Файл: Введение 4 1 Назначение и условия работы детали в сборочной единице 5 2 Анализ технологичности конструкции детали 7.doc
Добавлен: 30.10.2023
Просмотров: 125
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1 Назначение и условия работы детали в сборочной единице
2 Анализ технологичности конструкции детали
2.1 Качественная оценка технологичности конструкции детали
2.2 Количественная оценка технологичности конструкции
3 Выбор типа и организационной формы производства
Содержание
Введение 4
1 Назначение и условия работы детали в сборочной единице 5
2 Анализ технологичности конструкции детали 7
2.1 Качественная оценка технологичности конструкции детали 7
2.2 Количественная оценка технологичности конструкции 8
3 Выбор типа и организационной формы производства 10
4 Описание способа получения заготовки по базовому варианту 14
5 Анализ базового варианта технологического процесса с обоснованием замены оборудования на более современное и прогрессивное 19
6 Расчет режимов резания на проектируемую операцию 22
7 Расчет технологической нормы времени на проектируемую операцию 24
8 Разработка маршрутного технологического процесса механической обработки детали с учетом внесенных изменений 26
Заключение 27
ЛИТЕРАТУРА 28
Введение
Научно-технический прогресс в машиностроении в значительной степени определяет развитие и совершенствование всего народного хозяйства страны. Важнейшими условиями ускорения научно-технического прогресса являются: рост производительности труда, повышение эффективности общественного производства и улучшение качества продукции.
Применение прогрессивных, высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхностей, повышающих ресурс работы деталей и машины в целом, эффективное использование современных автоматических и поточных линий, станков с ЧПУ, ЭВМ и другой новой техники, прогрессивных форм организации и экономики производственных процессов – все это направлено на решение главных задач, повышение эффективности производства и качества продукции. Качество машины, надежность, долговечность и экономичность в эксплуатации зависят не только от совершенства ее конструкции, но и от технологии производства.
Представленная деталь является частью механизма переключения передач трактора МТЗ-80, выпускаемого Минским тракторным заводом.
Стабильность и высокий уровень качества выпускаемых изделий обеспечиваются высокой механизацией и автоматизацией производства. Для обеспечения работы основного производства постоянно совершенствуется инструментальное производство. Введена прогрессивная технология механической обработки деталей, штампов и вспомогательного инструмента на станках с ЧПУ, освоена технология трехкоординатной объемной обработки сложных криволинейных поверхностей деталей литейной оснастки на обрабатывающих центрах.
Высокая профессиональная подготовка инженерно-технического состава, современная база для проектирования и производства – гарантия высокого качества выпускаемой заводом продукции.
Задачей курсового проектирования по разработке технологического процесса изготовления детали 80-1601113 «Вал» является усовершенствование существующего базового технологического процесса на основе использования современного оборудования, высокопроизводительной оснастки с целью снижении себестоимости и улучшения организации труда.
1 Назначение и условия работы детали в сборочной единице
Деталь «Вал» - 80-1601113 позиции 2 является составляющей единицей вала отбора мощности трактора МТЗ-80, представленного на рисунке 1.1. ВОМ предназначен для передачи крутящего момента от заднего моста трактора к навесным агрегатам.
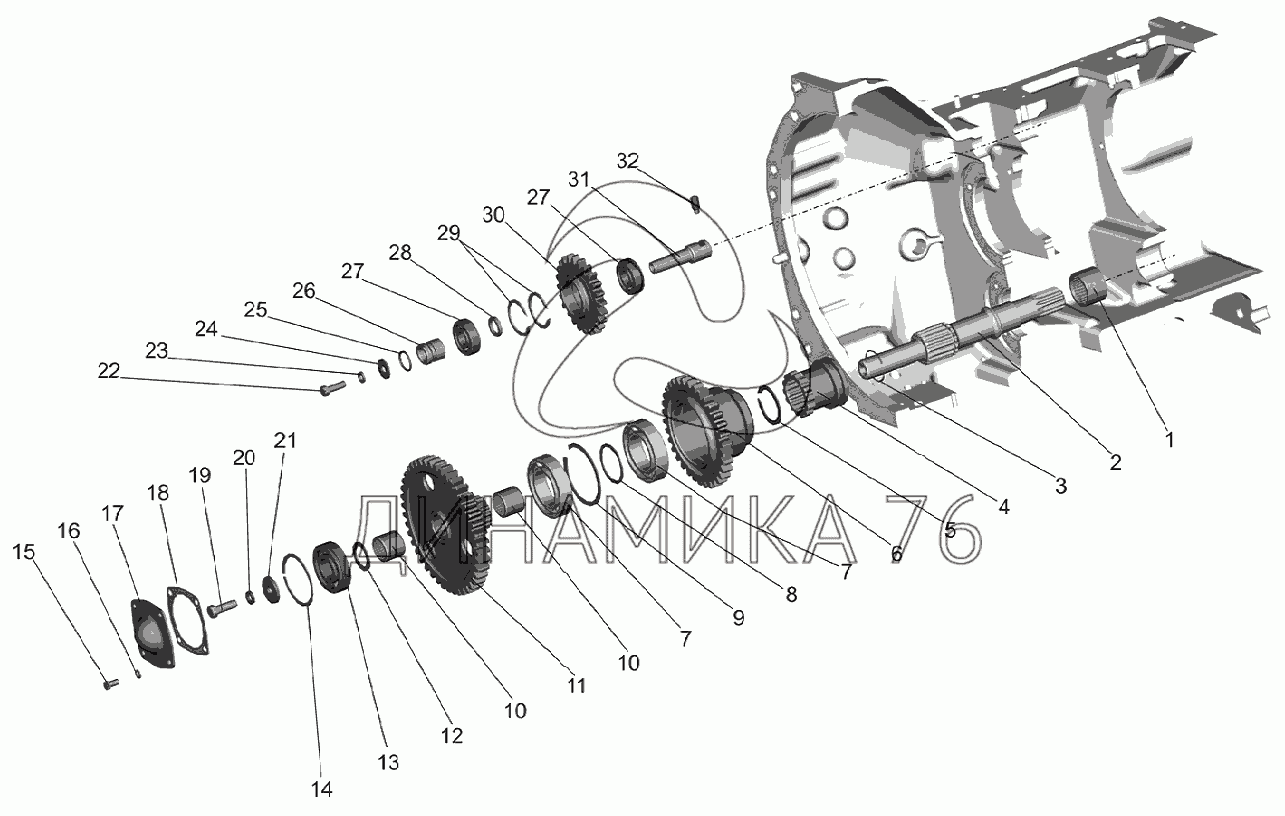

Рисунок 1.1 – Вал отбора мощности (ВОМ)
Вал ведомый устанавливается на два подшипника позиции 7 и 13. На валу установлены шестерни позиции 6 и 11, передача крутящего момента производится через эвольвентные шлицы. Для удобства сборки все кромки вала притуплены фасками. В процессе работы на деталь действуют циклические переменные нагрузки, для повышения прочности и долговечности рабочие поверхности вала подвергаются закалке с нагревом ТВЧ.
Вал изготовлен из стали 35ХГСА ГОСТ 4543-71.
Химический состав и механические свойства стали 35ХГСА приведены в таблицах 1.1 и 1.2.
Таблица 1.1 - Химический состав стали 35ХГСА ГОСТ 4543-71
в процентах
| Углерод С | Кремний Si | Марганец Mn | Сера S | Фосфор P | НикельNi | Хром Cr |
| не более | не более | |||||
| 0,28-0,34 | 0,9-1,2 | 0,8-1,1 | 0.025 | 0.025 | 0,3 | 1,1 |
Таблица 1.2 - Механические свойства стали 35ХГСА ГОСТ 4543-71
| Т, МПа | ВР, МПа | 5, % | , % | Н, кДЖ/м2 | НВ (не более) | |
| Не менее | Горячекатаной | Отожженной | ||||
| 1080 | 830 | 10 | 45 | 490 | 255 | 302 |
где Т - предел текучести;
ВР - предел прочности при растяжении;
5, - относительное удлинение;
- относительное сужение;
Н – ударная вязкость.
2 Анализ технологичности конструкции детали
Оценка технологичности конструкции может быть двух видов: качественная и количественная. Качественная оценка технологичности включает в себя оценку применяемого материала, обрабатываемости и методов получения заготовок, а количественная состоит из основных и вспомогательных показателей технологичности.
2.1 Качественная оценка технологичности конструкции детали
Материал данной детали сталь 35ХГСА ГОСТ 4543-71. Данный материал хорошо подвергается механической обработке. Применение данной стали рационально с точки зрения ее стоимости и физико-механических свойств. Используется для изготовления крышек, стаканов, кронштейнов, валов, осей.
В базовом варианте технологического процесса деталь получена штамповкой на горизонтально-ковочной машине. Заготовка отображает контуры детали, припуски на обработку минимальные, поэтому нет смысла в усовершенствовании.
Деталь представляет собой вал, имеющий точные наружные цилиндрические поверхности для установки подшипников, а также шлицевые поверхности для установки шестерен. Для обработки точной наружной поверхности используют шлифовальный круг, для обработки шлицев применяют червячные фрезы. Для облегчения сборки деталь имеет фаски на поверхностях.
Для обработки наружных поверхностей и торцов детали используются резцы с МНП.
При механической обработки детали сохраняется принцип постоянства и совмещения конструкторских, технологических и измерительных баз.
Маршрут обработки детали составлен таким образом, чтобы позволить обеспечить выполнение требований по точности и качеству поверхности, заданных чертежом детали.
При обработке детали выбрано оборудование, позволяющее выполнить требования по точности и качеству обрабатываемых поверхностей. Однако на некоторых операциях установлено устаревшее оборудование, на которых производится обработка с пониженными режимами резания. Данное оборудование необходимо заменить на более современное, что позволит значительно повысить режимы резания и, соответственно, снизить время на обработку.
На всех операциях механической обработки установлена стандартная оснастка, обеспечивающая лишение заготовки всех степеней свободы.
В процессе обработки используется инструмент, оснащенный пластинами из твердого сплава, что позволит повысить режимы резания.
С точки зрения механической обработки деталь технологична, т.к. все поверхности легкодоступны для механической обработки, используются универсальные приспособления.
Деталь в основном не требует точной обработки, максимальный квалитет обработки IT7, максимальный параметр шероховатости поверхности Rа0,63.
2.2 Количественная оценка технологичности конструкции
Количественная оценка технологичности конструкции может быть осуществлена лишь при использовании соответствующих базовых показателей технологичности. При оценке детали на технологичность обязательными являются следующие дополнительные показатели [2].
-
Коэффициент унификации конструктивных элементов детали:
Ку.э.= Qу.э./Qэ; (2.1)
где Qу.э., Qэ – соответственно число унифицированных конструктивных элементов детали и общее число поверхностей.
Всего деталь содержит: торцов – 4; фасок – 3; отверстий – 1; шлицевых поверхностей – 2; канавок – 2, наружных поверхностей вращения – 3. Всего элементов 15 из них унифицированных 10.
Ку.э.= 10/15=0,67.
-
Коэффициент применяемости стандартизованных обрабатываемых поверхностей:
Кп.ст= Dо.с/Dм.о, (2.2)
где Dо.с и Dм.о - соответственно число поверхностей детали, обрабатываемых стандартным инструментом, и всех, подвергаемых механической обработки поверхностей.
Кп.ст= 14/14=1.
-
Коэффициент обработки поверхностей:
Ко.п.=1 – Dм.о./Dэ.; (2.3)
где Dм.о., Dэ.– соответственно число обрабатываемых и число всех поверхностей детали.
Ко.п.=1 – 12/14=0,14.
-
Коэффициент использования материала:
Ким = q/Q, (2.4)
где q., Q.– соответственно масса детали и заготовки, кг.
Ким = 2,5/3,23 = 0,77.
-
Максимальное значение квалитета обработки - 7. -
Максимальное значение параметра шероховатости обрабатываемых поверхностей – Ra0,63 мкм. -
Коэффициент применения типовых технологических процессов:
Кт.п = Qт..п / Qи;
где Qт.п. и Qи – соответственно число типовых технологических процессов для изготовления данной детали и общее, шт.
Кт.п = 2 / 3 = 0,67.
С точки зрения количественного анализа, конструкцию детали можно считать технологичной.
После проведения качественного и количественного анализа технологичности детали можно сделать вывод, что в целом конструкция детали технологична.
3 Выбор типа и организационной формы производства
Исходные данные:
Годовая программа выпуска деталей N=50000 шт.
Режим работы предприятия: 2 смены в сутки.
Действительный фонд времени работы оборудованияFд=4015 ч.
Нормативный коэффициент загрузки оборудования Кнз=0,75.
Тип производства по ГОСТ 3.1108-74 характеризуется коэффициентом закрепления операций Кз.о., который показывает отношение всех различных технологических операций, выполняемых или подлежащих выполнению в течение месяца, к числу рабочих мест.
Определяется расчетное количество станков тр для каждой операции:
где N – годовой объем выпуска деталей, шт.,
Тшт – штучное или штучно-калькуляционное время, мин.;
ηз.н – нормативный коэффициент загрузки оборудования, принимаем ηз.н=0,75.
Значение фактической загрузки оборудования
Количество операций, выполняемых на рабочем месте
Коэффициент закрепления операций
Результаты расчетов сводим в таблицу 3.1.