Файл: Известно около семидесяти способов сварки, с применением которых.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 184
Скачиваний: 1
- разработать технологию сборки-сварки стеллажа;Разрабатываемый технологический процесс сварки должен не только обеспечивать получение надёжных сварных соединений и конструкций, отвечающих всем эксплуатационным требованиям, но должен также допускать максимальную степень механизации и автоматизации производственных процессов изготовления изделий.1. Выбор типа стеллажа для материалов.Изделие - «Стеллаж для промышленного склада» используют для временных складов, хранения конструкций и оборудования, перетранспортировки, изготавливают из балок коробчатого сечения.Балка коробчатого сечения представляет собой сварную конструкцию из четырёх металлических пластин, сваренных между собой с образованием замкнутого контура. Подобные конструкции нашли широкое применение в строительной отрасли в качестве различных видов опор и несущих конструкций. Преимущество применения балок коробчатого профиля заключается в том, что металл балки более полно работает при различного рода изгибах (по сравнению с цельнометаллической балкой), имея при этом сравнительно небольшую массу.Рисунок 1 – Стеллаж из балок коробчатого сеченияДля изготовления данной конструкции принимаем сталь – 16 ГС.Характеристика материала изделияМаркировка стали 16ГС говорит о ее химических составляющих. ГОСТ 5058-65 оговаривает следующие буквенные обозначения для легирующих добавок, входящих в состав сплава:• «Г» - марганец;• «С» - кремний;Первая цифра означает содержание углерода в процентах. Цифры после букв, соответствующих легирующим добавкам – их процентное количество в данной марке стали. Исходя из всего вышесказанного можно расшифровать сталь 16ГС по ГОСТ как сплав, содержащий 0,16% углерода, марганец и кремний, количество которых не превышает 1%.Особенности и условия эксплуатацииБалка изготавливается из конструкционной низколегированной качественной кремнемарганцовистой стали марки 16ГС. Условия эксплуатации конструкции нормальные, интервал рабочих температур от -30 до +50 °C. Конструкция должна выдерживать предельно допустимые нагрузки в течение расчетного срока службы, обеспечить долговечность и надежность, предусматривать возможность технического освидетельствования, ремонта и контроля металла в соединении.Качество сварных конструкций определяется:

- рациональной конструкцией;- качеством основного материала; качеством сварочных материалов;- качеством сборки детали;- качеством подготовки поверхности деталей под сварку;- уровнем разработанного технологического процесса, степенью автоматизации сборочно-сварочных операций;- квалификацией сварщиков, операторов и наладчиков, общей культурой производства;- качеством сварного шва: т.е. выполненного без дефектов, в соответствии требованию прочности, плавным переходам к основному материалу. Входящие детали под сварку должны удовлетворять требованиям чертежа. Свариваемые кромки деталей в местах наложения швов и прилегающие к ним кромки шириной не менее 20 мм в каждую сторону должны быть очищены от окалины, ржавчины, краски, масла смазки и других загрязнений до металлического блеска. Контроль размеров зачистки осуществляется линейкой измерительной металлической или штангенциркулем. Детали, подготовленные под сварку, не должны иметь острых кромок и после штамповки должны быть очищены от масла, жира, грязи моющими растворами.Под технологичностью понимают конструктивные оптимальные формы, которые отвечают служебному назначению изделия, обеспечивают работу в пределах заданного ресурса, позволяют изготовить изделие с минимальными затратами материала, труда, времени.Конструкцию можно считать технологичной, когда:- материал обладает хорошей свариваемостью, не склонен к образованию холодных и горячих трещин, охрупчиванию, не чувствителен к образованию закаленных структур, малая склонность к красноломкости, хладноломкости, жаропрочен, коррозионностойкий;- конструкция изделия позволяет применять механизацию и автоматизацию сборки, сварки и транспортных операций;- конструкция может обеспечить свободный подход электродов к месту сварки. т.е. тип соединения - открытый.На основании вышеизложенного делаем вывод, что конструкция технологична.Количество конструкционных элементов – 4.Габаритные размеры всех конструкционных элементов:Таблица 1 - Ведомость сборочных единиц балки
| Название сборочной единицы | Количество деталей, шт | Эскиз сборочной единицы и габаритные размеры, мм | Масса |
| Верхняя полка | 2 | 600*152*6 | 85,4 |
| Боковая стенка | 2 | 600*288*6 | 161,7 |
Определяем, какие швы являются основными (то есть, несут эксплуатационную нагрузку) а какие вспомогательными. Описываем технологические требования ко всем швам, их длину и конфигурацию. Заполняем таблицу 2
| № шва | Вид шва | Характеристики шва |
| 1-4 | Тавровое соединение | 24000 |
металла зависит от его химического состава,
скорости охлаждения и длительности пребывания металла при соответствующих температурах, при которых происходит изменение микроструктуры и размера зерен.
При малой скорости охлаждения получают структуру перлит (механическая смесь феррита и цементита). При большой скорости охлаждения аустенит распадается на составляющие структуры при относительно низких температурах и образуются структуры - сорбит, троостит, бейнит и при очень высокой скорости охлаждения - мартенсит. Наиболее хрупкой структурой является мартенситная, поэтому не следует при охлаждении допускать превращения аустенита в мартенсит при сварке низколегированных сталей.
Скорость охлаждения стали, особенно большой толщины, при сварке
всегда значительно превышает обычную скорость охлаждения металла на воздухе, вследствие чего при сварке легированных сталей возможно образование мартенсита.
Режим сварки необходимо подбирать так, чтобы не было большого количества закалочных микроструктур и сильного перегрева металла. Тогда можно производить сварку стали любой толщины без ограничений при окружающей температуре не ниже -10 °С. При более низкой температуре необходим предварительный подогрев до 120-150 °С. При температуре ниже -25 °С сварка изделий из закаливающихся сталей запрещается.
2 Описание оборудования для проведения сварочных работ
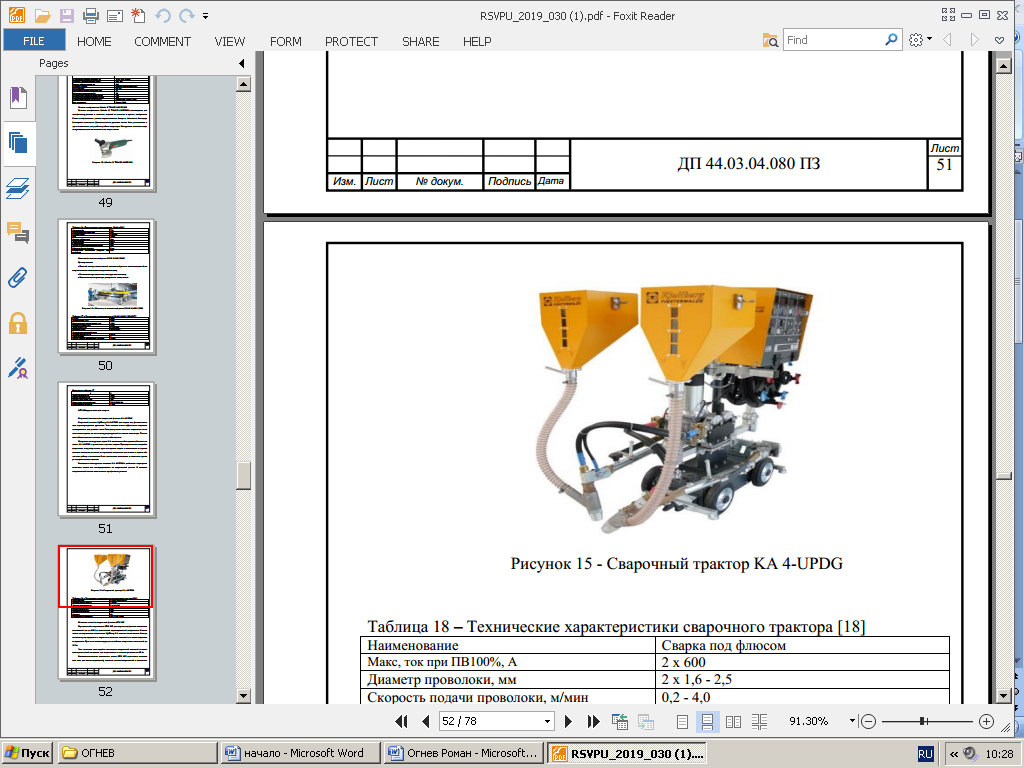
Сварочный автомат для сварки под флюсом KA 4-UPDG
Сварочный автомат Kjellberg KA 4-UPDG для сварки под флюсом оснащен двухшарнирными рукавами. Этот автомат очень эффективно сваривает
одновременно два угловых шва. Самодвижущаяся тележка сварочного автомата имеет привод на все колеса, регулируемый на основе тахометра. Тем самым обеспечивается высокая степень мобильности.
Модульная конструкция серии KA позволяет гибко приспосабливать автомат KA 4-UPDG к различным задачам сварки. Предварительная настройка
сварочного тока, напряжения дуги и скорости сварки в зависимости от применяемого источника питания и встроенная автоматика зажигания и отрыва облегчают работу с автоматом. Фазы заполнения начального и конечного кратера настраиваются отдельно.
Компактная конструкция автомата KA 4-UPDG с двойными шарнирами
позволяет катить его непосредственно по свариваемой детали. В качестве направляющей можно использовать профильные рельсы.