Добавлен: 15.11.2018
Просмотров: 1996
Скачиваний: 28
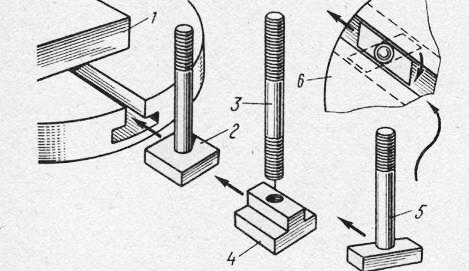
Рис. 9. Крепежные болты: 1 — деталь, 2 — болт с квадратной головкой, 3 — шпилька, 4 — Т-образная головка шпильки, 5 — Т-образная головка болта, 6 — вид сверху на болт с Т-образной головкой в Т-образном пазу стола.
При различных работах применяют болты разных видов. Для обычного крепления применяют болты с квадратной головкой, которые вставляют с конца Т-образного паза.
Далее положив заготовку на подкладку прижимают заготовку болтами. При завинчивании гаек прижимных болтов надо завертывать их попеременно, так как полная затяжка гаек сначала с одной стороны, а затем с другой не обеспечивает правильной установки.
А так же для закрепления габаритной заготовки применяют ступенчатые опоры:

Рис. 10. 1 — деталь; 2 — ступенчатая опора.
3.1 Разработка технических требований приспособлений.
Заготовка детали в процессе обработки должна занять и сохранять в течение всего времени обработки определённое положение относительно деталей станка или приспособления. Для этого необходимо исключить возможность трёх прямолинейных движений заготовки в направлении выбранных координатных осей и трёх вращательных движений вокруг этих или параллельных им осей.
Спроектированное станочное приспособление должно быть жестким для обеспечения требуемой точности обработки, экономичным, простым по конструкции, удобным в обслуживании и ремонте, безопасным.
Разработанное приспособление удовлетворяет всем требованиям.
Технические требования на приспособление будут следующие:
- усилие зажима W=2388Н ;
- сохранение заданного положения во время обработки;
- простое использование и обслуживание.
3.2 Обоснование выбора материала деталей приспособления
3.2.1 Обоснование выбора материала для станочных поворотных станков.
Исходя из условий работы деталей, выбор материала деталей приспособления производится с учетом действующих внешних сил.
Корпус приспособления выполняется из чугуна СЧ 20 ГОСТ 1412- , так как чугун имеет лучшие литейные свойства по сравнению со сталью.
Ходовые винты выполнены из стали 45 по ГОСТ 1050.Гайки ходовых винтов выполнены из чугуна марки СЧ30 по ГОСТ 1412. Накладные губки из стали по ГОСТ 4543 с пределом прочности не менее 500 МПа и термической обработкой до твердости не менее 52HRC
Остальные детали, работающие в условиях интенсивного трения и износа также должны обладать повышенной износостойкостью, поэтому их изготавливают из углеродистых и легированных сталей по ГОСТ 1050-88 и ГОСТ 4543-71 с последующей закалкой.
3.2.2Обоснование выбора материала для плоских передвижных прихватов.
Исходя из условий работы деталей, выбор материала деталей приспособления производится с учетом действующих внешних сил.
Корпус приспособления выполняется из сталь марки 45 по ГОСТ 1050-74. Твердость - 36,5…41,5HRC.
Остальные детали, работающие в условиях интенсивного трения и износа также должны обладать повышенной износостойкостью, поэтому их изготавливают из углеродистых и легированных сталей по ГОСТ 1050-88 и ГОСТ 4543-71 с последующей закалкой.
3.3 Расчет слабого элемента на прочность.
По ГОСТ 16518-96 выбираем необходимые поворотные станочные тиски.
Данное приспособление достаточно прочное и способно выдержать возникающие нагрузки при обработки детали. Расчет на прочность прижимных винтов (для фиксации тисков на столе) мы произвели выше, и они полностью удовлетворяют условиям задачи. Поэтому рассчитаем на прочность, наиболее нагруженную деталь, а именно прочность прижимного винта.
Силы, перпендикулярные к оси болта, вызывают срез. Условие прочности болта.
 ,,(12)
,,(12)
где:
τср — расчетное напряжение на срез, Н/мм2;
[τ]ср—
минимальная разрушающая нагрузка,12,9
Н/мм2
Q – сила, действующая на соединение,
2000Н;
d — наименьший диаметр
болта,18,3 мм.
τср=2000/(3.14*18.32/4)=7.6 Н/мм2
Полученное значение напряжения не должно превышать значение допускаемого напряжения на срез для шпильки в рабочих условиях.
τср=7,6≤12,9 Н/мм2
Вывод: Усилие зажима для фиксации детали не превышает минимальной разрушающей нагрузки. Данное приспособление удовлетворяет прочности.
Заключение
В данном курсовом проекте забазировал деталь фланец
с 4-я отверстиями диаметром 10H12мм. После чего рассчитали cтаночное приспособление для следующих операций: центровка, сверление и развертывание. Для базирования детали «Фланец» мы использовали приспособление (станочные поворотные тиски). При всех операциях тиски удовлетворяют технологии сверления отверстий во фланце. Простота конструкции, применение типовых и стандартных деталей и узлов существенно облегчает изготовление и выбор готовых приспособлений, а использование пневматического и гидравлического силового привода подачи облегчает труд рабочего, уменьшает вспомогательное время и увеличивает точность изготовления детали. Применение специализированных приспособлений позволяет снизить брак и трудоемкость , а также повысить стабильность точностных параметров операции. В совокупности всё это приводит к снижению себестоимости изготовления детали при повышении её качества
Список литературы
1. http://www.koround.ru/root/files/specs/metall/razvertka/gost-1672-80
2.https://ru.wikipedia.org/wiki/%D0%A0%D0%B0%D0%B7%D0%B2%D1%91%D1%80%D1%82%D0%BA%D0%B0_(%D0%B8%D0%BD%D1%81%D1%82%D1%80%D1%83%D0%BC%D0%B5%D0%BD%D1%82)
3. http://www.golitsino.ru/stati/razvertki.php
4. http://studopedia.info/2-21222.html
5. http://www.msf-bntu.com/?p=712
6. http://stanki-katalog.ru/sprav_2a125.htm
7. http://tutmet.ru/priprisposoblenie-sverlenija-otverstij-patron-sverlilnogo-stanka.html
8.http://www.autowelding.ru/publ/1/sverlilnye_stanki/tekhnologija_obrabotki_na_sverlilnykh_stankakh_i_osnastka/24-1-0-258
9. http://meganorm.ru/Data2/1/4294835/4294835945.htm
10. http://www.internet-law.ru/gosts/gost/43406
11. http://www.ptkspb.ru/catalog/113/297.html
12. http://www.metalstanki.com.ua/bazirovanie
13. Справочник технолога – машиностроителя. В 2 – х т. /Под ред. А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова. – 5-е изд., перераб. и доп. – М.: Машиностроение – 1, 2001.
14. Ансеров М.А. Приспособления для металлорежущих станков/ М.А. Ансеров. – М.: Машиностроение, 1984. – 652с.
15.Прис Н.М. Технологическая оснастка: Учебное пособие к курсовому проекту по дисциплине «Технологическая оснастка». Для студентов специальности 151001.65 (всех форм обучения)/ АПИ (ф) НГТУ; Сост.: Н.М. Прис.– Арзамас: Издательство ОО «Ассоциация ученых г. Арзамаса», 2005.-104с.
Нормативные ссылки
В настоящей пояснительной записке использованы ссылки на следующие стандарты:
1. ГОСТ 2.104-68 ЕСКД. Основные надписи.
2.ГОСТ 1050-88. Материал фланца
3.ГОСТ 886-77. Сверло с цилиндрическим хвостовиком
4.ГОСТ 1672-80 . Развёртка.
5.ГОСТ12.2.029 – 88. Коэффициента запаса.
6.ГОСТ 3.1107-81. Схема установки деталей на станках.
7. ГОСТ 1050. Ходовые винты поворотных тисков.
8. ГОСТ 1412.Гайки ходовых винтов поворотных тисков.
9. ГОСТ 4543.Накладные губки поворотных тисков.
10. ГОСТ 1050-88 и ГОСТ 4543-71 .Углеродистая и легированная сталь.
11. ГОСТ 16518-96.Поворотные станочные тиски.