Добавлен: 15.11.2018
Просмотров: 10086
Скачиваний: 69
61
Погрешность
смещения
складывается
из
погрешности
расположения отверстия относительно технологической базы ±∆
р.т.б
и
перекоса оси отверстия ∆
п
.
При обработке базовой плоскости ∆
р.т.б
= ±2 мм; ∆
п
=6 мкм/мм
(табл. 5.3).
2
2
см
4000
6 200
4180
мкм.
При использовании обработанной плоскости за установочную базу,
при черновой расточке отверстия принимают
у
0, 06
К
(табл. 5.13) и
см
0, 06 4180
251
мкм.
Погрешность формы из-за коробления складывается из коробления
по диаметру и по оси заготовки
кор
к.
к.
2
2
D
l
; ∆
к
=1 мкм/мм (табл. 5.3):
2
2
кор
(1 80)
(1 200)
=215,4≈215 мкм;
2
2
1
215
251
i
=330 мкм.
ε
i
(по главе II)
2
2
б
з
п
ε
ε
(ε
ε )
i
;
б
ε
18 34
52
мкм (табл. 2.1);
з
п
ε
ε
120
мкм (табл. 2.3);
2
2
ε
52
120
130, 78 131
i
мкм.
2-й переход (чистовая расточка, 10-й квалитет точности):
1
100
zi
R
мкм (таблица 5.4);
1
0
i
h
(материал заготовки – серый чугун);
2
2
1
у
исх
y
ε
i
K
K
; К
у
=0,05 (табл. 5.13);
2
2
1
131
330
05
,
0
i
=17,75≈18 мкм.
б
ε
131
мкм (по расчету для 1-го перехода).
3-й переход (тонкая расточка, 7-й квалитет точности)
1
25
zi
R
мкм (табл. 5.4);
1
0
i
h
;
2
2
1
y
ε
i
K
;
0, 04
y
K
(табл. 5.13);
2
2
1
0, 04 18
131
5, 28
5,3
i
мкм.
ε
0
i
мкм (переход осуществляется за один установ с предыдущим).
Минимальный припуск по переходам:
1-й переход
2
2
min1
2
2 500
330
131
1710
z
мкм;
2-й переход
2
2
min 2
2
2 100
18
131
464, 46
464
z
мкм;
3-й переход
min 3
2
2 25 5, 3
60, 6
61
z
мкм.
Результаты расчета приведены в табл. 5.14.
62
Таблица 5.14
Переход
Слагаемые припуска, мкм
Расчетные
значения
Допуск,
мкм
Принятые значения, мкм
R
z i-1
h
i-1
∆∑
i-1
ε
i
2z
min
,
мкм
А
р
,
мм
ТА
А
max
A
min
z
max
z
min
0
–
–
–
–
–
77,795
2000
77
75
–
–
1
500
330
131
1710 79,505
300
79,5
79,2
4,2
1,5
2
100
–
18
131
464 79,968
120
79,96
79,84 0,64
0,46
3
25
–
5,3
–
61
80,03
30
80,03
80,0
0,16
0,07
Операционные размеры
Исходная заготовка 76±1,0; черновая расточка 79,2
+0,3
; чистовая
расточка 79,8
+0,12
; тонкая расточка 80
+0,03
.
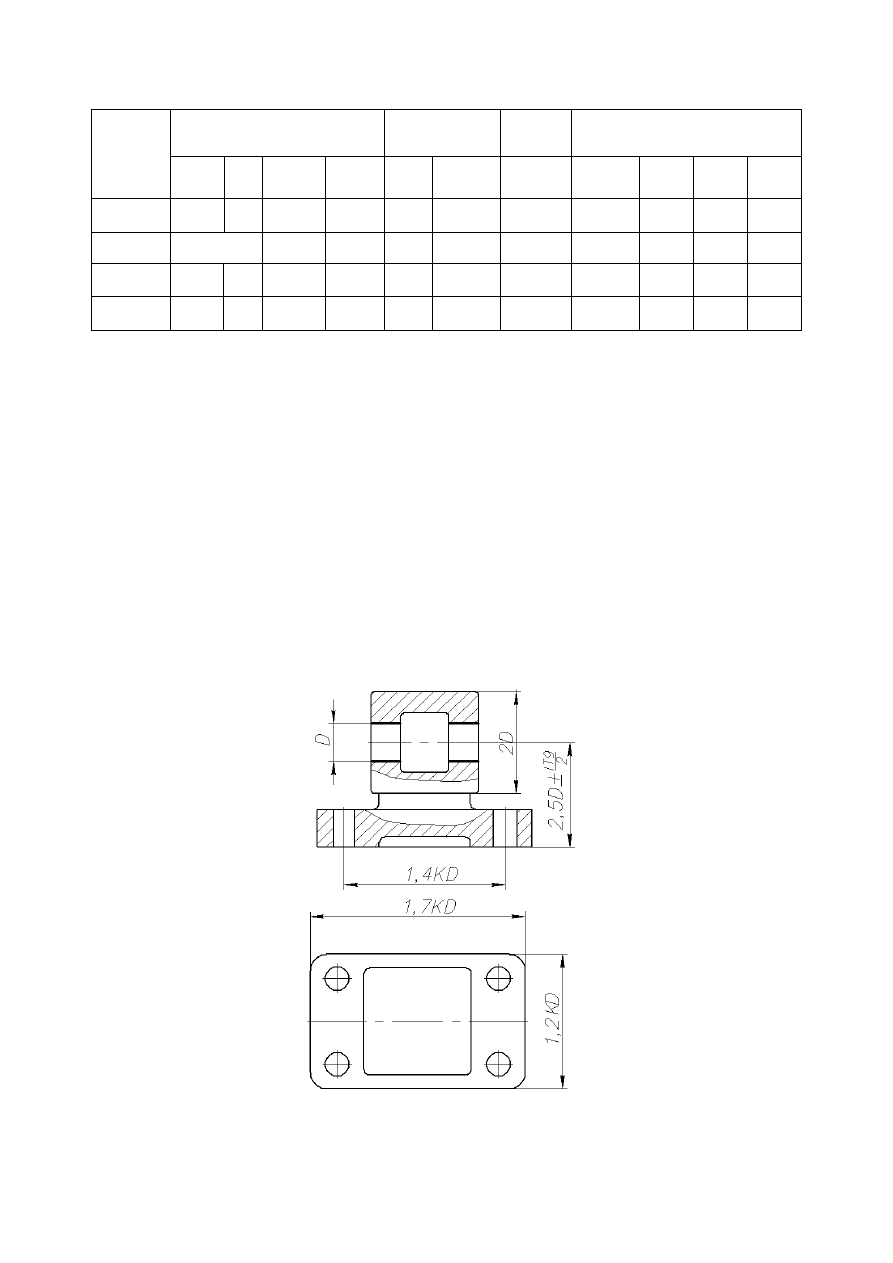
Задача 5.2
Рассчитать припуск, назначить операционные размеры и начертить
операционный эскиз расточки отверстия D мм в корпусной детали
(рис. 5.2). Исходная заготовка – отливка II класса точности.
План обработки: черновая операция (один переход); чистовая
операция (один установ, два перехода). Установочная база: плоскость и два
отверстия, перпендикулярных к плоскости. Приспособления с ручным
винтовым зажимом. Исходные данные в табл. 5.15.
Рис. 5.2
63
Таблица 5.15
Вариант
D, мм
К
Вариант
D, мм
К
Вариант
D, мм
К
1
30H7
2
8
70H7
2
15
60H7
2,5
2
40H8
2,5
9
100H8
1,5
16
120H7
2
3
60H8
1,5
10
120H8
1,8
17
90H8
2
4
85H6
3
11
50H7
4
18
80H8
2,5
5
130H7
2,5
12
85H8
2
19
40H7
4
6
150H8
2
13
130H8
1,5
20
75H8
3
7
45H6
3
14
150H8
1,5
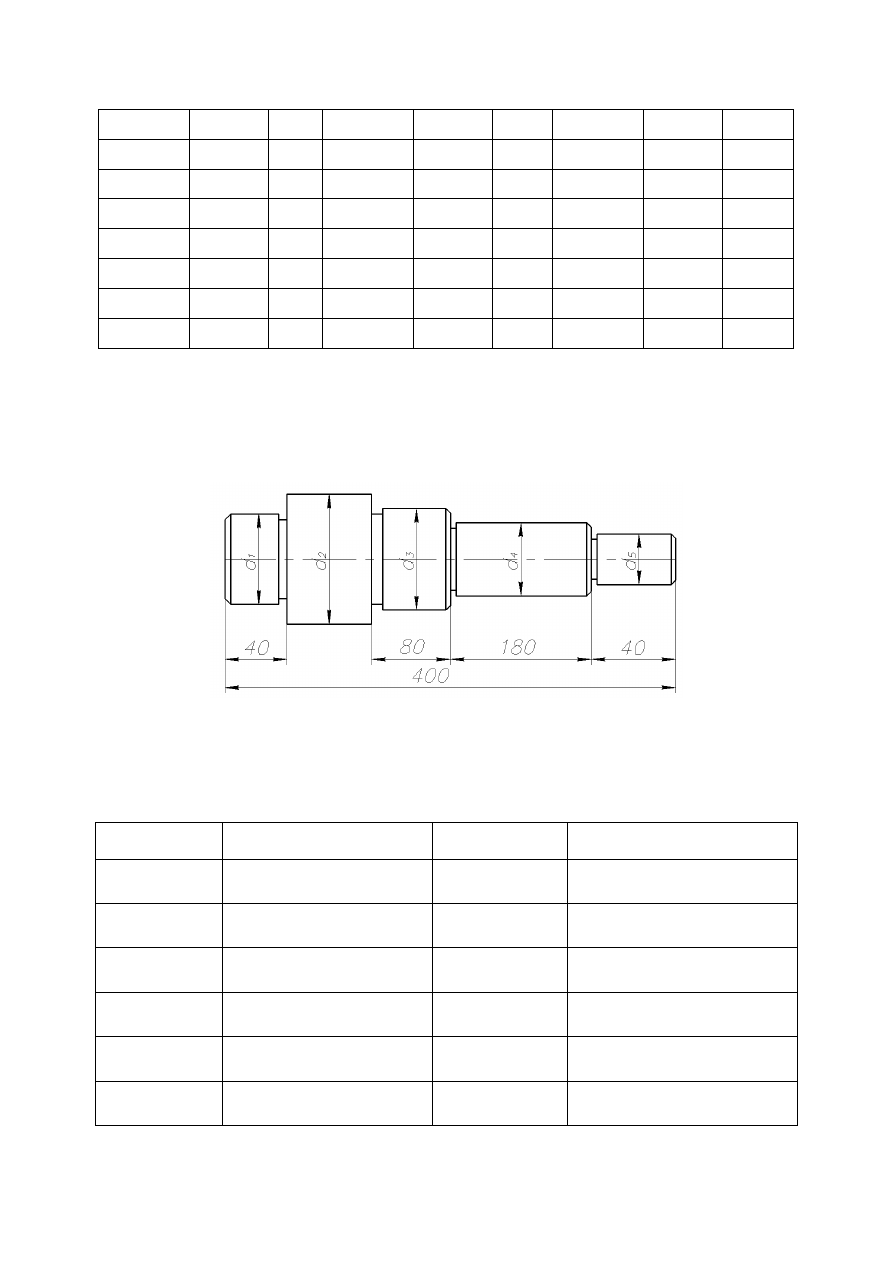
Задача 5.3
Рассчитать припуск на размер d шейки вала (рис. 5.3), установить
соответствующую
шероховатость
поверхности,
предложить
план
обработки заготовки, вычертить операционные эскизы.
Рис. 5.3
Исходная заготовка: штамповка из стали 45 (при обработке
заготовка устанавливается в центрах). Исходные данные – в табл. 5.16.
Таблица 5.16
Вариант
Диаметр, мм
Вариант
Диаметр, мм
1
d
3
=75
051
,
0
032
,
0
7
d
2
=110
072
,
0
151
,
0
2
d
1
=60
03
,
0
06
,
0
8
d
3
=70
062
,
0
043
,
0
3
d
2
=100
08
,
0
125
,
0
9
d
4
=45
025
,
0
050
,
0
4
d
4
=50
025
,
0
005
,
0
10
d
1
=30
065
,
0
117
,
0
5
d
5
=45
015
,
0
010
,
0
11
d
1
=16
023
,
0
012
,
0
6
d
1
=70
01
,
0
02
,
0
12
d
5
=20
033
,
0
64
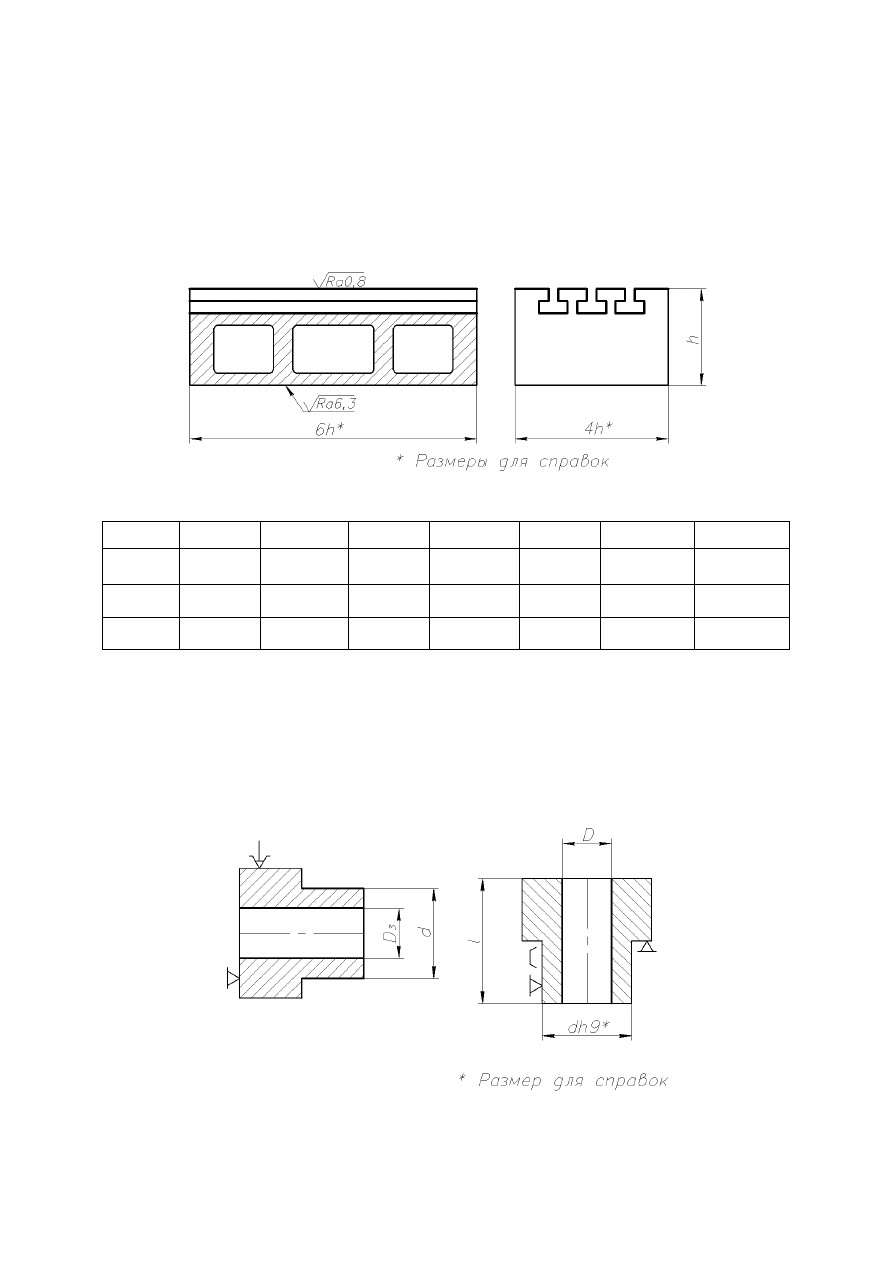
Задача 5.4
Рассчитать припуск на обработку плоскости стола. Составить план
фрезерной операции (обработки плоскости и пазов стола). Обработку
плоскости вести за четыре перехода: черновое, получистовое, чистовое и
тонкое фрезерование. Исходная заготовка – отливка II класса точности из
серого чугуна СЧ21 (базовая плоскость предварительно обработана)
(рис. 5.4, табл. 5.17).
Рис. 5.4
Таблица 5.17
Вар
–
т
h, мм
Вар
–
т
h, мм
Вар
–
т
h, мм
Вар
–
т
h, мм
1
80
05
,
0
02
,
0
4
30
065
,
0
098
,
0
7
50
062
,
0
10
80
030
,
0
2
90
045
,
0
023
,
0
5
35
080
,
0
119
,
0
8
60
030
,
0
11
100
054
,
0
3
75
06
,
0
106
,
0
6
40
039
,
0
9
70
046
,
0
12
125
063
,
0
Задача 5.5
Назначить припуск на расточку отверстия диаметром D.
Предварительно на токарном станке за один установ сверлится отверстие
D
з
и обтачивается шейка втулки d, принимаемая за базу при расточке
отверстия на станке 2431. Исходная заготовка – прокат из стали 45
(d=D+20 мм) (рис. 5.5, табл. 5.18).
Рис. 5.5
65
Таблица 5.18
Вариант
D, мм
l, мм
Вариант
D, мм
l, мм
1
20
061
,
0
040
,
0
20
7
35
075
,
0
050
,
0
60
2
32
050
,
0
025
,
0
30
8
45
105
,
0
050
,
0
45
3
40
034
,
0
009
,
0
40
9
70
060
,
0
030
,
0
30
4
50
025
,
0
30
10
60
090
,
0
060
,
0
50
5
55
030
,
0
60
11
80
100
,
0
050
,
0
40
6
25
041
,
0
020
,
0
40
12
40
060
,
0
20
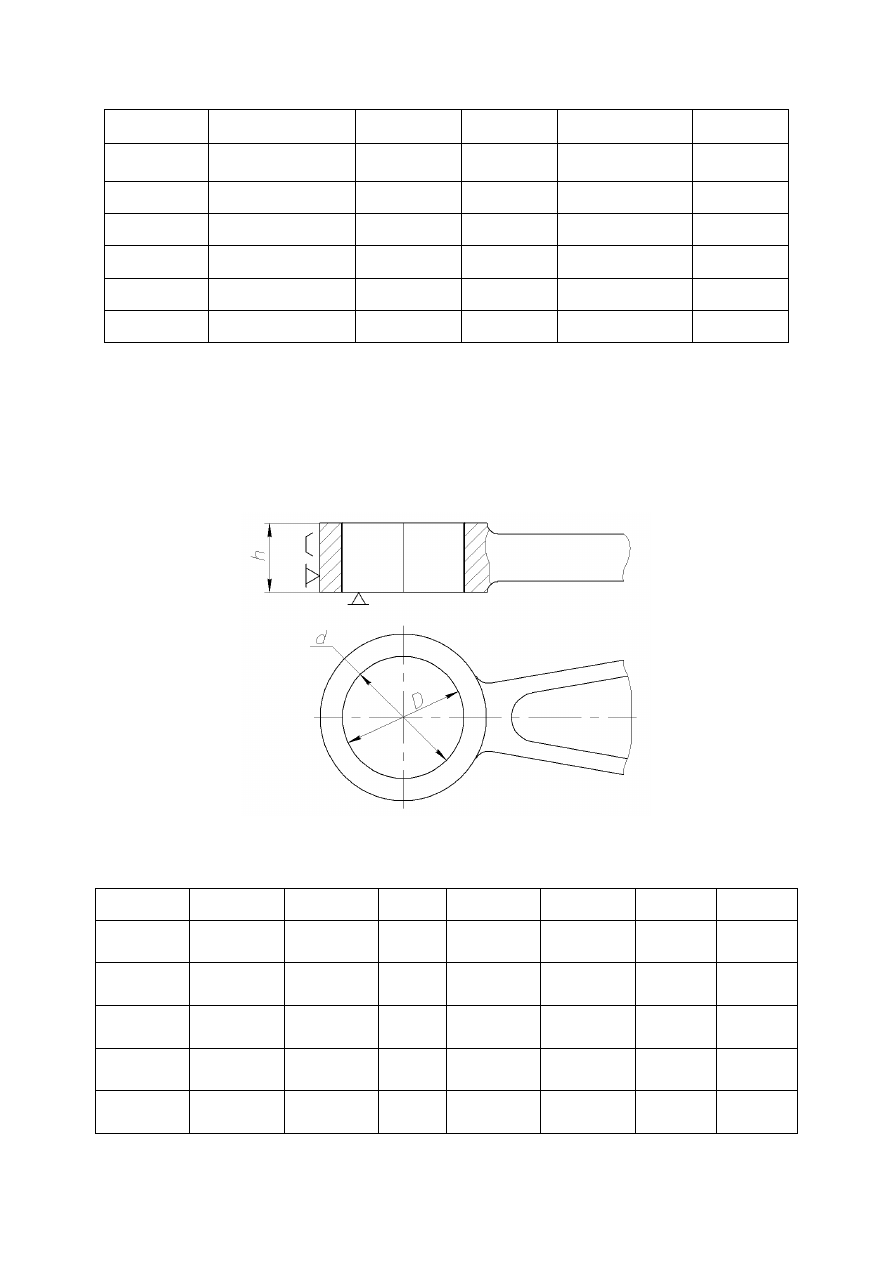
Задача 5.6
На
горизонтально-расточном
станке
2М615
растачивается
отверстие диаметром D мм в головке шатуна (рис. 5.6). Исходная заготовка
получена методом горячей объемной штамповки из стали 45. Рассчитать
припуск на обработку. Исходные данные в табл. 5.19.
Рис. 5.6
Таблица 5.19
Вариант
D, мм
d, мм
h, мм
Вариант
D, мм
d, мм
h, мм
1
40
025
,
0
009
,
0
70
9
,
1
9
,
0
20
6
45
007
,
0
018
,
0
60
9
,
1
9
,
0
30
2
50
016
,
0
80
9
,
1
0
,
1
30
7
60
009
,
0
021
,
0
85
9
,
1
0
,
1
40
3
30
013
,
0
60
6
,
1
8
,
0
25
8
40
025
,
0
65
9
,
1
0
,
1
35
4
60
095
,
0
100
9
,
1
0
,
1
40
9
55
030
,
0
70
9
,
1
0
,
1
40
5
70
005
,
0
024
,
0
100
9
,
1
0
,
1
40
10
70
014
,
0
033
,
0
100
9
,
1
0
,
1
50