Файл: Использованная литература 34 раздел основы технологии машиностроения тема 1 машина как объект производства инструкция.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 183
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| 1.97 | Часть производственной погрешности, величина которой зависит от принятой на операции схемы базирования, называют погрешностью … | |||||||||
| 1) | установки у | 4) | обработки обр | |||||||
| 2) | базирования б | 5) | технологической системы т.с. | |||||||
| 3) | настройки н | | | |||||||
| 1.98 | Правильная схема базирования при обработке наружной цилиндрической поверхности определяется | 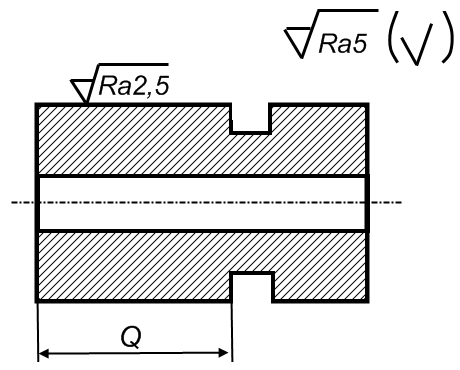 | ||||||||
| 1) 2) 3) 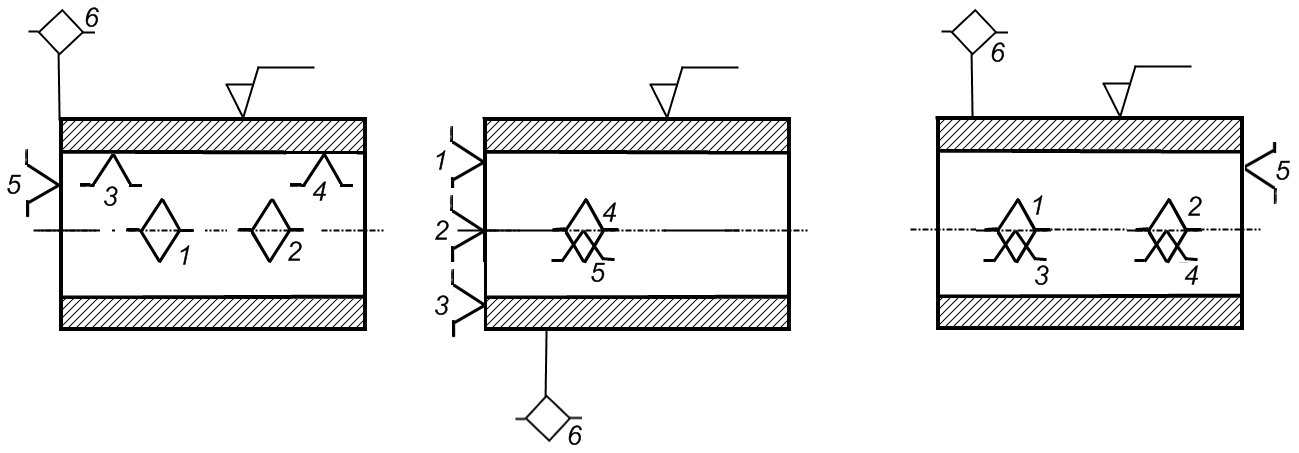 | ||||||||||
| 1.99 | Поверхность или совокупность поверхностей, принадлежащих детали и используемых при базировании, называются … | |||||||||
| 1) | основными поверхностями | 4) | установочными поверхностями | |||||||
| 2) | вспомогательными поверхностями | 5) | контактными базами | |||||||
| 3) | базами | | | |||||||
| 1.100 | При установке детали в приспособлении решаются следующие задачи | |||||||||
| 1) | закрепления | 3) | ориентировки | |||||||
| 2) | создания неподвижности | 4) | базирования и закрепления | |||||||
| 1.101 | Базирование необходимо на стадиях создания изделия | |||||||||
| 1) | конструирования | 3) | контроля изготовления | |||||||
| 2) | изготовления | 4) | конструирования, изготовления, контроля | |||||||
| 1.102 | По характеру проявления базы делятся на … | |||||||||
| 1) | явные, установочные | 3) | явные, скрытые | |||||||
| 2) | скрытые, опорные | 4) | скрытые, настроечные | |||||||
| 1.103 | Двойная направляющая база лишает заготовку «n» степеней свободы | |||||||||
| | 2 2) 3 3) 4 4) 1+1 5) 1 | |||||||||
| 1.104 | Цилиндрическую поверхность с отношением  используют в качестве… базы используют в качестве… базы | |||||||||
| 1) | опорной | 3) | двойной направляющей | |||||||
| 2) | направляющей | 4) | двойной опорной | |||||||
| 1.105 | Основное правило базирования - … | |||||||||
| 1) | шести точек | 3) | постоянство баз | |||||||
| 2) | единство баз | 4) | совмещения баз | |||||||
| 1.106 | Предельное поле рассеяния размеров между измерительной и технологической базами в направлении задаваемого размера называется … | |||||||||
| 1) | допуском | 3) | отклонениями | |||||||
| 2) | погрешностью базирования | 4) | производственной погрешностью | |||||||
| 1.107 | Правильная схема базирования при установке вала по центровым отверстиям определяется 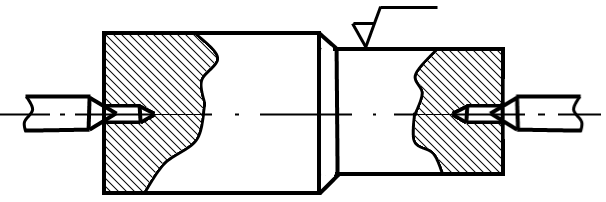 | |||||||||
| 1) | 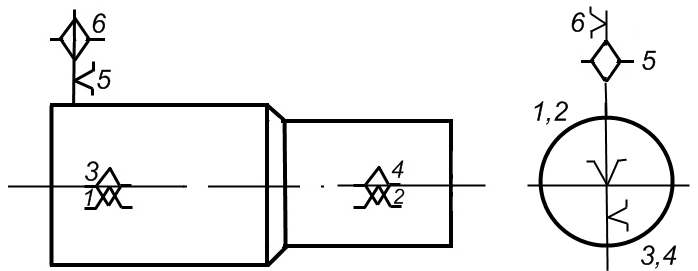 | |||||||||
| 2) | 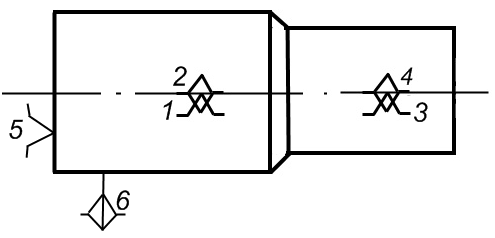 | 3) | 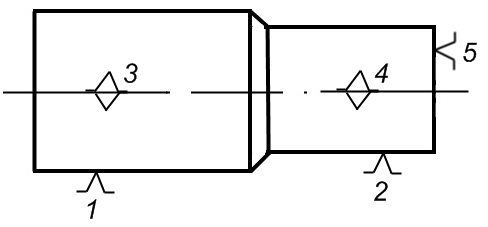 | |||||||
| 1.108 | Идеальная точка контакта поверхностей заготовки и приспособления называется … | |||||||||
| 1) | базовой точкой | 3) | опорной точкой | |||||||
| 2) | точкой контакта | 4) | фрикционной связью | |||||||
| 1.109 | Базы классифицируются по основным признакам | |||||||||
| 1) | по назначению, принадлежности | |||||||||
| 2) | по характеру проявления, количеству лишаемых степеней свободы | |||||||||
| 3) | количеству лишаемых степеней свободы, назначению, характеру проявления | |||||||||
| 4) | явные, скрытые, установочные | |||||||||
| 1.110 | Смена баз, происходящая стихийно, неуправляемо, называется… | |||||||||
| 1) | организованной сменой баз | 3) | перераспределением баз | |||||||
| 2) | неорганизованной сменой баз | 4) | заменой баз | |||||||
| 1.111 | Для определения положения заготовки на нее должны быть положено «n» двухсторонних геометрических связей | |||||||||
| | 4 2) 5 3) 3 4) 6 5) 7 | |||||||||
| 1.112 | Суммарная погрешность, возникающая в процессе обработки, определяется по формуле | |||||||||
| 1) | | 3) | | |||||||
| 2) | | 4) | | |||||||
| 1.113 | Схема расположения опорных точек на базах заготовки называется схемой … | ||||||
| 1) | базирования | 3) | закрепления | ||||
| 2) | установки | 4) | расположения | ||||
| 1.114 | Опорные точки на скрытых базах изображаются … | ||||||
| 1) | в пределах контура детали | 3) | на плоскостях детали | ||||
| 2) | вне контура детали | 4) | на поверхностях детали | ||||
| 1.115 | Цилиндрическую поверхность с отношением  используют в качестве … базы используют в качестве … базы | ||||||
| 1) | направляющей | 3) | двойной опорной | ||||
| 2) | двойной направляющей | 4) | опорной | ||||
| 1.116 | Размеры, по которым имеет место брак при фрезеровании паза по приведенной схеме | 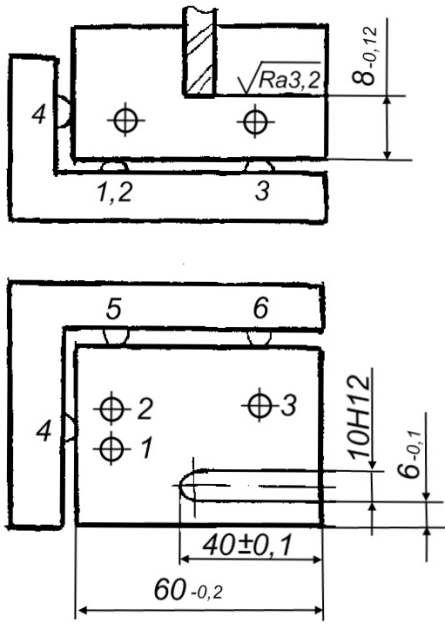 | |||||
| 1) | 8-0,12 | ||||||
| 2) | 8-0,12 и 6-0,1 | ||||||
| 3) | 8-0,12 и 400,1 | ||||||
| 4) | 6-0,1 и 400,1 | ||||||
| 1.117 | Поверхности, используемые при первом установе заготовок на этапе механической обработки, называются … базами | ||||||
| 1) | настроечными | 4) | технологическими | ||||
| 2) | установочными | 5) | искусственными | ||||
| 3) | черновыми | | | ||||
| 1.118 | Правильная схема базирования при обработке отверстия определяется |  | |||||
| 1) 2) 3) 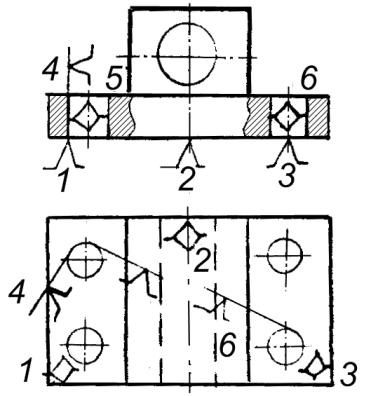 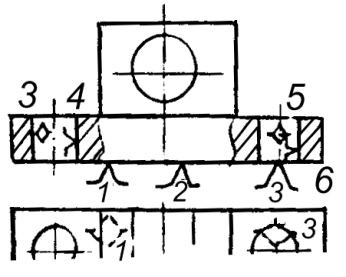 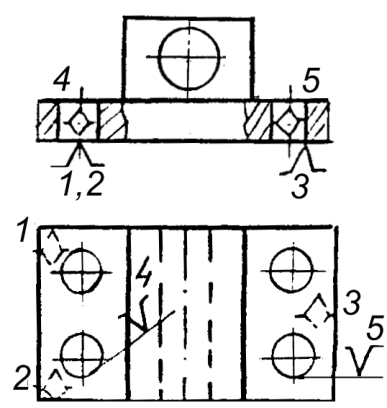 | |||||||
| 1.119 | Принципы, используемые при назначении технологических баз, для обеспечения точного выполнения размеров | |||||||
| 1) | постоянство баз | 4) | совмещение баз | |||||
| 2) | единство баз | 5) | постоянство и единство баз | |||||
| 3) | правило шести точек | | | |||||
| 1.120 | Погрешность установки детали равна | |||||||
| 1) | | 4) | | |||||
| 2) | | 5) | | |||||
| 3) | | | | |||||
| 1.121 | Правильная схема базирования при обработке отверстия 60Н10 определяется |  | ||||||
| 1) | 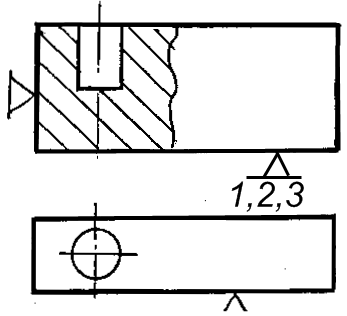 | 3) | 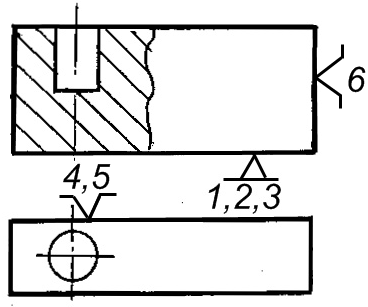 | |||||
| 2) | 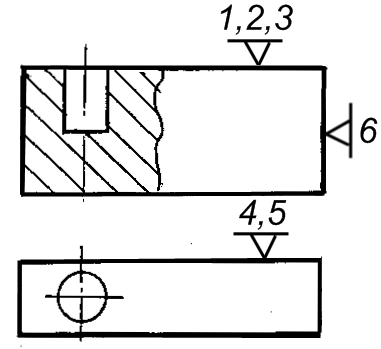 | 4) | 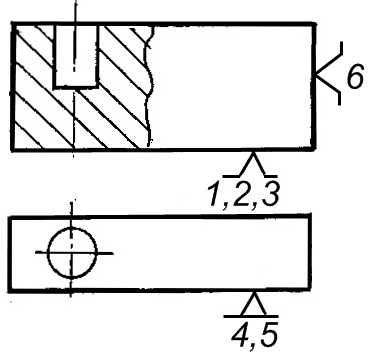 | |||||
| 1.122 | Правильная схема базирования детали при обработке уступа - это |  | ||||||
| 1) 2) 3)   | ||||||||
| 1.123 | Правильная схема базирования при обработке отверстия 6Н9 | 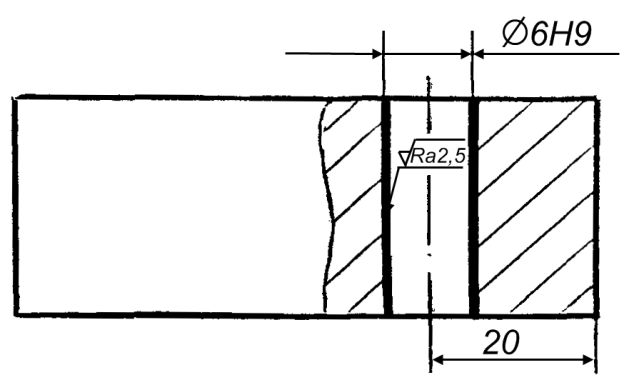 | |||
| 1) | 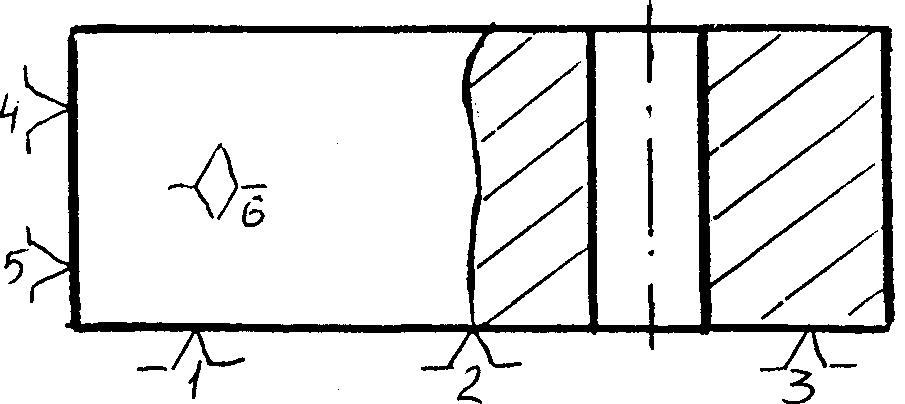 | ||||
| 2) | 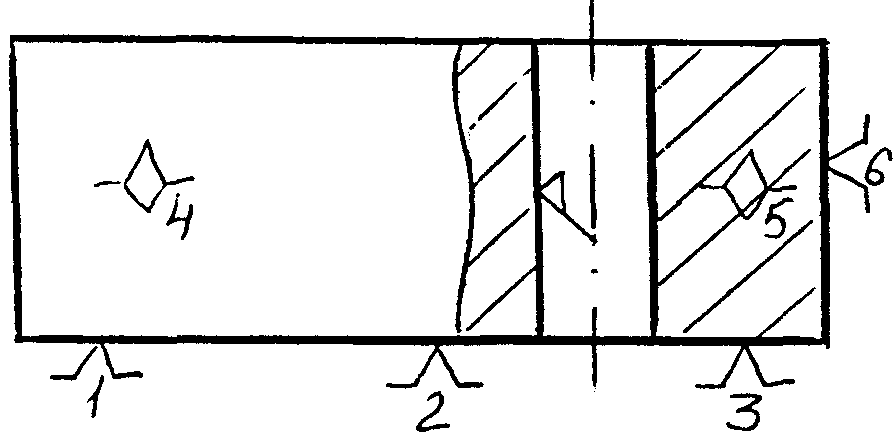 | 3) | 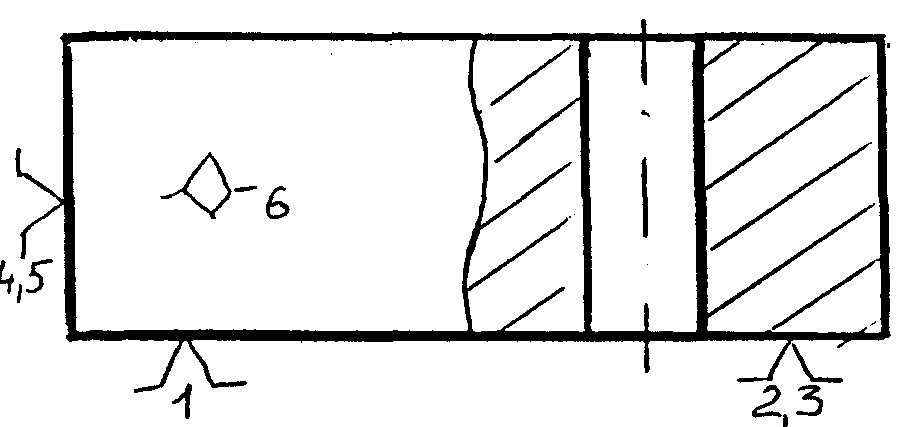 | ||
| 1.124 | Опорные точки контура детали означают точки … | ||||
| 1) | начала, конца, пересечения или касания геометрических элементов, из которых состоит контур детали | ||||
| 2) | базирования детали на станке | ||||
| 3) | базирования детали в приспособлении | ||||
| 4) | фиксирования инструмента в резцедержателе | ||||
| 1.125 | Базы классифицируются по основным признакам | ||||
| 1) | по назначению, принадлежности | ||||
| 2) | по характеру проявления, количеству лишаемых степеней свободы | ||||
| 3) | явные, скрытые, установочные | ||||
| 4) | по назначению, количеству лишаемых степеней свободы, характеру проявления | ||||
| 1.126 | Правильная схема базирования детали «вал» при обработке наружных поверхностей | ||||
| 1) 2) 3) 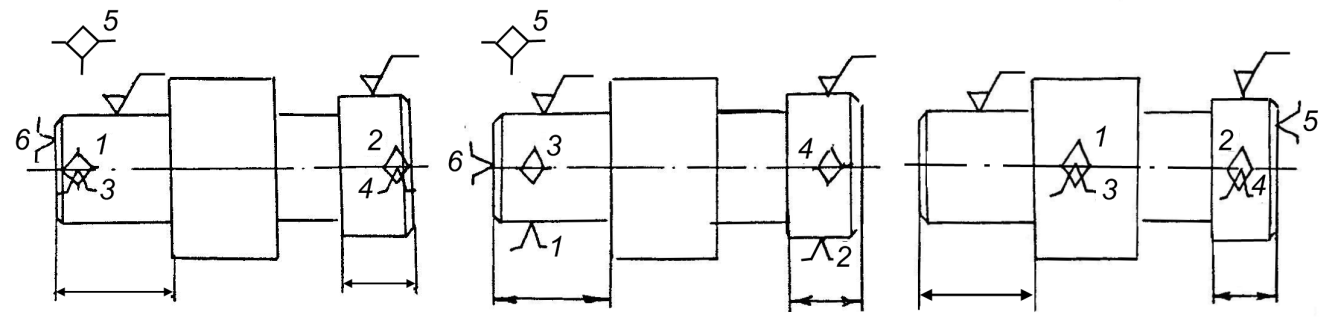 | |||||
| 1.127 | Под исходной точкой обработки понимается точка… | ||||
| 1) | начала системы координат станка | ||||
| 2) | определенная относительно нулевой точки станка и используемая для начала работы по УП | ||||
| 3) | начала системы координат детали | ||||
| 4) | системы координат приспособления | ||||
| 1.128 | Основное правило базирования | ||||||||||||
| 1) | единство баз | 4) | правило шести точек | ||||||||||
| 2) | постоянство баз | 5) | правило постоянства и совмещения баз | ||||||||||
| 3) | правило совмещения баз | | |||||||||||
| 1.129 | Правильная схема базирования детали при обработке наружного контура детали |  | |||||||||||
| 1) 2) 3)    | |||||||||||||
| 1.130 | Принципы, используемые при назначении технологических баз, для обеспечения точного выполнения размеров | ||||||||||||
| 1) | постоянства баз | 4) | совмещение и единства баз | ||||||||||
| 2) | единства баз | 5) | постоянство и единство баз | ||||||||||
| 3) | принцип шести точек | | |||||||||||
| 1.131 | Вариант правильного базирования при обработке отверстий  | ||||||||||||
| 1.132 | Величина сил зажима при проектировании приспособления определяется … | ||||||||||||
| 1) | видом инструмента | 3) | силами резания и их моментов | ||||||||||
| 2) | коэффициентом запаса | 4) | методом обработки | ||||||||||
| 1.133 | Коррекция инструмента при обработке деталей по управляющей программе означает … | ||||||||||||
| 1) | компенсацию износа и погрешности установки инструмента | ||||||||||||
| 2) | замену старого изношенного инструмента новым | ||||||||||||
| 3) | приращение движения инструмента | ||||||||||||
| 4) | обработку инструмента в газовой среде | ||||||||||||
| 1.134 | Приспособления, применяемые для установки и закрепления заготовок разных по форме и габаритным размерам, обрабатываемых на различных металлоре-жущих станках, в единичном и мелкосерийном производстве, называются … | ||||||||||||
| 1) | специальными | 3) | универсально-наладочными | ||||||||||
| 2) | универсальными | 4) | специализированными безналадочными | ||||||||||
| 1.135 | Вспомогательные (дополнительные) опоры предназначены … | ||||||||||||
| 1) | для базирования заготовок | ||||||||||||
| 2) | для крепления элементов приспособления | ||||||||||||
| 3) | для ориентирования заготовки | ||||||||||||
| 4) | для повышения жесткости и устойчивости детали при обработке | ||||||||||||
| 1.136 | При сверлении постоянные кондукторные втулки целесообразно применять … | ||||||||||||
| 1) | при обработке отверстий одним инструментом | ||||||||||||
| 2) | при обработке отверстий несколькими инструментами | ||||||||||||
| 3) | при частой замене вследствие износа | ||||||||||||
| 4) | в крупносерийном производстве | ||||||||||||
| 1.137 | Для каких деталей при базировании применяется призма | ||||||||||||
| 1) | при базировании по плоскости и двум боковым сторонам | ||||||||||||
| 2) | при базировании по 2-м отверстиям и плоскости | ||||||||||||
| 3) | при базировании по центровым отверстиям | ||||||||||||
| 4) | при базировании по наружным цилиндрическим поверхностям | ||||||||||||
| 1.138 | Установочные элементы приспособлений изготавливают из материала … | ||||||||||||
| 1) | Ст5 | 2) | В9З | 3) | У8А | 4) | Сталь 10 | ||||||
| 1.139 | Механизированные зажимные устройства целесообразнее применять в … производстве | ||||||||||||
| 1) | единичном | 3) | массовом | ||||||||||
| 2) | мелкосерийном | 4) | опытном | ||||||||||
| 1.140 | Делительное устройства приспособления предназначено … | ||||||||||||
| 1) | для установки заготовки | ||||||||||||
| 2) | для закрепления заготовки | ||||||||||||
| 3) | для установки заготовки в различные позиции | ||||||||||||
| 4) | для направления режущего инструмента | ||||||||||||
| 1.141 | Базы классифицируются по основным признакам: ... | ||||||||||||
| 1) | по назначению, принадлежности | ||||||||||||
| 2) | по характеру проявления, принадлежностью, количеству лишаемых степеней свободы | ||||||||||||
| 3) | явные, скрытые, установочные | ||||||||||||
| 4) | назначению, количеству лишаемых степеней свободы, характеру проявления | ||||||||||||