Добавлен: 15.11.2018
Просмотров: 10090
Скачиваний: 69

66
ГЛАВА VI
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА
МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ
Разработка технологических процессов производится на основе
общих
правил,
установленных
Р50-93-88.
В
качестве
исходной
информации служат рабочий чертеж детали, технические требования,
регламентирующие точность, параметры шероховатости, допуск формы и
расположения поверхностей и другие требования качества, объем годового
выпуска изделий.
Проектирование процесса начинается с анализа технологичности
конструкции, количественная оценка которой производится по ГОСТ
14202–73,
затем
выбирают
заготовку
(исходя
из
минимальной
себестоимости готовой детали для заданного объема годового выпуска
[4]). Разработку технологического процесса механической обработки
рекомендуется вести в следующей последовательности: проанализировать
объект производства (технологичность конструкции детали, технические
требования и т. д.), рассчитать такт выпуска продукции, выбрать исходную
заготовку (ее размеры, способ изготовления и т. д.), проанализировать
возможные способы формообразования отдельных поверхностей, выбрать
технологические
базы,
разработать
последовательность
обработки
поверхностей
заготовки
(технологический
маршрут),
выбрать
оборудование и разработать планы выполнения отдельных операций.
План операции включает решение вопроса: за сколько установов
может быть обработана заготовка, сколько и каких переходов будет
включать операция. Разрабатывается схема установки и крепления
заготовки (анализируется возможность и целесообразность многоместной
и многоинструментальной обработки).
При проектировании операции подбирается технологическая
оснастка, рассчитываются припуски на обработку и промежуточные
размеры заготовки, назначаются режимы резания и вычисляется норма
времени.
Маршрутную
технологию
разрабатывают,
выбирая
технологические базы и схемы базирования для всего технологического
процесса и черновой базы на первой операции.
При
выборе
технологических
баз
и
схем
базирования
руководствуются основными принципами базирования [7,8] и теории
размерных цепей [19, 20], исходя из взаимного расположения
поверхностей.
Устанавливают маршрут обработки отдельной поверхности, исходя
из требования рабочего чертежа и принятой заготовки. По заданному
квалитету точности и шероховатости поверхности с учетом размера, массы
67
и формы детали выбирают возможные методы окончательной обработки
[21 ] (табл. 6.1).
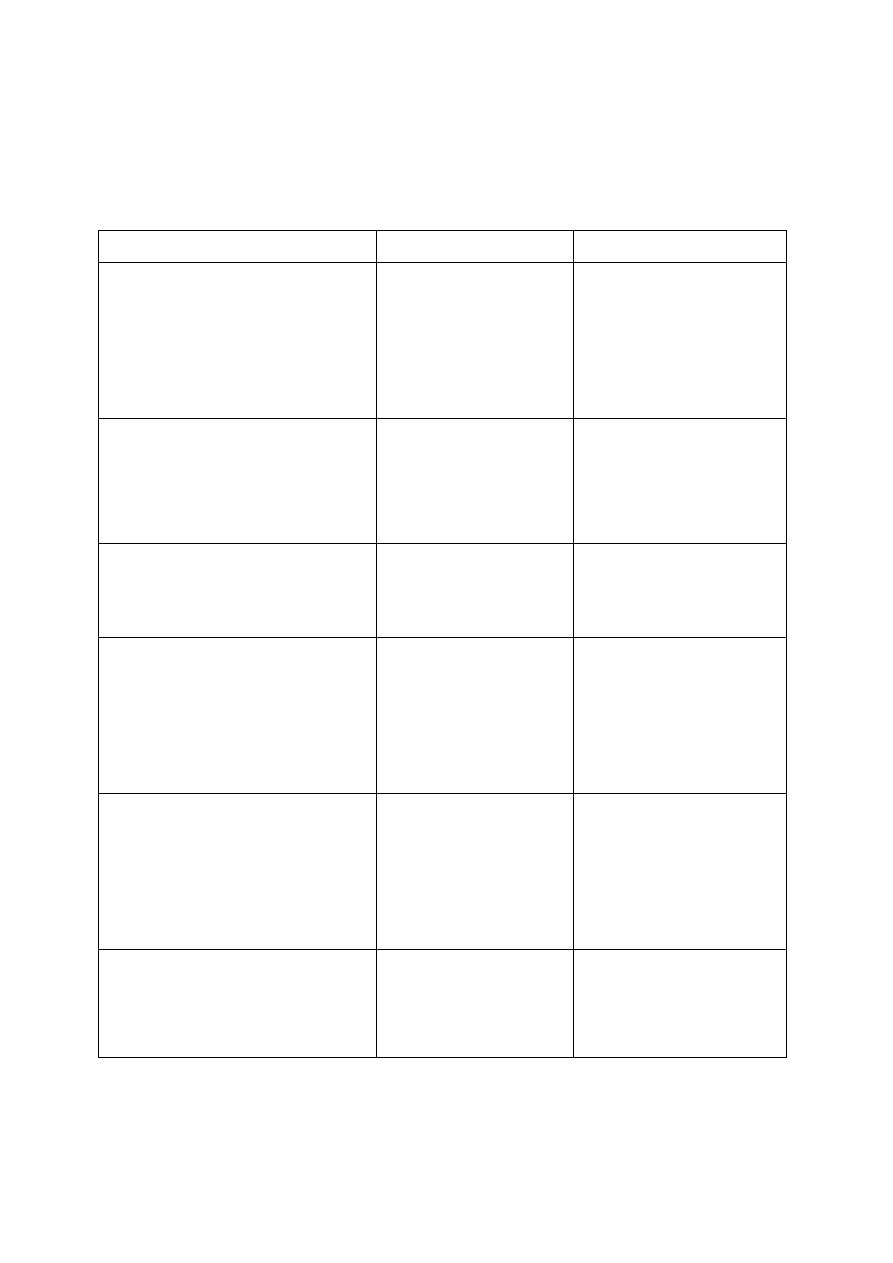
Таблица 6.1
Параметр шероховатости поверхности и квалитеты
при различных видах обработки деталей
Вид обработки
Ra, мкм
Квалитет
Отрезка:
приводной пилой
резцом
фрезой
абразивом
50 – 25*(12,5)
100 – 25*
50 – 25*
6,3*-3,2
17 – 15
17 – 14
17 – 14
15 – 12
Строгание:
черновое
чистовое
тонкое
25 – 12,5*
6,3 – 3,2*
1,6 – (0,80)
14 – 12
13 – 11; 10**
10 – 8; 7**
Долбление:
черновое
чистовое
50 – 25
12,5 – 3,2*
15;14
13;12
Фрезерование цилиндрической
фрезой:
черновое
чистовое
тонкое
50 – 25
6,3 – 3,2*
1,6 – 0,80
14 – 12; 11**
11; 10**
9-8; 7**
Фрезерование торцовой фрезой:
черновое
чистовое
тонкое
12,5 – 6,3
6,3 – 3,2*(1,6)
1,6 – (0,80)
14 – 12;11**
11;10**
9-8;7**
Фрезерование концевой фрезой:
черновое
чистовое
25 – 6,3
16,3 – 1,6
14 – 12
11
68
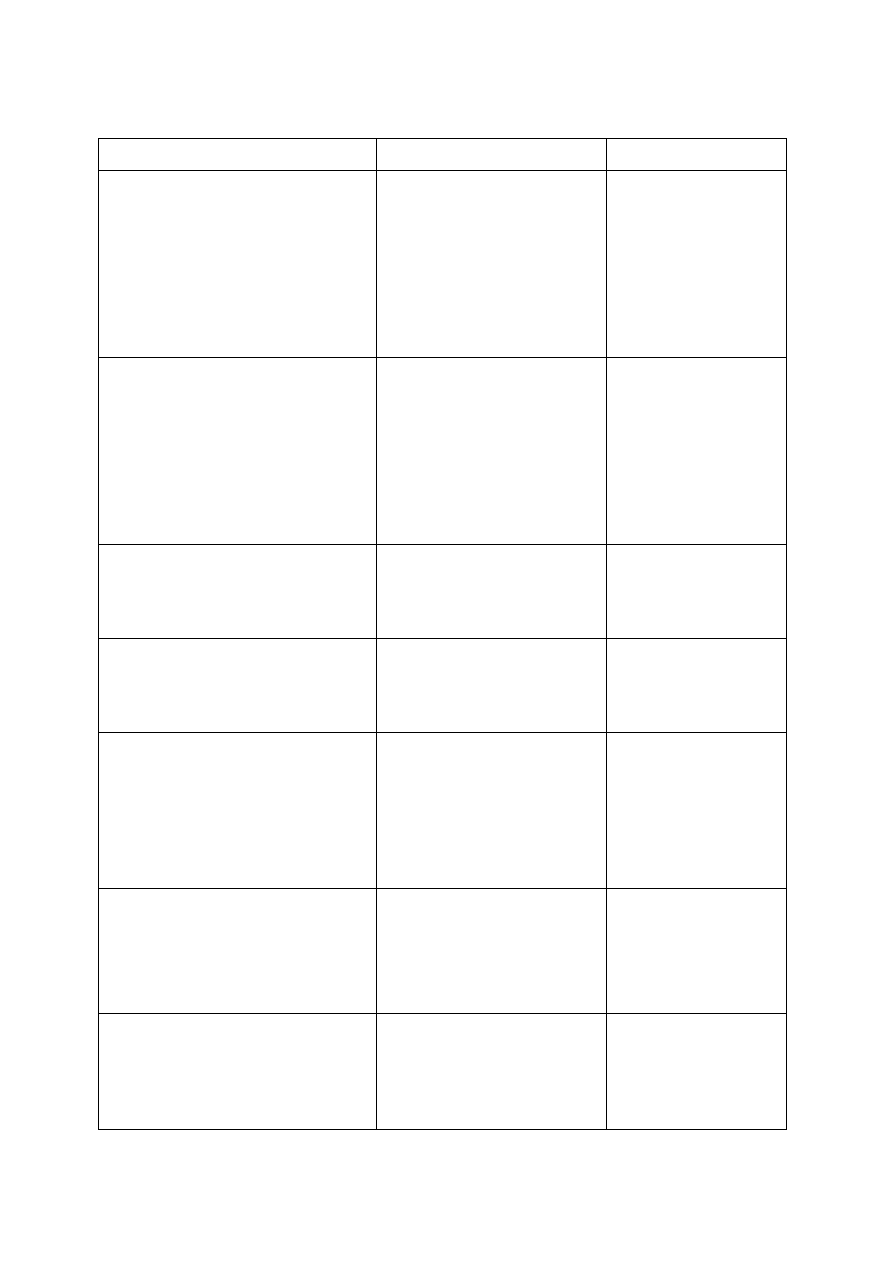
Продолжение табл. 6.1
Вид обработки
Ra, мкм
Квалитет
Обтачивание при продольной
подаче:
обдирочное
получистовое
чистовое
тонкое (алмазное)
100 – 25
12,5 – 6,3
3,2 – 1,6*(0,80)
0,80 – 0,40*(0,20)
17 – 15
14 – 12
9 – 7
6
Обтачивание при поперечной
подаче:
обдирочное
получистовое
чистовое
тонкое
100 – 25
12,5 – 6,3
3,2*
1,6 – (0,80)
16 – 17
15 – 14
13 – 11
11 – 8
Сверление св. 15 мм:
без кондуктора
по кондуктору
25* – 12,5
–
14 – 12
11
Зенкерование:
черновое
чистовое
25 – 12,5
6,3 – 3,2*
15 – 12
11 – 10
Растачивание:
черновое
получистовое
чистовое
тонкое (алмазное)
100 – 50
25 – 12,5
3,2 – 1,6*(0,80)
0,80 – 0,40*(0,20)
17 – 15
14 – 12
9 – 8
7
Развертывание:
получистовое
чистовое
тонкое
12,5 – 6,3*
3,2 – 1,6*
0,80 – (0,40)
10 – 9; 8**
7 – 8; 8**
7 – 6**
Протягивание:
получистовое
чистовое
отделочное
6,3
3,2 – 0,80*
0,40 – (0,20)
9 – 8
8 – 7
7
69
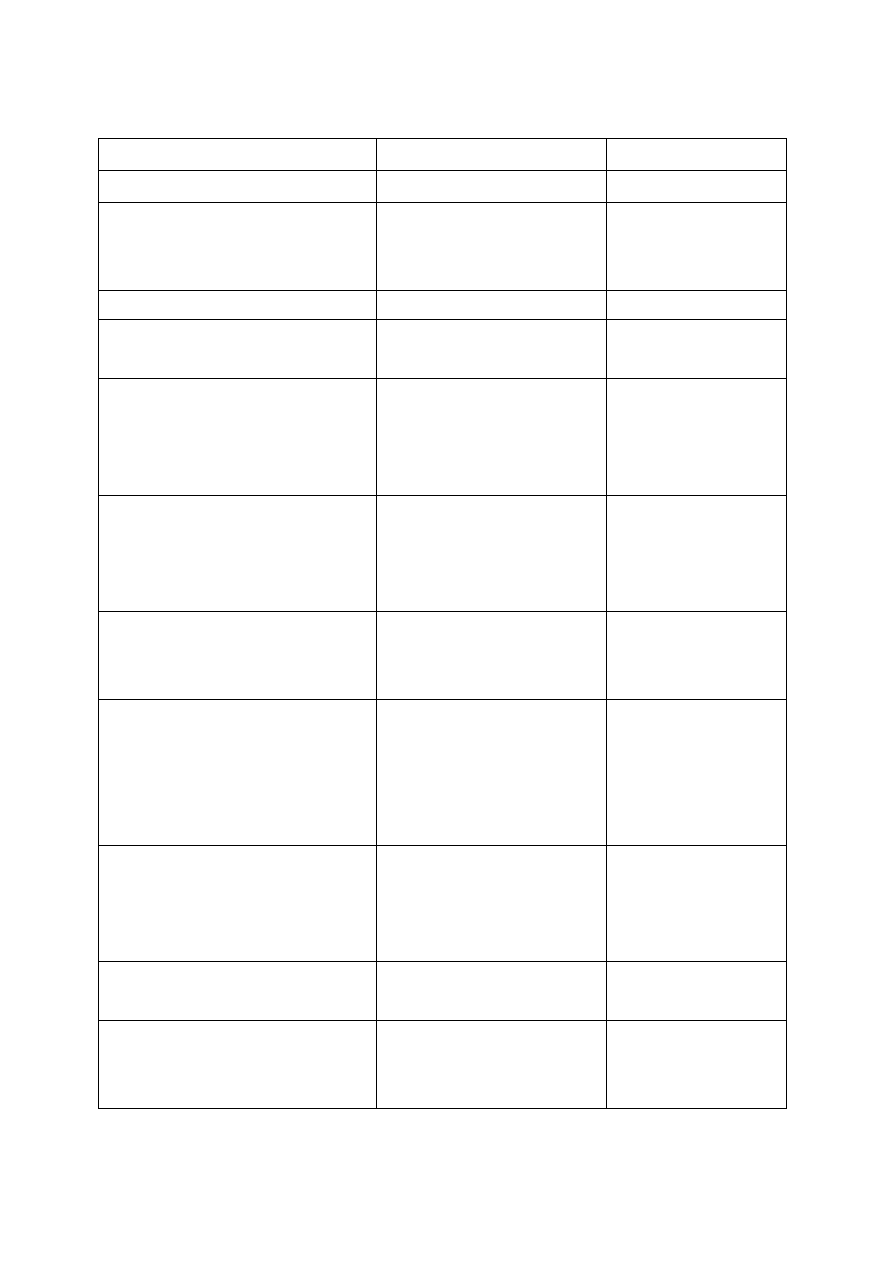
Продолжение табл. 6.1
Вид обработки
Ra, мкм
Квалитет
Зенкование под углом
6,3 – 3,2
–
Шабрение:
грубое
тонкое
6,3 – 1,6
0,80 – (0,10)
11
9 – 8
Опиловка
25 – (1,6)
11 – 8
Зачистка шлифовальной лентой
(после резца и фрезы)
1,6 –(0,20)
11 – 8
Шлифование круглое:
получистовое
чистовое
тонкое
6,3 – 3,2
1,6 – 0,80*
0,40 – 0,20* (0,10)
11 – 8
8 – 6
5
Шлифование плоское:
получистовое
чистовое
тонкое
3,2
1,6 – 0,80*
0,40 – 0,20*(0,050)
11 – 8
8 – 6
7 – 6
Прошивка:
чистовая
тонкая
1,6 – 0,40
1,6(0,050)
9 – 7
7 – 6
Калибрование отверстий
шариком или оправкой:
после сверления
после растачивания
после развертывания
1,6 – 0,40
1,0 – 0,40
1,6 – 0,050
9 – 8
7
7
Обкатывание
и
раскатывание
роликами или шариками при
исходном значении Ra = 12,5 –
3,2 мкм
1,6 – 0,40
9 – 6
Наклепывание шариками при
исходном Ra=3,2 – 0,8
0,80 – 0,20
–
Развальцовка:
чистовая
тонкая
1,6 – 0,40
0,20 – 0,10
7
6
70
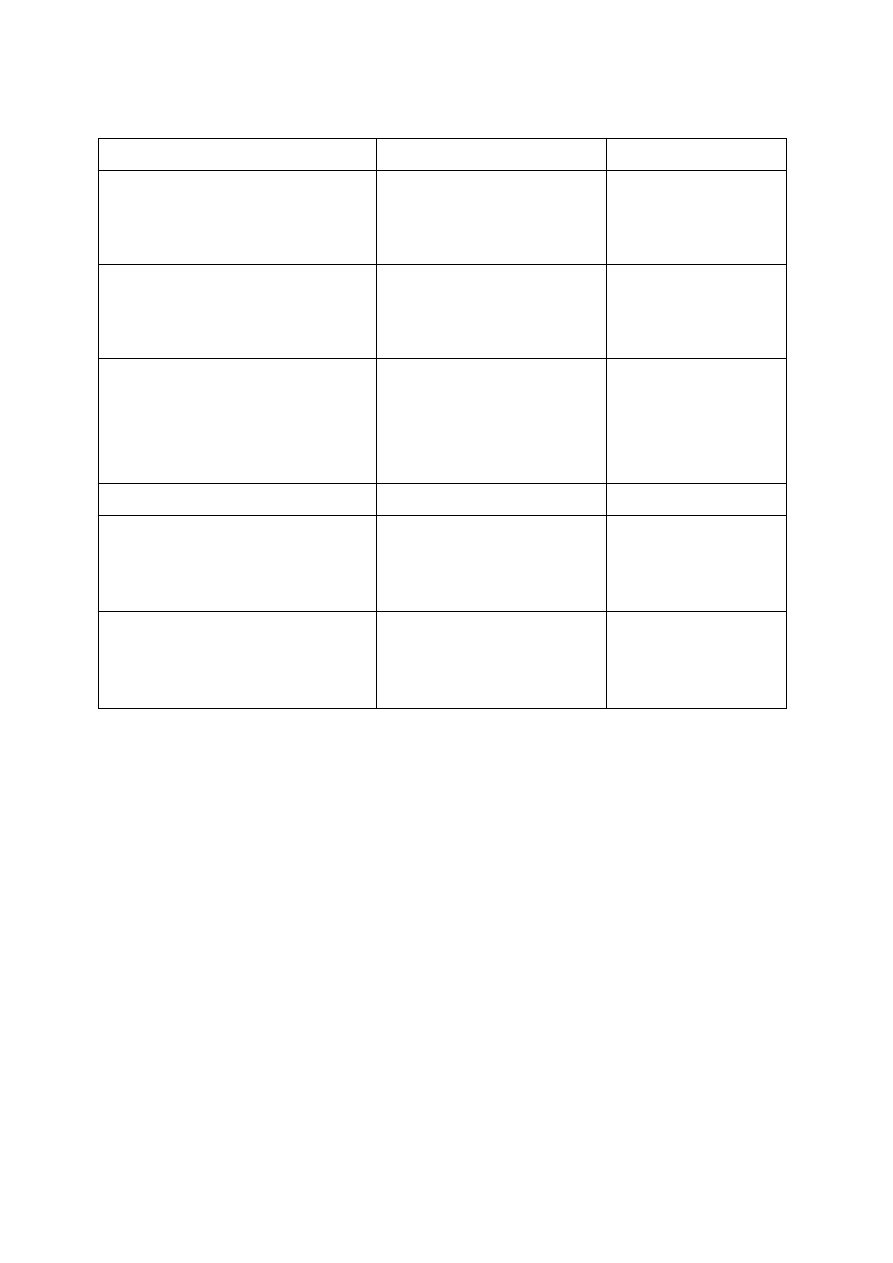
Окончание табл. 6.1
Вид обработки
Ra, мкм
Квалитет
Притирка:
чистовая
тонкая
3,2 – 0,40
1,6 – 0,10
7 – 6
5
Полирование:
обычное
тонкое
1,6 – 0,20
0,10 – (0,050)
6
5
Доводка:
грубая
средняя
тонкая
0,40*
0,20* – 0,10
0,050*
7 – 6
6 – 5
5
Отделочная (зеркальная)
0,025 – 0,012(0,008)
–
Хонингование:
плоскостей
цилиндров
0,40* – 0,10
0,20 – (0,050)
8 – 7
7 – 6
Суперфиниширование:
плоскостей
цилиндров
0,40–0,20* (0,050)
0,40–0,10*(0,050)
5 и выше
5 и выше
Примечания:
1.
Значения Ra приведены для стали; для чугуна, алюминия и
алюминиевых сплавов следует брать меньшие значения параметра; для
сплавов на медной основе при слесарной обработке (опиловка, шабрение),
шлифовании
и
доводочных
работах
(притирка,
полирование,
хонингование) – брать любые из указанных интервалов, при остальных
видах обработки – большие значения.
2.
В круглых скобках указаны предельно достижимые значения
параметра шероховатости и квалитета.
3.
Средние значения параметра шероховатости для данного вида
обработки отмечены одной звездочкой (*).
4.
Квалитеты для чугуна отмечены двумя звездочками (**).
Рекомендуемые методы приводятся в справочной литературе [21].
При этом следует учитывать, что каждый метод обработки эффективен при
определенной величине припуска и допуска на припуск (зависящий от
точности предыдущей обработки).