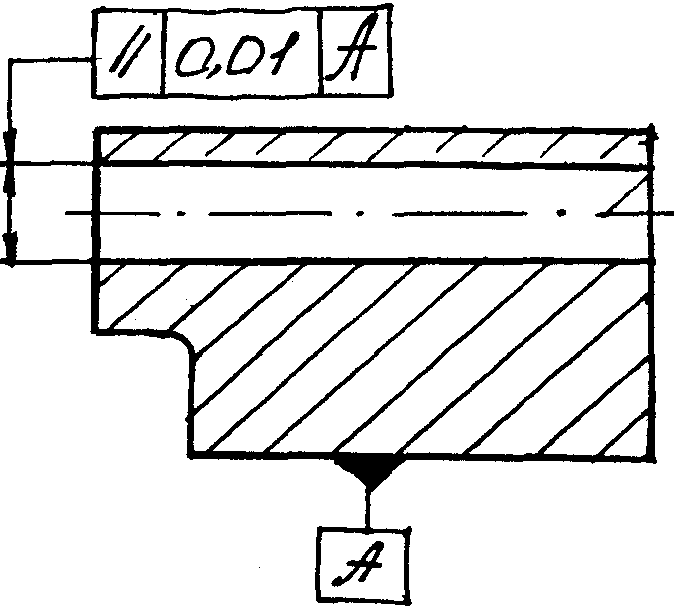 | |||||||||||
| 1) | круглости 0,01 | ||||||||||||
| 2) | параллельности оси отверстия относительно базы А составляет 0,01 | ||||||||||||
| 3) | профиля продольного сечения составляет 0,01 относительно базы А | ||||||||||||
| 4) | радиального биения 0,01 | ||||||||||||
| 1.33 | Предмет или набор предметов производства, подлежащих изготовлению на предприятии называется … | ||||||||||||
| 1) | деталью | 4) | комплектом | ||||||||||
| 2) | изделием | 5) | комплексом | ||||||||||
| 3) | сборочной единицей | | | ||||||||||
| 1.34 | Отклонение реальных размеров от заданных по чертежу называется … | ||||||||||||
| 1) | качеством | 3) | допуском расположения | ||||||||||
| 2) | погрешностью | 4) | точностью формы | ||||||||||
| 1.35 | Шероховатость поверхности – это … | ||||||||||||
| 1) | совокупность неровностей поверхности с относительно малыми шагами на базовой длине | ||||||||||||
| 2) | совокупность периодически чередующихся возвышений | ||||||||||||
| 3) | отклонения, характеризующие овальность и конусность | ||||||||||||
| 4) | совокупность отклонений формы и размеров поверхностей | ||||||||||||
| 1.36 | Точность обработки детали на разжимной оправке зависит от … | ||||||||||||
| 1) | натяга | 3) | симметричности выбора зазора | ||||||||||
| 2) | зазора | 4) | точности установки | ||||||||||
| 1.37 | Глубина резания … скорость резания, допускаемую резцом. | ||||||||||||
| 1) | увеличивает | 3) | не изменяет | ||||||||||
| 2) | уменьшает | 4) | увеличивает в 2 раза | ||||||||||
| 1.38 | Коррекция инструмента при обработке деталей по управляющей программе означает … | ||||||||||||
| 1) | компенсацию износа и погрешности установки инструмента | ||||||||||||
| 2) | замену старого изношенного инструмента новым | ||||||||||||
| 3) | приращение движения инструмента | ||||||||||||
| 4) | обработку инструмента в газовой среде | ||||||||||||
| 1.39 | Данная схема применяется для контроля … |  | |||||||||||
| 1) | радиального биения | ||||||||||||
| 2) | допуска круглости | ||||||||||||
| 3) | допуска цилиндричности | ||||||||||||
| 4) | допуска симметричности | ||||||||||||
| 1.40 | На схеме полей допусков показана посадка | 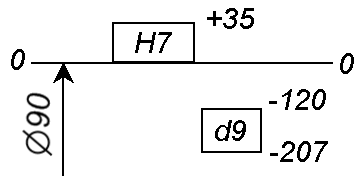 |  | ||||||||||
| 1) | с натягом | ||||||||||||
| 2) | с зазором | ||||||||||||
| 3) | переходная | ||||||||||||
| 4) | смешанная | ||||||||||||
| 1.41 | Техническое требование, указанное на чертеже обозначает |  | |||||||||||
| 1) | допуск соосности | ||||||||||||
| 2) | допуск круглости | ||||||||||||
| 3) | допуск симметричности | ||||||||||||
| 4) | радиальное биение | ||||||||||||
| 1.42 | Отклонение реальных размеров детали от заданных называется … | ||||||||||||
| 1) | допуском | 3) | точностью формы | ||||||||||
| 2) | допустимой погрешностью | 4) | точностью размеров | ||||||||||
| 1.43 | Уменьшение шероховатости обработки на 3-х поверхностях детали при обработке на технологичность изменяет коэффициент шероховатости … | ||||||||||||
| 1) | увеличивает | 3) | останется без изменения | ||||||||||
| 2) | уменьшает | 4) | уменьшает в 3 раза | ||||||||||
| 1.44 | Точность обработки детали на жесткой оправке зависит от значений и постоянства … | ||||||||||||
| 1) | допуска | 3) | точности установки | ||||||||||
| 2) | зазора (натяга) | 4) | отклонений размеров | ||||||||||
| 1.45 | Механизм главного движения станка и мощность электродвигателя, необходимую для резания, рассчитывают по силе резания … | ||||||||||||
| 1) | Pz | 2) | Py | 3) | Pv | 4) | Py , Pн | ||||||
| 1.46 | Главные требования к резьбовым соединениям - | ||||||||||
| 1) | неподвижность | 3) | подвижность | ||||||||
| 2) | полная взаимозаменяемость | 4) | прочность | ||||||||
| 1.47 | Указанная схема контроля применяется для измерения |  | |||||||||
| 1) | радиального биения | ||||||||||
| 2) | торцевого биения | ||||||||||
| 3) | соосности | ||||||||||
| 4) | симметричности | ||||||||||
| 1.48 | На схеме полей допусков показана посадка |  |  | ||||||||
| 1) | с зазором | ||||||||||
| 2) | с натягом | ||||||||||
| 3) | скольжения | ||||||||||
| 4) | переходная | ||||||||||
| 1.49 | Указанное условное обозначение отклонения обозначает допуск … |  | |||||||||
| 1) | радиального биения составляет 0,01 относительно базы А | ||||||||||
| 2) | круглости 0,01 | ||||||||||
| 3) | цилиндричности | ||||||||||
| 4) | профиля продольного сечения 0,01 относительно базы А | ||||||||||
| 1.50 | Устройства, служащие для обеспечения точности положения и направления режущего инструмента при обработке отверстий, называются … | ||||||||||
| 1) | кондукторами | 3) | шаблонами | ||||||||
| 2) | борштангами | 4) | УСП | ||||||||
| 1.51 | Данная схема применяется для контроля допуска … |  | |||||||||
| 1) | радиального биения и соосности | ||||||||||
| 2) | симметричности | ||||||||||
| 3) | круглости | ||||||||||
| 4) | цилиндричности | ||||||||||
| 1.52 | Марка шарикоподшипниковой стали - … | ||||||||||
| 1) 15Х25Т 2) 60С2 3) ШХ15 4) ХВГ 5) Р18 | |||||||||||
| 1.53 | На схеме полей допусков показана посадка … | 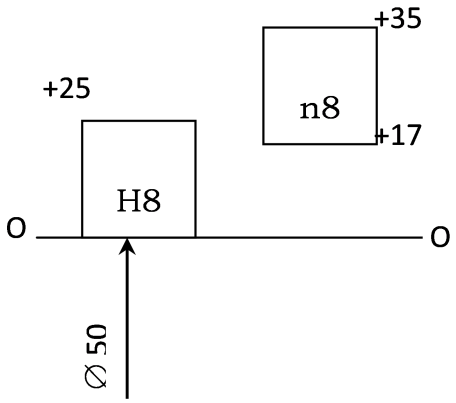 | |||||||||
| 1) | с зазором | ||||||||||
| 2) | с натягом | ||||||||||
| 3) | переходная | ||||||||||
| 4) | тугая | ||||||||||
| 1.54 | Указанное условное обозначение отклонения обозначает допуск … |  | |||||||||
| 1) | перпендикулярности оси отверстия относительно базы А составляет 0,05 | ||||||||||
| 2) | параллельности 0,05 | ||||||||||
| 3) | круглости 0,05 относительно базы А | ||||||||||
| 4) | радиального биения 0,05 | ||||||||||
| 1.55 | Увеличение точности обработки некоторых поверхностей детали оказывает влияние на коэффициент точности обработки | ||||||||||
| 1) | увеличится | 3) | остается без изменения | ||||||||
| 2) | уменьшится | 4) | увеличится в 2 раза | ||||||||
| | | | | | |||||||
| 1.56 | Погрешность, возникающая в результате неправильного расположения инструмента и заготовки, называется погрешностью … | ||||||||||
| 1) | обработки | 4) | систематической | ||||||||
| 2) | настройки | 5) | случайной | ||||||||
| 3) | суммарной | | | ||||||||
| 1.57 | Данная схема контроля применяется для контроля | 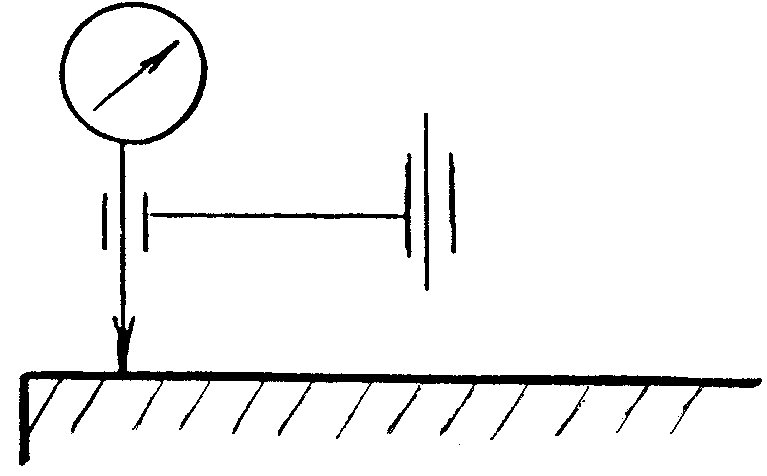 | |||||||||
| 1) | плоскостности | ||||||||||
| 2) | радиального биения | ||||||||||
| 3) | торцевого биения | ||||||||||
| 4) | выпуклости | ||||||||||
| 1.58 | На схеме полей допусков показана посадка … |  | |||||||||
| 1) | с зазором | ||||||||||
| 2) | с натягом | ||||||||||
| 3) | переходная | ||||||||||
| 4) | комплексная | ||||||||||
| 1.59 | Размер отверстия при переходе к обработке каждой последующей заготовки закономерно изменяется в результате износа инструмента, при этом возникает погрешность... | ||||||||||
| 1) | систематическая переменная | 3) | случайная | ||||||||
| 2) | систематическая постоянная | 4) | грубая | ||||||||
| 1.60 | Два или более специфицированных изделия не соединенных на предприятии-изготовителе сборочными операциями, но предназначенные для взаимо-связанных эксплуатационных функций... | ||||||||||
| 1) | агрегат | 3) | комплект | ||||||||
| 2) | комплекс | 4) | сборочная единица | ||||||||