Файл: Использованная литература 34 раздел основы технологии машиностроения тема 1 машина как объект производства инструкция.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 182
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
ТЕМА 1.3 КАЧЕСТВО ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
| Инструкция | К каждому заданию дано несколько ответов, из которых только один верный. |
| 1.61 | Максимальное значение разности размеров у деталей одной партии, изготовленных в одинаковых условиях, называется … | |||||||||||||||||
| 1) | допуском | 3) | полем рассеяния размеров | |||||||||||||||
| 2) | погрешностью | 4) | точностью | |||||||||||||||
| 1.62 | Указать правильное обозначение шероховатости поверхностей, полученных методом полирования и произвольной схемой направления неровностей на базовой длине 0,08 | |||||||||||||||||
| 1) |  | 2) |  | 3) |  | 4) |  | |||||||||||
| 1.63 | Данная схема контроля применяется для контроля |  | ||||||||||||||||
| 1) | радиального биения в канавке относительного базового отверстия | |||||||||||||||||
| 2) | торцевого биения | |||||||||||||||||
| 3) | соосности отверстий | |||||||||||||||||
| 4) | перпендикулярности торца относительно оси отверстия | |||||||||||||||||
| 1.64 | На схеме полей допусков показана посадка | 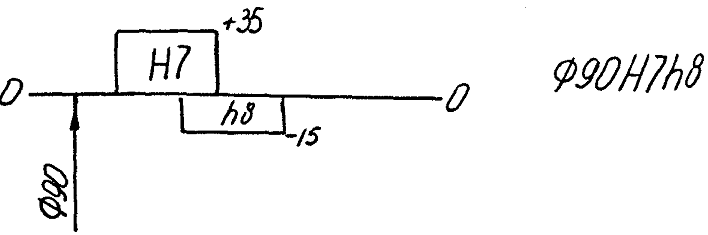 |  | |||||||||||||||
| 1) | с натягом | |||||||||||||||||
| 2) | с зазором | |||||||||||||||||
| 3) | тугая | |||||||||||||||||
| 4) | переходная | |||||||||||||||||
| 1.65 | Условное обозначение отклонения, указанное на чертеже, обозначает допуск … | 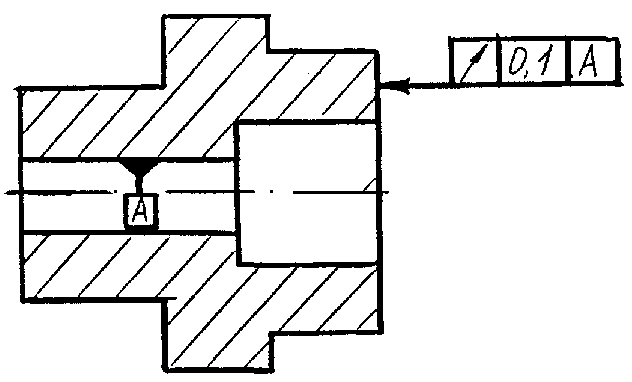 | ||||||||||||||||
| 1) | перпендикулярности 0,1 относительно базы А | |||||||||||||||||
| 2) | плоскостности 0,1 относительно базы А | |||||||||||||||||
| 3) | радиального биения 0,1 относительно базы А | |||||||||||||||||
| 4) | торцевого биения 0,1 относительно базы А | |||||||||||||||||
| 1.66 | Шероховатость поверхности – это … | |||||||||||||||||
| 1) | совокупность неровностей поверхности с относительно малыми шагами | |||||||||||||||||
| 2) | совокупность периодически чередующихся возвышений и впадин | |||||||||||||||||
| 3) | отклонения, характеризующие овальность и конусность | |||||||||||||||||
| 4) | совокупность отклонений формы и размеров поверхностей | |||||||||||||||||
| 1.67 | Если необходимо изготовить вал из стали 45 в крупносерийном производстве, то рационально применить следующий метод получения заготовки - … | |||||||||||||||||
| 1) | прокат | 3) | отливка | |||||||||||||||
| 2) | штамповка | 4) | коксовка | |||||||||||||||
| 1.68 | Параметры, наиболее точно определяющие шероховатость поверхностей - … | |||||||||||||||||
| 1) | Rz, Rmax | 2) | Ra | 3) | Ra, Sm | 4) | Ra, Rmax, Sm | |||||||||||
| | | | | | | | | | ||||||||||
| 1.69 | Что определяет требования к шероховатости поверхности... | |||||||||||||||||
| 1) | функциональное назначение, условия работы | 3) | прочность соединений | |||||||||||||||
| 2) | механические свойства | 4) | технологические свойства | |||||||||||||||
| 1.70 | При обработке отверстий заготовок одной и той же разверткой в номинально одинаковых условиях, размеры отверстий будут неодинаковы в результате действия ряда факторов (различия в твердости и т.п.). Какие погрешности в результате возникают... | |||||||||||||||||
| 1) | систематические | 3) | случайные | |||||||||||||||
| 2) | переменные систематические | 4) | постоянные систематические | |||||||||||||||
| 1.71 | Поверхности, с помощью которых определяется положение данной детали в изделии, - ... | |||||||||||||||||
| 1) | функциональные | 3) | вспомогательные | |||||||||||||||
| 2) | основные | 4) | свободные | |||||||||||||||
| 1.72 | Часть производственного процесса, содержащая целенаправленные действия по изменению предмета труда... | |||||||||||||||||
| 1) | тех. переход | 3) | тех. процесс | |||||||||||||||
| 2) | тех. операция | 4) | производственный процесс | |||||||||||||||
| 1.73 | Из какого числа позиций переходов и рабочих ходов состоит операция, если в детали нужно сверлить 6 одинаковых отверстий? Сверление производится 6-ти шпиндельной головкой... | 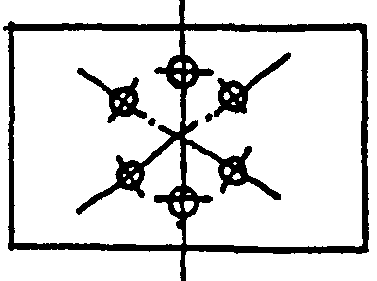 | ||||||||||||||||
| 1) | 6 позиций, 6 переходов, 6 рабочих ходов | |||||||||||||||||
| 2) | 1 позиция, 6 переходов, 1 рабочий ход | |||||||||||||||||
| 3) | 1 позиция, 6 переходов, 6 рабочих ходов | |||||||||||||||||
| 4) | 1 позиция, 1 переход | |||||||||||||||||
| 1.74 | Погрешность, которая для разных заготовок рассматриваемой партии имеет различные значения, причем ее появление не подчиняется видимой закономерности... | |||||||||||||||||
| 1) | систематическая | 3) | систематическая переменная | |||||||||||||||
| 2) | случайная | 4) | систематическая постоянная | |||||||||||||||
| 1.75 | Часть технологической операции, выполняемая при неизменном (однократном) закреплении обрабатываемой заготовки... | |||||||||||||||||
| 1) | позиция | 3) | переход | |||||||||||||||
| 2) | установ | 4) | ход | |||||||||||||||
| 1.76 | Законченная часть перехода, состоящая из однократного перемещения инструмента, относительно заготовки и сопровождаемая изменением формы. размеров, свойств заготовки... | |||||||||||||||||
| 1) | рабочий ход | 3) | переход | |||||||||||||||
| 2) | операция | 4) | вспомогательный ход | |||||||||||||||
| 1.77 | Из какого числа операций, установов и перехо-дов состоит однократная обработка уступа 1 и обработка отверстий 2; 3, если известно, что обработка производится на одном станке... | 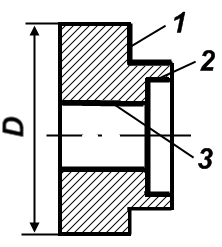 | ||||||||||||||||
| 1) | 1 операция, 1 установ. 4 перехода | |||||||||||||||||
| 2) | 1 операция, 2 установа, 3 перехода | |||||||||||||||||
| 3) | 1 операция, 1 установ, 3 перехода | |||||||||||||||||
| 4) | 1 операция, 2 установа, 4 перехода | |||||||||||||||||
| 1.78 | Причиной погрешности, которая выражается в уменьшении отверстий, растачиваемых резцом, в результате отжатия его под действием сил резания является ... | |||||||||||||||||
| 1) | неточность станка | 3) | неточность режущего инструмента | |||||||||||||||
| 2) | упругая деформация системы СПИД | 4) | неточность настройки | |||||||||||||||
| 1.79 | Наименьшую скорость резания допускается инструментальный материал... | |||||||||||||||||
| 1) | ВК2 | 2) | ЦМ332 | 3) | Т30К4 | 4) | ВК8 | |||||||||||
ТЕМА 1.4 ТЕХНОЛОГИЧЕСКИЕ РАЗМЕРНЫЕ ЦЕПИ, МЕТОДЫ ИХ РАСЧЕТА
| Инструкция | К каждому заданию дано несколько ответов, из которых только один верный. |
| 1.80 | Замкнутая цепь размеров, определяющих взаимное положение поверхностей детали... | |||||
| 1) | размерная цепь | 3) | вспомогательные поверхности | |||
| 2) | основные поверхности | 4) | свободные поверхности | |||
| 1.81 | Замкнутая цепь размеров, относящихся к отдельным поверхностям одной детали... | |||||
| 1) | подетальная размерная цепь | 3) | сборочная размерная цепь | |||
| 2) | технологическая размерная цепь | 4) | угловая разменная цепь | |||
| 1.82 | Замкнутая цепь размеров, определяющая взаимное положение осей и поверхностей нескольких деталей... | |||||
| 1) | подетальная | 3) | сборочная | |||
| 2) | технологическая | 4) | угловая размерная цепь | |||
| 1.83 | Замкнутая цепь размеров, выражающая связь размеров обрабатываемой детали по мере выполнения технологического процесса... | |||||
| 1) | подетальная | 3) | сборочная | |||
| 2) | технологическая | 4) | угловая размерная цепь | |||
| 1.84 | Звено размерной цепи, размер которого получается в результате выполнения размеров остальных звеньев размерной цепи... | |||||
| 1) | составляющее | 3) | увеличивающее | |||
| 2) | замыкающее | 4) | уменьшающее | |||
| 1.85 | Все размеры, составляющие размерную цепь, называются... | |||||
| 1) | звеньями | 3) | поверхностями | |||
| 2) | основными размерами | 4) | составляющими размерами | |||
| 1.86 | Звено размерной цепи, с увеличением которого замыкающее звено увеличивается, называется... | |||||
| 1) | увеличивающим | 3) | составляющим | |||
| 2) | уменьшающим | 4) | замыкающим | |||
| 1.87 | Звено размерной цепи, с увеличением которого замыкающее звено уменьшается, называется... | |||||
| 1) | увеличивающим | 3) | составляющим | |||
| 2) | уменьшающим | 4) | замыкающим | |||
| 1.88 | По заданным размерам допускам и предельным отклонениям составляющих звеньев определяется размер, допуск и предельные отклонения замыкающего звена - это... | |||||
| 1) | прямая задача | 2) | обратная задача | |||
| 1.89 | По заданному размеру, допуску, предельным отклонениям замыкающего звена определяются допуски и предельные отклонения составляющих звеньев - это... | |||||
| 1) | прямая задача | 2) | обратная задача | |||
ТЕМА 1.5 ОСНОВЫ БАЗИРОВАНИЯ ДЕТАЛЕЙ И ЗАГОТОВОК (1.3)
| Инструкция | К каждому заданию дано несколько ответов, из которых только один верный. |
| 1.90 | Придание заготовке требуемого положения относительно выбранной системы координат называется | |||
| 1) | установкой | 3) | закреплением | |
| 2) | базированием | 4) | установкой и закреплением | |
| 1.91 | Базы по назначению делятся на … | |||
| 1) | конструкторские, измерительные, явные | |||
| 2) | установочные, скрытые, технологические | |||
| 3) | конструкторские, технологические | |||
| 4) | измерительные, технологические, конструкторские | |||
| 1.92 | Основные принципы базирования - … | |||
| 1) | единство и установка | 3) | единство и постоянство баз | |
| 2) | единство и закрепление | 4) | постоянство и установка | |
| 1.93 | При совмещении измерительной и технологической баз погрешность базирования … | |||
| 1) | равна допуску | 3) | max значению | |
| 2) | равна 0 | 4) | min значению | |
| 1.94 | Явные базы – это … | |||
| 1) | поверхности | 3) | точки пересечения рисок | |
| 2) | оси, воображаемые плоскости | 4) | точки | |
| 1.95 | В качестве установочной базы используют поверхности, имеющие … | |||
| 1) | наибольшую длину | 3) | наибольшую ширину | |
| 2) | наибольшую площадь | 4) | самую гладкую поверхность | |
| 1.96 | Направляющая база лишает заготовку «n» степеней свободы | |||
| | 3 2) 4 3) 1 4) 2 5) 1+1 | |||