Файл: Учебное пособие 2008 Ившин Федеральное агентство по образованию.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 220
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
7. Обновленский, П.А. Основы автоматики химических производств /
П.А. Обновленский, А.Я. Гуревич*- М. : Химия, 1975. - 370 с.
8. APACS. Advanset Control Module. “Moore” product information, 1996.
9. APACS. I/O Module. “Moore” product information, 1996.
10. APACS. Standart Analog Module. “Moore” product information, 1996.
11..Номенклатурный каталог технических средств автоматизации. ЗАО “Промышленная группа Метран”, г. Челябинск, №№ 1-5, выпуск 5/ 2006 г.
12. Номенклатурный перечень ФГУП СПО « АНАЛИТПРИБОР», г. Смоленск 2007 – 230с.
13.Основы проектирования систем автоматизации технологических процессов и аппаратов: Учебное пособие/ А.В.Фафурин, И.А.Дюдина, В.М. Анкудинов; Казан.гос.технол.ун.-т.Казань, 2005, 80 с.
14. Проекты систем автоматизации технологических процессов зарубежных фирм: Метод. указания / Казан. гос.технол.ун-т; сост.: А.В.Фафурин, И.А.Дюдина, Е.А.Фафурина. Казань, 2005, 48с
15. Основы проектирования систем автоматизации технологических процессов и аппаратов: Учебное пособие/ А.В.Фафурин, И.А.Дюдина, В.П. Ившин. Казань:Изд-во Казан.гос.технол.ун.-та, 2007, 174 с.
16. ГОСТ 6616-94. Преобразователи термоэлектрические. Общие технологические условия.- М.: Изд-во стандартов, 1994.
17. ГОСТ 6651-94. Термопреобразователи сопротивления.. Общие технологические требования и методы испытаний.- М.: Изд-во стандартов, 1998.
Рекомендации по конкретным темам:
Измерение давления: [1] с. 113-142; [2] с. 95-129; [3] с. 24-30; [8-13,15].
Термоэлектрические преобразователи. Вторичные приборы: [1] с. 47-68; [2] с. 156-178; [3] с. 14-24; [8-13,15,16].
Термопреобразователи сопротивления. Вторичные приборы: [1] с. 68-84; [2] с. 178-190; [3] с. 14-24; [8-13,15,17].
Измерение расхода. Счетчики: [1] с. 146-180; [2] с. 205-241; [3] с. 33-44; [8-13,15].
Измерение уровня.: [1] с. 193-206; [2] с. 142-258; [3] с. 30-33; [8-13,15].
Свойства объектов регулирования: [4] с. 48-81; [6] с. 188-208.
Законы регулирования: [4] с. 111-127; [6] с. 235-248.
Системы двухпозиционного регулирования: [4] с. 197-205; [5] с. 96-97; [6] с. 236-237; [8-13,15].
Регулирующие органы: [4] с. 127-135.
Содержание раздела по СУХТП в (курсовом) дипломном проекте.
Раздел по СУХТП в выполняемом (курсовом ) дипломном проекте состоит из двух частей:
Графическая часть (листы формата А1);
Текстовая часть (записка к проекту).
-
Графическая часть представляется листами формата А1. В верхней части листа (листов) изображается достаточно «жирными» линиями 1,5 мм технологическая часть. В нижней части располагается выполненная линиями 0,5 мм автоматизированная система управления (АСУ) технологическим процессом (см. “Атлас типовых функциональных схем контроля и регулирования технологических параметров”).
-
Текстовая часть (записка) должна содержать:
стр.
Заголовок . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ………… 19
Введение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . .. ……….. 19
Технологический регламент (оформление таблиц 1,2). . . . . . . . . ……………....22
Спецификация технических средств автоматизации . .. . . . . . . . . ………………47
Описание функционирования схем контроля и
регулирования технологических параметров Вашего процесса… …………….. 70
Эти пункты должны обязательно присутствовать в записке
к Вашему проекту.
Автоматизированная система управления (АСУ) производством (процессом)…
Введение.
Внедрение АСУ является наиболее прогрессивным направлением в области автоматизации. При большом расстоянии между технологическими аппаратами и щитами управления целесообразно применять электрические средства автоматизации. Химические производства относятся к числу взрывопожароопасных и автоматизация осуществляется на основе использования взрывозащищенных средств автоматизации с использованием контроллеров и персональных компьютеров (ПК).
Контроллер – многофункциональное программируемое средство организации измерительных каналов.
ПК обрабатывает по заложенной в нём программе информацию, поступившую от датчиков. Высвечивает на табло значения измеренных параметров. ПК применяется во-первых, для облегчения работы оператора, т.к. за короткий промежуток времени обрабатывает большое количество информации; во-вторых может выполнять роль «советчика», при котором ЭВМ рекомендует оператору оптимальные знания режимных параметров процесса.
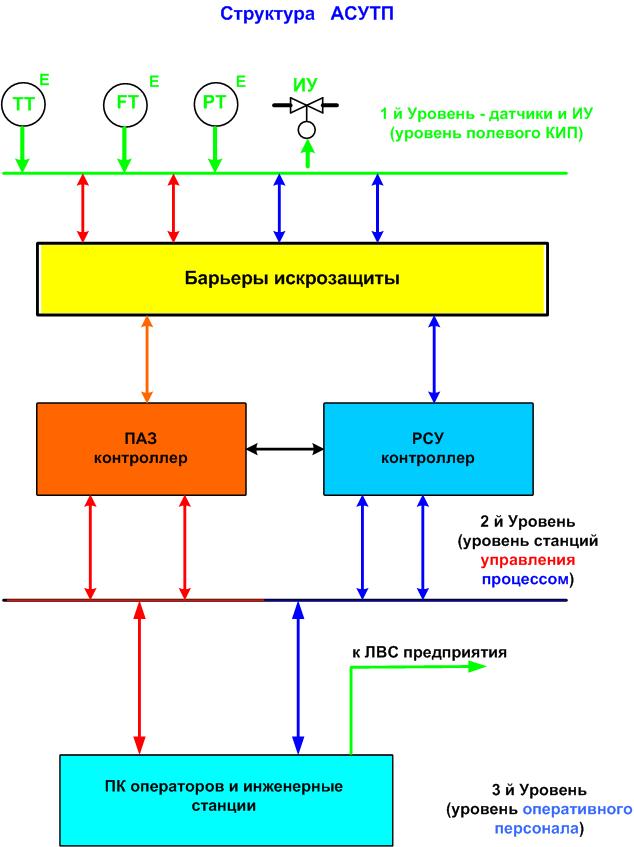
Иерархическая структура АСУТП включает в себя;
- 1 й уровень полевого КИП;
-
2 й уровень - станции управления процессом; -
З й уровень оперативного персонала, базирующийся на инженерных и станциях операторов технологического процесса.
1 й уровень АСУТП реализован на базе датчиков и исполнительных механизмов. На уровне 1 частично применяются датчики интеллектуальной серии, и на них выполняются функции опроса и шкалирования измеряемых сигналов с передачей информации по протоколу
HART. Технические средства 2,3 уровней размещаются в помещении операторной. Станции управления процессом реализованы на базе контроллера РСУ (распределенная система управления – собирает информацию, вырабатывает регулирующие воздействия) и контроллера ПАЗ (система противоаварийной защиты – контролирует нарушения в ходе технологического процесса, осуществляет защиту и блокировку аппаратов, вырабатывает защитные воздействия).
Функции РСУ и ПАЗ выполняют программируемые контроллеры.
Контроллеры выполняют следующие функции:
-
воспринимают аналоговые, дискретные электрические унифицированные сигналы; -
измеряют и нормируют принятые сигналы; -
выполняют программную обработку сигналов с первичных преобразователей и формируют аналоговые и дискретные управляющие сигналы; -
отображают информацию на экране; -
управляются при помощи стандартной клавиатуры.
З й уровень АСУТП представлен автоматизированными рабочими местами оператора-технолога и оператора-инженера. Обеспечивается ведение базы данных, визуализация состояния технологического оборудования, обработка данных, формирование и печать отчетных документов, ручное дистанционное управление технологическим оборудованием. Станции оснащены современными ПК. Информация с контрольно-измерительных приборов и датчиков в виде аналоговых и дискретных сигналов поступает с 1 уровня на технические средства 2 уровня, на которых реализуются в автоматическом режиме функции сбора, первичной обработки информации, регулирования, блокировок. Информация, необходимая для контроля и управления технологическими процессами, поступает от контроллеров на 3й уровень - операторские станции и станции главных специалистов завода. Cхема «Структура АСУТП», представленная ниже в упрощённом виде, наглядно демонстрирует связи между уровнями.
Диалог оператора с системой управления осуществляется с использованием цветного дисплея, клавиатуры и манипулятора «мышь». На операторской станции сконфигурирован пользовательский интерфейс для взаимодействия оператора с системой. Для вызова необходимой информации оператору достаточно при помощи «мыши» выбрать на экране надпись или изображение какого-либо объекта и одной или двумя манипуляциями вывести на экран необходимую информацию. Клавиатура также может быть использована для получения необходимой информации. Кроме этого при помощи клавиатуры производится ввод текстовой и цифровой информации. Сообщения о нарушениях предупредительных и предаварийных границ для аналоговых параметров, действиях операторов по управлению технологическими процессами регистрируются и выводятся на печать по запросу оператора. Выход аналогового параметра за допустимые границы, сигнализация, нарушение связи с объектами по какому-либо из каналов связи отображается на операторской станции звуковой сигнализацией и цветовым отображением изменений на мнемосхемах. Информация, выводимая
оператору на экран монитора по его запросу, может иметь различные виды:
- обобщенная мнемосхема, представляющая весь объект автоматизации. С этой мнемосхемы можно перейти на подробную мнемосхему любого узла, выбрав его на экране курсором;
-
мнемосхемы отдельных узлов, отображающие часть технологической цепочки с индикацией величин аналоговых сигналов; -
оперативные тренды, показывающие состояние параметра;
исторические тренды, позволяющие отслеживать состояние аналогового параметра за длительные периоды (смена, сутки, месяц);
-
панели контроля и управления аналоговыми регуляторами;
аварийные и технологические сообщения.
При выборе контроллера решающими факторами являются:
-
надежность модулей ввода/вывода; -
скорость обработки и передачи информации; -
широкий ассортимент модулей; -
простота программирования; -
распространенность интерфейса связи с ЭВМ.
Этим условиям удовлетворяет контроллеры фирмы Moore Products Company, также контроллеры Allen Bradley SLC 5/04 корпорации Rockwell (семейство SLC 500 малых программируемых контроллеров), контроллеры YS 170 YOKOGAWA и контроллеры серии TREI-Multi.
В данном проекте использованы контроллеры фирмы Moore Products Company: контроллер APACS+ (подсистема РСУ), контроллере QUADLOG (подсистема ПАЗ).
Контроллер APACS + управляет работой отдельных агрегатов (30-50 контуров регулирования); технологических участков (150 контуров регулирования), цехов с непрерывными и периодическими процессами. Контроллер QUADLOG имеет также несколько модулей. Стандартный аналоговый модуль (SAM) входит в семейство модулей ввода/вывода. Он предназначен для подключения аналоговых и дискретных сигналов. Модуль SAM обеспечивает высокую пропускную способность для стандартных сигналов ввода/вывода (аналоговые входные сигналы (4-20) мА, аналоговые выходные сигналы (4-20) или (0-20) мА, а также дискретные входы и выходы). К модулю SAM можно подключить до 32 каналов. Каждый канал может быть сконфигурирован для работы с аналоговым входом (4-20) мА, аналоговым выходом (4-20) мА или (0-20) мА, дискретным входом или дискретным выходом. Стандартный дискретный модуль (