ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 30.07.2024
Просмотров: 395
Скачиваний: 0
СОДЕРЖАНИЕ
Федеральное агентство по образованию
Глава 1. Металлические материалы 7
Глава 1. Металлические материалы
1.1. Основные сведения о производстве металлов и сплавов
1.2. Основные свойства металлов и сплавов
1.3. Механические свойства металлов и сплавов
Глава 2. Физические основы Спектрального анализа
2.1. Общее представление о строении вещества
2.2. Строение атома и атомные спектры
3.1. Возбуждение вещества и интенсивность спектральных линий
3.3. Схемы питания газовых разрядов
Глава 4. Оптика спектральных аппаратов
4.3. Оптическая схема спектрального аппарата
4.4. Основные характеристики и параметры спектральных аппаратов
3. Увеличение спектрального аппарата
4.5. Типы приборов спектрального анализа
Оптическая схема стилоскопа сл-13
Оптическая схема стилоскопа слу
6.1. Подготовка изделий и стандартных электродов к анализу
Группы аналитических спектральных линий с условными обозначениями
Линия "v4" надежно выявляется при концентрации V свыше 0,1%
6.3. Меры безопасности при работе со стилоскопом
6.4. Организация и оформление работ по спектральному анализу
Сварной стык; задвижка;тройник;расходомерная шайба; 65-77 - сварные стыки
6.4. Организация и оформление работ по спектральному анализу
Организация, производящая работы по спектральному анализу, несет ответственность за правильность выполнения анализа и качество технической документации по нему.
Результаты анализов оформляются протоколами по установленной форме, составляемыми в трех экземплярах: один экземпляр хранится в организации, производящей анализ, а два другие выдаются заказчику.
В протоколе подробно, с указанием наименования детали, в соответствии с чертежом перечисляются все прошедшие проверку детали, присадочные материалы, сварные швы и т.д.
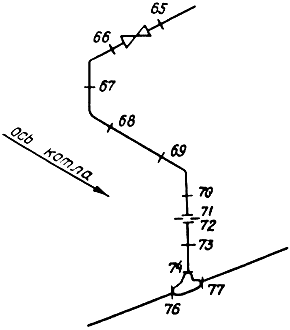
Рис. 2. Схема паропровода:
Сварной стык; задвижка;тройник;расходомерная шайба; 65-77 - сварные стыки
Анализ на смонтированном паропроводе проводится по схеме паропровода в соответствии с нумерацией сварных стыков (рис.2). Запись результатов анализов ведется согласно номера сварных стыков, ограничивающих место анализа: например, участок трубы между стыками "69-70" обозначается "труба 69-70", задвижка между стыками "65-66" - "задвижка 65-66" и т.д., а металл сварных швов непосредственно номером стыка. Протоколы без приложения схем недействительны.
Если при контроле крепежа на установленной по месту постоянной работы арматуры или фланцевых соединений обнаружено несоответствие стали проектной марки, то составляется эскиз (рис.3) с расстановкой и нумерацией крепежа, который прилагается к протоколу. Запись результатов контроля крепежа ведется в протоколе согласно принятой на эскизе нумерации.
Задвижка 65-66
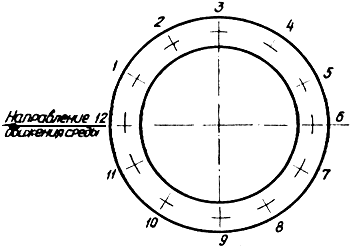
Рис. 3. Схема расположения гаек и шпилек: 1-12 - порядок расположения гаек и шпилек
Детали, присадочные материалы и сварные швы, металл которых не соответствует проектным маркам, подлежат изъятию и замене, о чем составляется акт, который может служить основанием для предъявления станцией рекламации заводу.
Если при контроле металла сварных швов выявлен хотя бы один шов, металл которого не соответствует проектному, контролю подлежат все однотипные швы (100%), выполненные данным сварщиком на проверяемом оборудовании.
Все проверенные детали котлов и трубопроводов, не имеющие заводскую маркировку, анализ которых производится до установки на агрегате, подвергаются маркировке - окраске или клеймению. Детали турбин маркировке не подлежат. Трубы паропроводов, питательных линий, их байпасы и дренажи, трубы повepxнocтeй нагрева, змеевики, панели, коллекторы и т.п. окрашиваются по наружной поверхности в соответствии с цветной маркировкой по МРТУ 2402-65.
При диаметре изделия менее 100 мм краска наносится в виде концентрического пояска шириной 10-30 мм, при диаметре изделия более 100 мм - в виде полоски длиной 100-150 мм, шириной 10-30 мм. Трубы, проверяемые россыпью, маркируются с обоих концов, если же трубы собраны в змеевики, пакеты, ширмы, панели и блоки, то окрашивается только одна труба. На литые и фасонные части краска наносится в виде записи наименования марки стали (например 20ХМФЛ). Шпильки маркируются по торцевой части головки клеймом, присвоенным оператору, позволяющим по протоколу установить марку стали, фамилию оператора и организацию, производящую спектральный анализ.
Остальные детали толщиной стенки более 6 мм подлежат окраске или клеймению, а толщиной стенки менее 6 мм только окраске.
Сварные швы, металл которых не соответствует проектному, окрашиваются краской зеленого цвета по всей длине окружности стыка. Окраска и клеймение производятся в присутствии оператора по спектральному анализу его помощником (выделенным заказчиком), непосредственно после проведения анализа.