Файл: Разработать технологический процесс сварки садовых качелей.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 91
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЛАДИМИРСКОЙ ОБЛАСТИ
«ВЛАДИМИРСКИЙ ТЕХНОЛОГИЧЕСКИЙ КОЛЛЕДЖ»
Код/профессия 15.01.05
Сварщик ручной и частично
механизированной сварки (наплавки)
ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА
Тема: Разработать технологический процесс сварки садовых качелей
Обучающийся: Буров Данила Алексеевич ______________
(ФИО) (Подпись)
Группа_____Св-119____________________
Руководитель___Гузева Н.В.______________/__________________________/
(ФИО) (Подпись)
Председатель предметно-цикловой комиссии
_________Гузева Н.В.___________/__________________________/
(ФИО) (Подпись)
К защите допущен(а)
Зам. директора по УПР_____________________/С.Н. Лапшина./
«___» ___________ 2022___ г.
Содержание
-
Роль сварки в современном мире………………………………………………………………………..2
2. Сварочная конструкция………………………………………………………………….4
3. Свойства и свариваемость основного металла…………………………….6
4. Выбор присадочной проволоки…………….…………………………….……….7
-
Выбор режимов сварки и сварочного тока………………………………….8
-
Характеристика оборудования инструментов
и приспособлений…………………………………………………………………………….10
7. Техника сварки……………………………………………………………………………..11
8. Контроль качества сварки ……………………………………………………………14
9. Техника безопасности при сварке………………………………………………..16
10. Используемая литература ………………………………………………………….20
 Роль сварки в современном мире.
Роль сварки в современном мире.
Рассматривая ответы на важные вопросы - когда изобрели сварку, кто придумал электрическую сварку, стоит обратить внимание на роль этой технологии в современном мире. В настоящее время активно развиваются лазерные разновидности сварочного процесса.
Не так давно была открыта технология высококачественного соединения металлов. Появляются новые композитные материалы, стало востребованным использование алюминия, нержавеющих сталей, цветных металлов. В период современности произошло усиленное развитие сварочного оборудования, появились новые приборы с широкими функциями, возможностями.
В современности широкое распространение получили следующие виды высокотемпературного соединения металлов:
-
аргонодуговая технология.При помощи нее можно производить любые виды соединений - стыковые, угловые, тавровые, внахлест; -
газовая. При помощи нее в послевоенное время начали изготавливать всевозможные конструкции. В наше время эту технологию применяют для изготовления трубопроводов, которые пролегают на дальнем расстоянии от источников тока; -
полуавтоматическая. Эта технология ускоряет процесс соединения элементов. Она имеет высокую точность, снижает риск образования соединения низкого качества; -
электродуговая сварка. Всегда была и остается востребованной технологией, которую используют на разных производственных предприятиях, заводах.
В период современности произошли некоторые изменения - поменялись источники питания, усовершенствовались держатели, но все же принцип горячего соединения остался таким же.
Если внимательно изучить вышеизложенную информацию, то можно будет найти ответы на важные вопросы - когда появилась сварка металлов, и кто придумал сварочный аппарат. Стоит учитывать, что данная технология появилась еще в древнее время, ее применяли для изготовления приспособления для труда, оружия и других необходимых изделий.
История развития имеет множество этапов, которые проходили в разное время вплоть до современности. Многочисленные исследования, открытия смогли разработать уникальные методы, которые в настоящее время активно используются на предприятиях и производствах.
 Сварная конструкция
Сварная конструкцияМоя сварочная конструкция – это садовые качели. Садовые качели состоят из профильной трубы прямоугольного сечения 40х20х1.5мм (11штук по 2000мм) и 20х20х1.5мм квадратного сечения (9штук по 2000мм)
Н
 ачнем с первого этапа. Им является «разметка заготовки». Разметка производится с помощью рулетки и маркера по чертежу. После разметки, я выполнял «резку металла» с помощью УШМ (угловой шлифовальной машинки - болгарки). Начнем с основной рамы-основания, на которой будет крепиться стойки. Я взял 4 профильные трубы 40х20мм (длиной 2000мм) из них 2 профильных трубы, отмерил с помощью рулетки по длине 1000мм и разрезал каждую трубу на 2 части. Затем произвёл сборку и сварку рамы. Сборку производил с использованием магнитных угольников. Сварку угловых соединений выполнял по замкнутому контуру. Далее я начал производить сборку и сварку стоек, каждая стойка 2000мм в длину, на каждой стойке по 2 упора по длине 1000мм. Затем произвёл сборку рамки со стойками на сварочных прихватках, проверил правильность сборки по чертежу, и произвел сварку угловых и тавровых соединений. Также между 2 стойками установил перекладину длиной 2000мм, прихватил перекладину к стойкам и произвел сварку перекладины со стойками угловыми соединениями.
ачнем с первого этапа. Им является «разметка заготовки». Разметка производится с помощью рулетки и маркера по чертежу. После разметки, я выполнял «резку металла» с помощью УШМ (угловой шлифовальной машинки - болгарки). Начнем с основной рамы-основания, на которой будет крепиться стойки. Я взял 4 профильные трубы 40х20мм (длиной 2000мм) из них 2 профильных трубы, отмерил с помощью рулетки по длине 1000мм и разрезал каждую трубу на 2 части. Затем произвёл сборку и сварку рамы. Сборку производил с использованием магнитных угольников. Сварку угловых соединений выполнял по замкнутому контуру. Далее я начал производить сборку и сварку стоек, каждая стойка 2000мм в длину, на каждой стойке по 2 упора по длине 1000мм. Затем произвёл сборку рамки со стойками на сварочных прихватках, проверил правильность сборки по чертежу, и произвел сварку угловых и тавровых соединений. Также между 2 стойками установил перекладину длиной 2000мм, прихватил перекладину к стойкам и произвел сварку перекладины со стойками угловыми соединениями.
Далее идёт крыша (козырёк). Она состоит из 6 квадратных профильных труб 20х20х1.5мм по длине 2000мм. С помощью гибочного станка, я изогнул 2 профильных трубы. На следующем этапе идёт сборка на сварочных прихватках 6ти профильных труб и их сварка. Проверил правильность сборки визуально по чертежу. Выполняются угловые и тавровые соединения. Дальше крышу мы прихватываем к перекладине, после чего взял 2 профильные трубы измерил с помощью рулетки по длине 1600мм и обрезал болгаркой. Приварил эти 2 упора к крыше и рамке качелей с двух сторон.
После крыши, я приступил к сборке и сварке скамейки. Две профильные трубы 20х40 решил изогнуть с помощью УШМ (болгарки). После чего к изогнутым профилям прихватил 3 профильных трубы 20х20. Так же проверил дефекты и правильность сборки, обварил и зачистил. Далее, чтобы повесить скамью, я приварил к перекладине и к самой скамье кронштейны, повесил цепь и с помощью винтовых карабин закрутил цепь.
При сварки садовых качелей, я выполнил все положении сварки (потолочное, вертикальное, нижнее, горизонтальное). После сварки зачистил швы, визуально осмотрел изделие на наличие дефектов, видных невооружённым глазом.

Свойство и свариваемость основного метала
Для изготовления садовых качелей я использовал хорошо-сваривающую сталь 18кп
Сталь 18кп – это качественная конструкционная углеродистая сталь
Ст18кп
Ст – сталь
-
18 – 0.18% углерода
кп – степень раскисления кипящая.
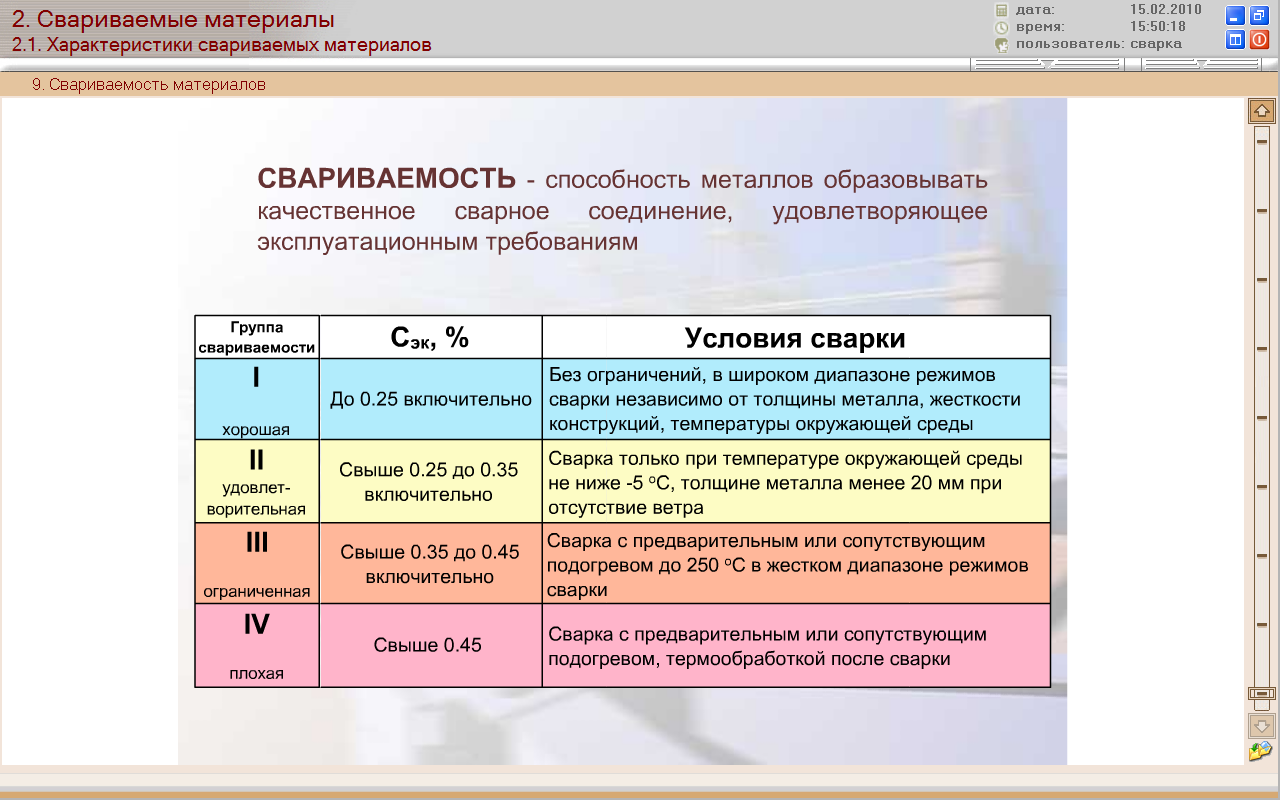
Свариваемостью называется способность металлов образовывать при установленной технологии сварки сварное соединение, металл шва которого имел бы свойства, близкие к основному металлу и которое отвечало бы требованиям конструкции и эксплуатации изделий. -
На свариваемость влияют количество углерода и легирующие элементы. -
По свариваемости стали делятся на 4 группы. Моя сталь 18 кп низкоуглеродистая относится к 1-й группе свариваемости.
 Выбор присадочной проволоки
Выбор присадочной проволокиЯ производил полуавтоматическую сварку MAGв углекислом газе с применением присадочной проволоки марки Св-08Г2С омеднённой диаметром 1мм
Расшифровка СВ08Г2С:
СВ – сварочная,
затем 0,8 – содержание углерода, в данном случае 0,08% (низкоуглеродистая),
Г2 – марганец 2%,
С – кремний, менее 1% (т.к. без цифры),
общее содержание легирующих элементов более 2,5%, значит проволока – легированная,
Итак: СВ08Г2С – это низкоуглеродистая легированная сварочная проволока с содержанием C = 0,08%, Mn = 2%, Si< 1%.
В
 ыбор режимов сварки и сварочного тока
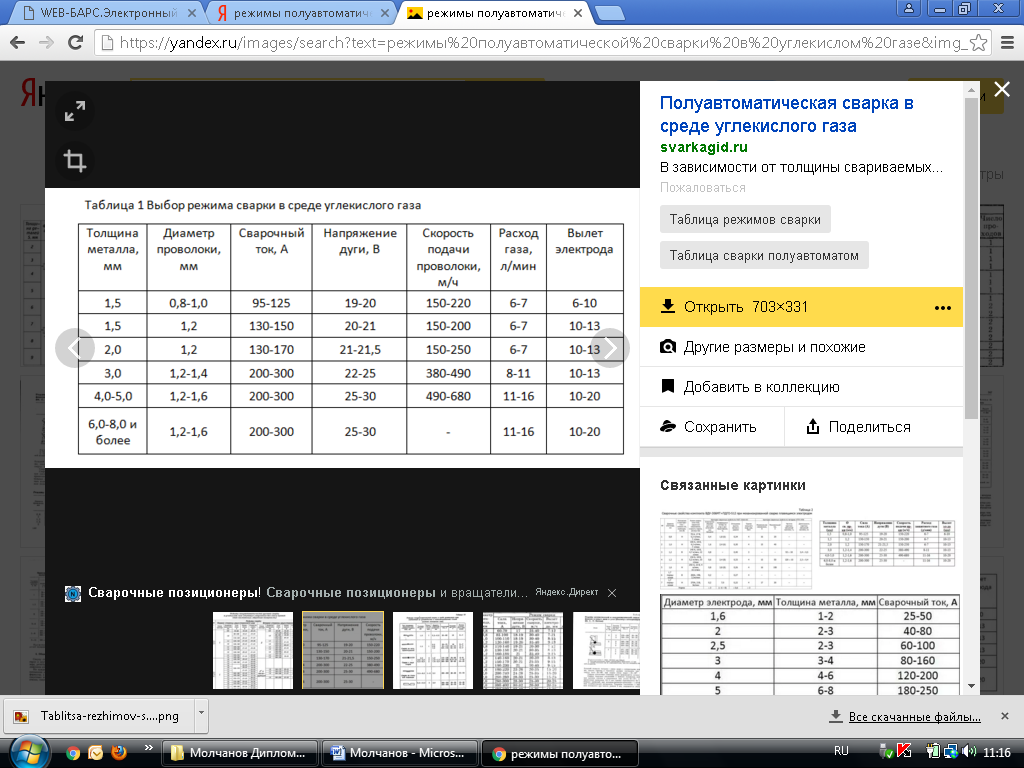
ыбор режимов сварки и сварочного токаПараметрами режима сварки в углекислом газе являются диаметр используемой проволоки, величина сварочного тока, скорость подачи электродной проволоки, напряжение дуги, скорость сварки, расход углекислого газа, вылет электрода.
В настоящее время сварка в углекислом газе выполняется постоянным током обратной полярности (плюс на электроде). Переменный и постоянный ток прямой полярности пока еще не применяется из-за недостаточной устойчивости процесса и неудовлетворительного формирования и качества сварного шва.
Режим сварки в углекислом газе выбирают в зависимости от толщины и марки свариваемой стали, типа соединения и формы разделки кромок, положения шва в пространстве, а также с учетом обеспечения стабильного горения дуги, которое ухудшается с понижением сварочного тока.
Следует также помнить, что с увеличением напряжения дуги при неизменном токе возрастает ширина шва и несколько уменьшается величина его усиления, повышается разбрызгивание жидкого металла. Чрезмерное увеличение напряжения дуги может привести к образованию пор в шве.
При увеличении сварочного тока и уменьшении напряжения дуги резко увеличивается глубина провара, уменьшается ширина и увеличивается высота усиления шва. Если сварочный ток и напряжение дуги чрезмерно увеличены, то шов получается очень выпуклым.
При сварке на одном и том же токе более тонкой проволокой повышается устойчивость горения дуги, уменьшается разбрызгивание жидкого металла, увеличивается глубина проплавления основного металла, повышается производительность сварки.
Чтобы получить качественные плотные швы, необходимо не только использовать проволоку соответствующей марки с чистой поверхностью, но и обеспечить хорошую защиту сварочной ванны от соприкосновения с воздухом.
 Д
Д ля этого расход углекислого газа должен составлять 6—12 л/мин при сварке проволокой диаметром 0,5—1,2 мм и 14—25 л/мин при сварке проволокой диаметром 1,6—3,0 мм. С повышением сварочного тока, напряжения дуги и вылета электрода расход углекислого газа соответственно увеличивается.
ля этого расход углекислого газа должен составлять 6—12 л/мин при сварке проволокой диаметром 0,5—1,2 мм и 14—25 л/мин при сварке проволокой диаметром 1,6—3,0 мм. С повышением сварочного тока, напряжения дуги и вылета электрода расход углекислого газа соответственно увеличивается.На своём сварочном аппарате я производил полуавтоматическую сварку проволокой диаметром 1мм, сварочный ток я выбрал 100А, напряжение дуги=20В, скорость подачи проволоки 150м/ч и расход углекислого газа 12л/мин.
 Сварочный полуавтомат InverMig 203
Сварочный полуавтомат InverMig 203Технические характеристики. На фоне других моделей из класса полуавтоматов данный аппарат выглядит достойно по большей части за счет усовершенствованной эргономики. Однако и основные технико-эксплуатационные параметры дают возможность выполнения качественных сварочных действий. Итак, характеристики модели можно представить так:
При весе 25кг имеет диапазон регулирования сварочного тока 50-200А, регулировку сварочного напряжения 15-26В, продувку газа после сварки (1сек.), что обеспечивает защиту незастывшей сварочной ванны. Регулировка скорости подачи проволоки 2,7-15 м/мин. Продолжительность работы ПН=60%. Этот полуавтомат имеет регулировку растяжки дуги, которая позволяет устанавливаться время горения дуги в конце сварки, предупреждая возможность прилипания проволоки.Это идеальный аппарат для небольшого автосервиса или гаража, для проведения авторемонтных работ. Силовые модули преобразуют сетевую частоту 50Гц в частоту 100 кГц , что обеспечивает очень ровную характеристику сварочного тока, стабилизирует колебания выходных параметров несмотря на входное напряжение, увеличивает КПД на 30% по сравнению с обычными полуавтоматами.

 Техника Сварки
Техника СваркиТехнология сварки в среде защитного газа.
Для сварки полуавтоматом можно использовать несколько видов газов: углекислый газ, аргон, гелий. Чаще всего применяется