Файл: Реферат Методы прессования нанопорошков По дисциплине Объемные наноструктурированные конструкционные материалы.docx
Добавлен: 30.11.2023
Просмотров: 88
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Метод эжекционного литья основан на добавление в порошок специальной связки (например, термопластичные полимеры типа полипропилена, полиэтилена или полистерола), которая обеспечивает малую вязкость порошковой смеси [4-7]. Порошковую смесь подвергают затем литью под давлением (аналогично литью под давлением металлов и пластмасс). После получения отливки проводят выжигание термопластических веществ, а затем уже спекание. Недостатки метода связаны со сложностью процесса удаления связующих при выгорании (изменение формы детали, процессы взаимодействия продуктов разложения термопластических веществ с материалом порошка, обеспечение свободного удаления смеси при выжигании. Поэтому этот метод ограниченно используется для получения небольших специальных деталей сложной формы с толщиной стенок менее 10 мм [4, 7]. Вариантом метода является использование водной суспензии порошка [9]. Суспензию отливают в форму, а затем замораживают. Просушка заготовки осуществляется в замороженном виде, а затем проводят процесс спекания
3.3. Экструзия
Выдавливание, мундштучное прессование из замкнутой полости через отверстие в матрице, которое сочетает горячее компактирование и обработку давлением, что позволяет получить компактный металл в деформированном состоянии. Отношение площадей контейнера и отверстия в матрице определяет коэффициент вытяжки и, соответственно, скорость истечения (деформации) по отношению к скорости движения пресс-штемпеля (скорость прессования).
Схема деформации металла при горячей экструзии определяет большую роль сил трения и сдвиговой деформации, которая приводит к межчастичному скольжению, разрушению исходных и формированию новых контактов между частицами; при этом действие значительной по величине гидростатической компоненты тензора напряжений обеспечивает высокую степень уплотнения металла.
Экструзия может осуществляться как для компактирования свободно засыпанных в капсулу порошков, так и с целью обработки давлением компактных заготовок.
При непосредственной экструзии порошка, помещаемого в капсулу без предварительного прессования, капсулу снабжают откачной трубкой, при помощи которой осуществляется дегазация порошка при комнатной и повышенной температурах (300—500 °С), после чего капсулу герметизируют и подвергают нагреву под экструзию. Это надежно предотвращает загрязнение сплава
, обусловленное его взаимодействием с атмосферой в процессе экструзии. С помощью экструзии получены профили из жаропрочных сплавов на основе никеля и кобальта, таких, как Inconel 718, Waspaloy, Rene 41, с максимальным размером в сечении от 0,76 до 6,35 мм при допуске ± 0,254 мм для малых сечений.
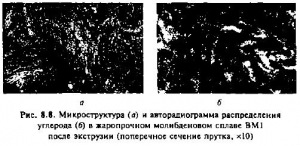
Температура экструзии жаропрочных никелевых сплавов 1000— 1200 °С, вытяжка от 4 до 15. Успешное проведение экструзии с формированием высокодисперсной структуры в условиях турбулентного течения и перемешивания металла осуществляется на основе оптимального выбора параметров: температуры, коэффициента вытяжки, напряжения течения, скорости прессования. Турбулентный характер микроструктуры, формирующейся при горячей экструзии, представлен на примере жаропрочного молибденового сплава BMI (Мо — 0,12 % мас. Zr — 0,11 % мас. Ti — 0,02 % мас. С) (рис. 8.8).
Неполное уплотнение может наблюдаться при слишком низкой температуре и недостаточном значении коэффициента вытяжки. Преимущество метода экструзии как метода компактирования — возможность использования имеющегося оборудования (прессов, печей нагрева) и высокая производительность. Максимальная масса экструдируемых заготовок жаропрочных сплавов достигает - 600 кг.
Микроструктура заготовок после экструзии, как правило, мелкозернистая. Поэтому для повышения сопротивления высокотемпературной ползучести их необходимо подвергать термической обработке, обеспечивающей рост зерна. Экструдированные заготовки обрабатывают ковкой, горячей прокаткой и т. п. Таким образом, экструзия является, как правило, промежуточной операцией получения компактированных изделий и сопровождается последующим переделом, связанным с дополнительными затратами. Горячая штамповка — ковка свободно насыпанных порошков быстрозакаленных жаропрочных сплавов — применяется для цилиндрических заготовок в случае невысоких требований к точности воспроизведения формы. Деформация порошка осуществляется в стальной капсуле в виде цилиндра с подвижной крышкой, что устраняет коробление капсулы и обеспечивает равномерное распределение давления.
4. Применение
Все производимые в настоящее время наноматериалы подразделяют на четыре группы: оксиды металлов и кремния, сложные оксиды (состоящие из двух и более металлов), порошки чистых металлов и смеси. Оксиды металлов составляют не менее 80 % всех производимых нанопорошков. Нанопорошки чистых металлов составляют значительную и все больше возрастающую долю общего объема производства. Сложные оксиды и смеси выпускают в ограниченном количестве. Но ожидается, что потребность в них в долгосрочной перспективе возрасте
Заключение
В настоящее время трудно назвать отрасль промышленности, где бы не находили применения материалы, полученные методами порошковой металлургии. Например, в обрабатывающей промышленности это твердосплавные инструменты, в горнодобывающей промышленности – армирующие твердые сплавы и алмазно-металлические композиции, применяемые для оснащения бурового инструмента. В сварочной технике это порошки, применяемые для наплавки, специальной резки и изготовления обмазок. В практике машиностроения метод порошковой металлургии используют для изготовления деталей машин и механизмов с высокими износостойкими, антифрикционными и фрикционными свойствами. В современной электротехнике это контактные устройства, обеспечивающие высокую электро- и теплопроводность, хорошую тугоплавкость, высокую степень электроэрозионной устойчивости и прочности в условиях ударных нагрузок.
Основными достоинствами порошковой металлургии, обусловившими её развитие, являются:
- возможность получения материалов, которые трудно или невозможно получить другими способами. Например, некоторые тугоплавкие металлы (вольфрам, тантал), сплавы и композиции на основе тугоплавких соединений (твёрдые сплавы на основе карбидов вольфрама, титана и др.), композиции металлов, не смешивающихся в расплавленном виде, в особенности при значительной разнице в температурах плавления (вольфрам – медь), композиции из металлов и неметаллов (медь – графит, алюминий – оксид алюминия и др.), пористые материалы (подшипники, фильтры, теплообменники и др.);
- возможность получения некоторых материалов и изделий с более высо-кими технико-экономическими показателями за счет экономии металла и зна-чительного снижения себестоимости продукции. Например, при изготовлении деталей литьём и обработкой резанием до 60 – 80% металла теряется в литниках или идёт в стружку;
- возможность получить материалы с меньшим содержанием примесей и с более точным соответствием заданному составу, чем у литых сплавов, за счет использования чистых исходных порошков.
Список литературы
1. Гусев А. Наноматериалы и нанотехнологии. // Газета "Наука Урала", 2002. №24(822).
2. Новые материалы. Коллектив авторов. Под научной редакцией Ю.С. Карабасова./ В.Н. Анциферов, Ф.Ф. Бездудный, Л.Н. Белянчиков /М: МИСИС. - 2002 - 736 с.
3. Александр Данилов/Производство и применение нанопорошков/Российский электронный наножурнал – 2011 - №5
4. Бардаханов С.П. Свойства керамики, полученной из нанодисперсных порошков / С.П. БардахановЮ, А.В. Ким, В.И. Лысенко, А.В. Номоев, Д.Ю. Труфанов, М.Д. Буянтуев, Д.Ж. Базарова // Неорганически материалы. - 2009. - Т.45. -, № 31. - С.179-384.
5. Влияние условий компактирования нанодисперсных порошков оксида алюминия, железа и никеля на механические свойства композитов. / Петрова Е.В., Дресвянников А.Ф., Доронин В.Н., Колпаков М.Е./ Вестник Казанского технологического университета. 2011. № 6. С. 68-71.
6. Суздалев, И.П. Многофункциональные наноматериалы / И.П. Суздалев / Успехи химии. - 2009. - Т. 78, №3. - С. 266-301.
7. Колпаков, М.Е. Синтез и результаты исследования наноразмерных частиц железа / М.Е. Колпаков, А.Ф. Дресвянников, Е.В. Пронина, Т.З. Лыгина, В.А. Гревцев, В.В. Власов / Вестник Казанского технол. ун-та. - 2008. - № 6. - С. 31 39.
8. Нанотехнологии и специальные материалы [Текст]: учеб. пособие для вузов / Ю. П. Солнцев [и др.]; под ред. Ю. П. Солнцева. - СПб.: Химиздат, 2009. - 334 с.
9. Наноматериалы и нанотехнологии: учебник для вузов / Е. И. Пряхин, С. А. Вологжанина, А. П. Петкова, О. Ю. Ганзуленко; под редакцией Е. И. Пряхина. — Санкт-Петербург: Лань, 2020. – 372 с. - ISBN № 978-5-8114-5373-3. — Текст: электронный // Лань: электронно-библиотечная система. — URL: https://е.lanbook.соm/bоок/149303