Добавлен: 15.11.2018
Просмотров: 10085
Скачиваний: 69
56
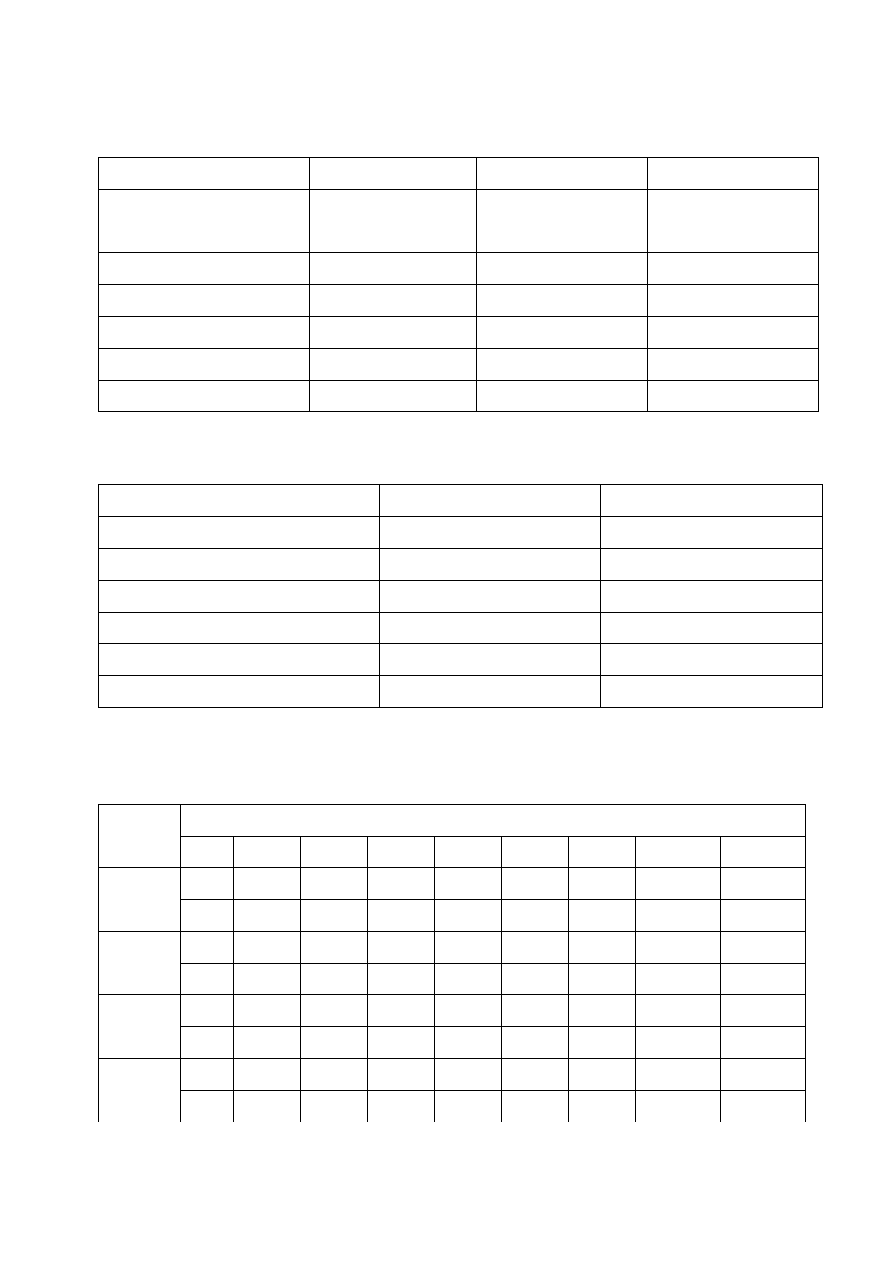
Таблица 5.4
Точность и качество поверхности отливки
II класса точности после механической обработки
Обработка
Квалитет
R
z
, мкм
h, мкм
Черновая обточка,
строгание, фрезерование
14
100
100
Получистовая обточка
12
50
50
Чистовая обточка
10–11
25
25
Тонкая обточка
7–9
5
5
Шлифование черновое
8–9
10
20
Шлифование чистовое
6–8
5
15
Таблица 5.5
Качество поверхности штамповок
Масса поковки, кг
R
z
, мкм
h, мкм
До 0,25
80
150
Св.0,25 до 4
160
200
Св.4 до 25
200
250
Св.25 до 40
250
300
Св.40 до 100
320
350
Св.100 до 200
400
400
Таблица 5.6
Допуски (мм) на изготовление штамповок из стали группы MI, степенью
сложности CI
Масса
поковки
Размер поковки, мм (свыше-до)
50
50–120
120–180 180–260 260–360 360–630 630–800
800–1000
1000–1250
2,5–4,0
+1,3
+1,5
+1,6
+1,7
+1,9
+2,0
+2,2
+2,5
+3,0
–0,7
–0,7
–0,8
–0,9
–0,9
–1,2
–1,4
–1,5
–1,5
4,0–6,3
+1,5
+1,6
+1,7
+1,9
+2,0
+2,2
+2,5
+3,0
+3,0
–0,7
–0,8
–0,9
–1,0
–1,2
–1,4
–1,5
–1,5
–2,0
6,3–10
+1,6
+1,9
+1,9
+2,1
+2,2
+2,5
+3,0
+3,0
+3,5
–0,8
–0,9
–1,0
–1,1
–1,4
–1,5
–1,5
–2,0
–2,0
10–16
+1,7
+1,9
+2,1
+2,4
+2,5
+3,0
+3,0
+3,5
+4,0
–0,9
–1,0
–1,1
–1,2
–1,5
–1,5
–2,0
–2,0
–2,0
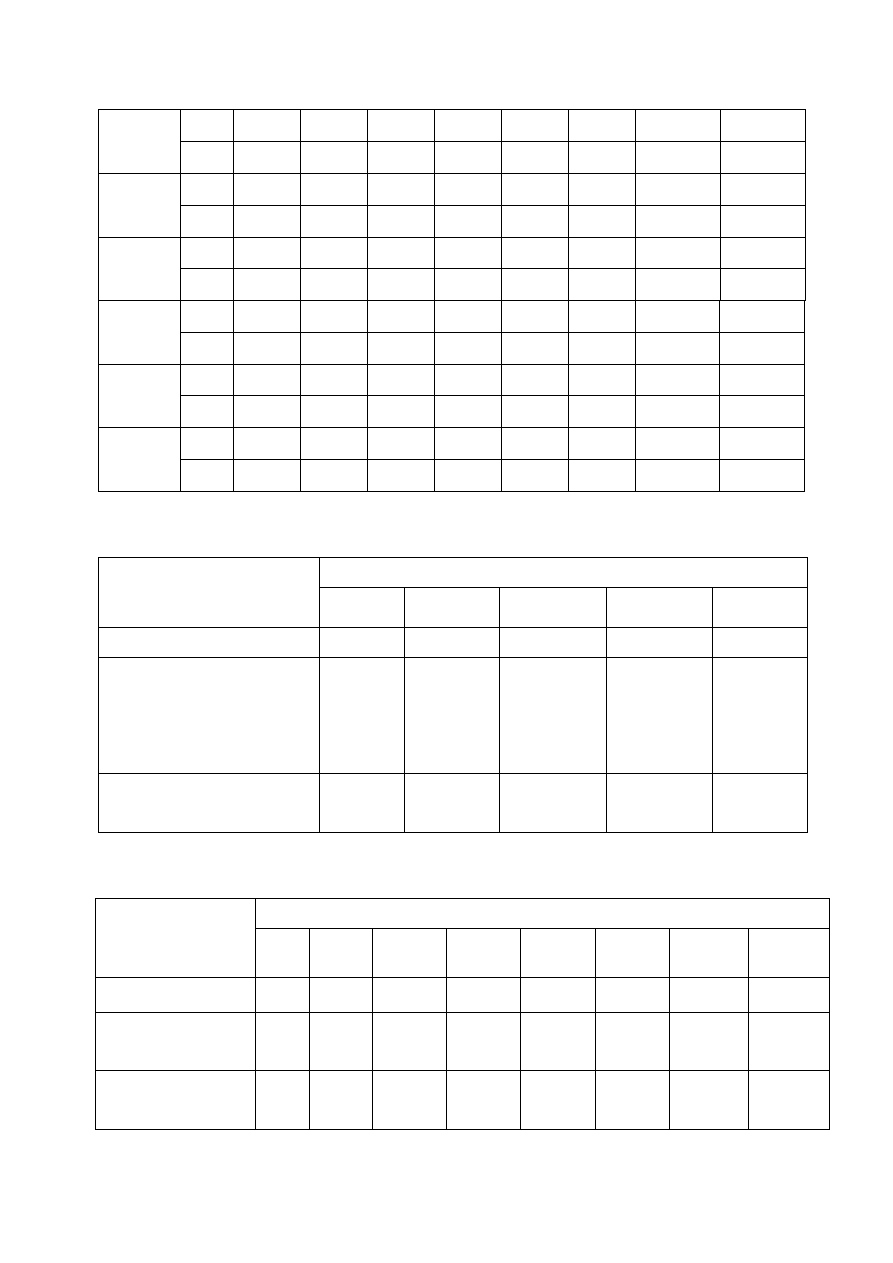
57
Окончание таблицы 5.6
16–25
+1,9
+2,1
+2,4
+2,5
+3,0
+3,0
+3,5
+4,0
+4,5
–1,0
–1,1
–1,2
–1,5
–1,5
–2,0
–2,0
–2,5
–3,0
25–40
+2,1
+2,4
+2,5
+3,0
+3,0
+3,5
+4,0
+4,0
+4,5
–1,1
–1,2
–1,5
–1,5
–2,0
–2,0
–2,0
–2,5
–2,5
40–63
+2,4
+2,5
+3,0
+3,5
+3,5
+4,0
+4,0
+4,5
+4,5
–1,2
–1,5
–1,5
–1,5
–2,0
–2,0
–2,5
–2,5
–3,0
63–100
+2,5
+3,0
+3,5
+3,5
+4,0
+4,0
+4,5
+4,5
+5,0
–1,5
–1,5
–1,5
–2,0
–2,0
–2,5
–2,5
–3,0
–3,0
100–160
+3,0
+3,5
+3,5
+4,0
+4,5
+4,5
+5,0
+5,0
+5,5
–1,5
–1,5
–2,0
–2,0
–2,5
–3,0
–3,0
–3,5
–3,5
160–250
+3,5
+3,5
+4,0
+5,0
+5,0
+5,0
+5,5
+5,5
+6,0
–1,5
–2,0
–2,0
–2,5
–3,0
–3,5
–3,5
–4,0
–4,0
Таблица 5.7
Кривизна ∆
к
(мкм на 1 мм) для поковок
Вид обработки
Диаметр или размер сечения, мм
До 120
Св.120–180
Св.180–250
Св.250–315
Св.315–500
Ковка
3
2
1
0,8
0,6
Механическая обработка:
обдирочная
1,5
1
0,5
0,4
0,3
черновая
0,7
0,5
0,3
0,2
0,1
получистовая
0,05
0,04
0,03
0,02
0,01
После термической
обработки и правки
0,10
0,08
0,06
0,04
0,02
Таблица 5.8
Кривизна ∆
к
(мкм на 1 мм) поковок типа валов
Вид обработки
Диаметр поковки, мм
До 25
Св.25–
50
Св.50 –
30
Св.80 –
120
Св.120 –
180
Св.180 –
260
Св.260 –
360
Св.360 –
500
После штамповки
4
3
2
1,8
1,6
1,4
1,2
1,0
После правки на
прессах
0,20
0,15
0,12
0,10
0,08
0,06
-
-
После термической
обработки в печах
2,5
1,5
1,5
1,0
1,0
-
-
-
58
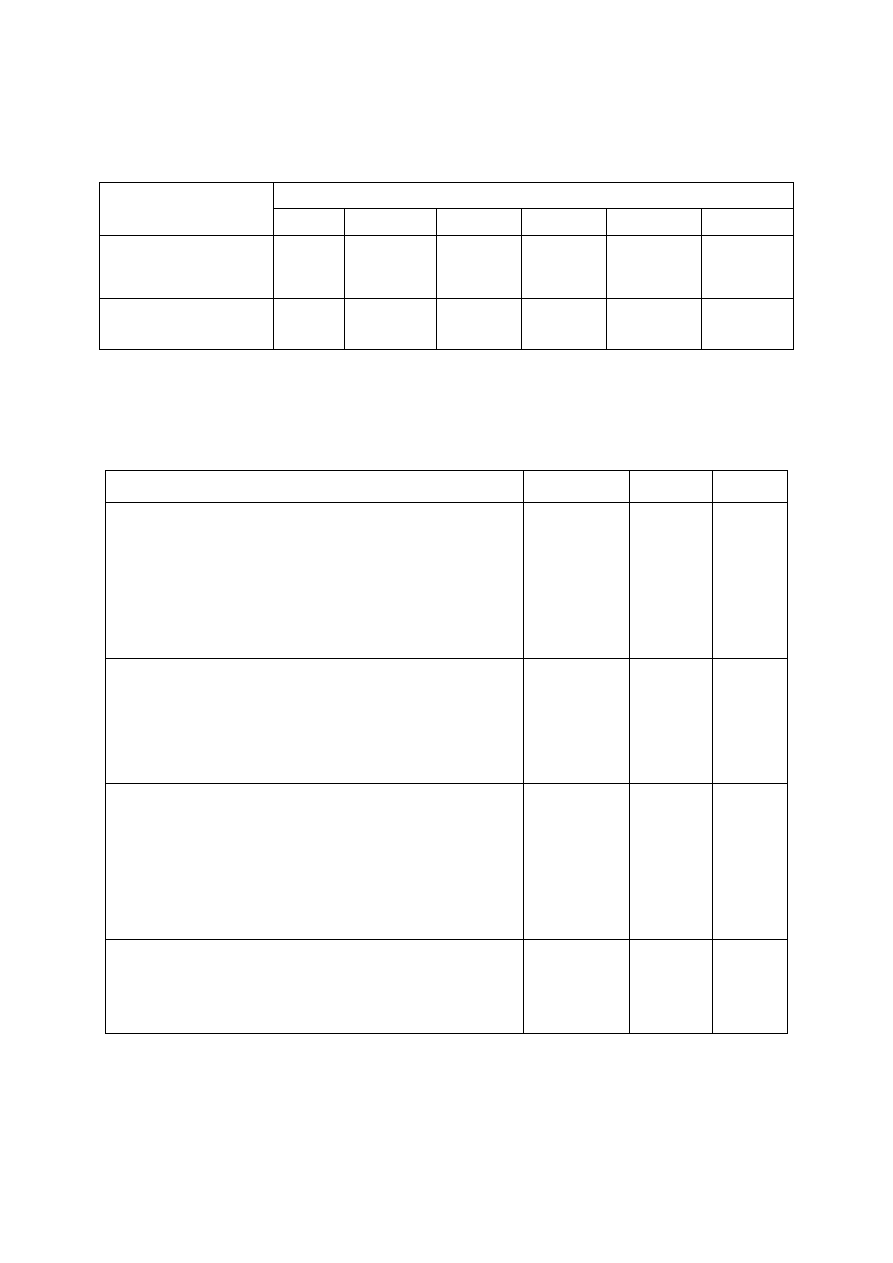
Таблица 5.9
Отклонение от концентричности и коробление поковок нормальной
точности типа дисков и рычагов, получаемых на прессах
Вид погрешности
Толщина (высота) или ширина поковок, мм
до 50
Св.50–120
Св.120–180 Св.180–260 Св.260–360
Св.360–500
Отклонение от
концентричности
отверстий ∆
экс
, мм
0,8
1,4
2,0
2,8
3,2
3,6
Коробление ∆
кор
, мм
0,5
0,5
0,7
0,9
1,0
1,1
Таблица 5.10
Точность и качество поверхности штампованных поковок после
механической обработки
Способ обработки
Квалитет
R
z
, мкм
h, мкм
Валы ступенчатые, наружные поверхности:
однократное точение
черновое точение
чистовое точение
тонкое точение
11–12
12
11
7–9
32
50
25
5
30
50
25
5
Торцевые поверхности валов:
черновая подрезка
чистовая подрезка
фрезерование
12
11
14
50
32
100
50
30
100
Обтачивание наружных поверхностей дисков:
однократное
черновое
получистовое
чистовое
10–12
14
12
10–11
32
100
50
25
30
100
50
25
Шлифование валов и дисков
предварительное
чистовое
8–9
6–7
10
5
20
15
59
Таблица 5.11
Качество поверхностей отверстий, полученных механической обработкой
Способ обработки
Диаметр
отверстия, мм
Квалитет
R
z
, мкм
h, мкм
Сверление спиральными сверлами
От 3 до 6
Св.6 до 10
Св.10 до 18
Св.18 до 50
Св. 50 до 80
12
12
12
12
12
20
32
40
50
63
40
50
60
70
80
Зенкерование черновое
От 18 до 30
Св.30 до 80
11
11
40
50
40
50
Зенкерование чистовое
До 30
Св.30 до 80
10
10
32
40
30
40
Растачивание черновое
От 50
12
40
50
Растачивание чистовое
До 260
10
20
20
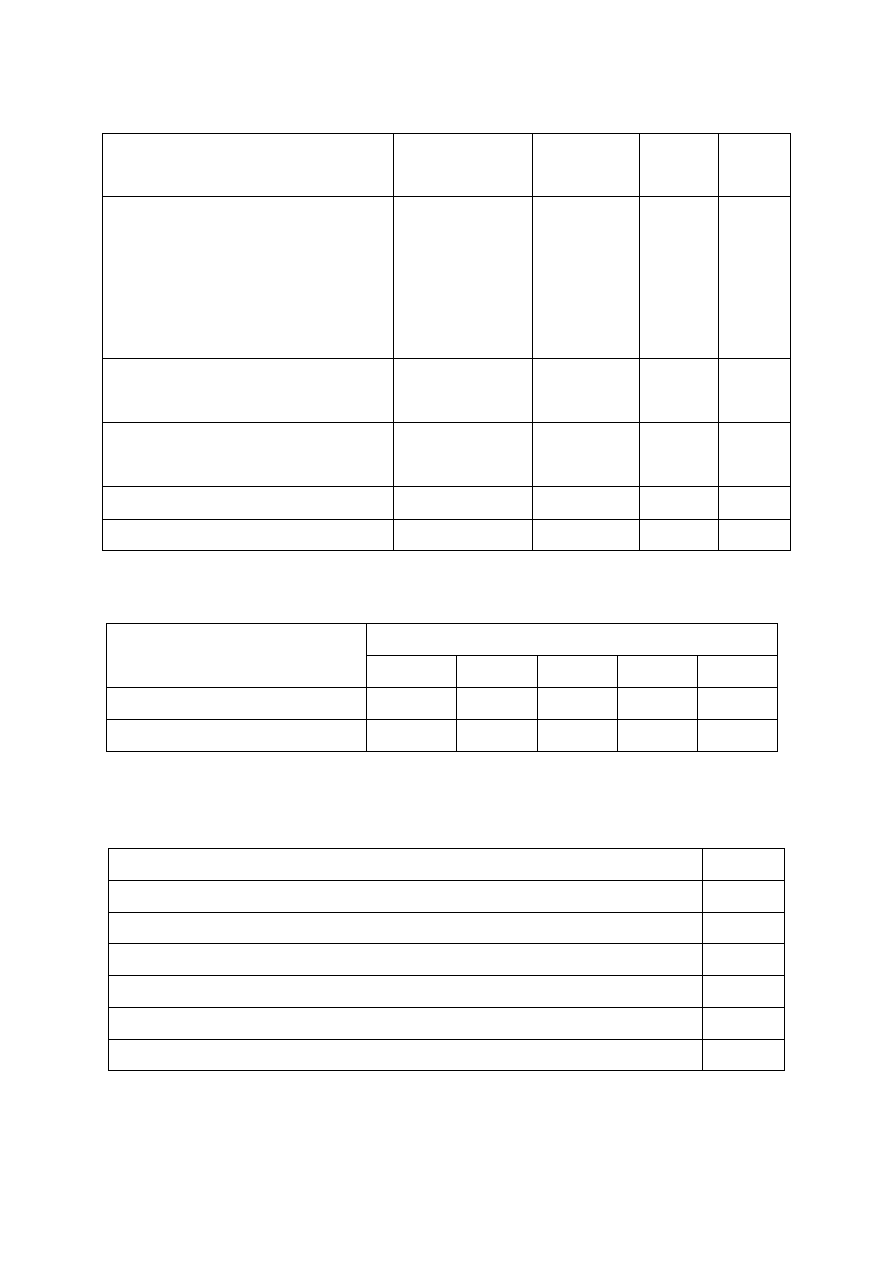
Таблица 5.12
Увод сверла и смещение отверстия при сверлении
Погрешность
Диаметр отверстия, мм
3–6
6–10
10–18
18–30
30–50
Увод ∆
у
, мкм/мм
2,1
1,7
1,3
0,9
0,9
Смещение ∆
о
, мм
0,10
0,15
0,20
0,25
0,30
Таблица 5.13
Коэффициент уточнения К
у
при механической обработке поверхностей
заготовки
Технологический переход
К
у
Однократное обтачивание, строгание, фрезерование
0,05
Черновое обтачивание, строгание, фрезерование
0,06
Получистовое обтачивание, строгание, фрезерование
0,05
Чистовое обтачивание, строгание, фрезерование
0,04
Предварительное шлифование
0.03
Окончательное шлифование
0,02
60
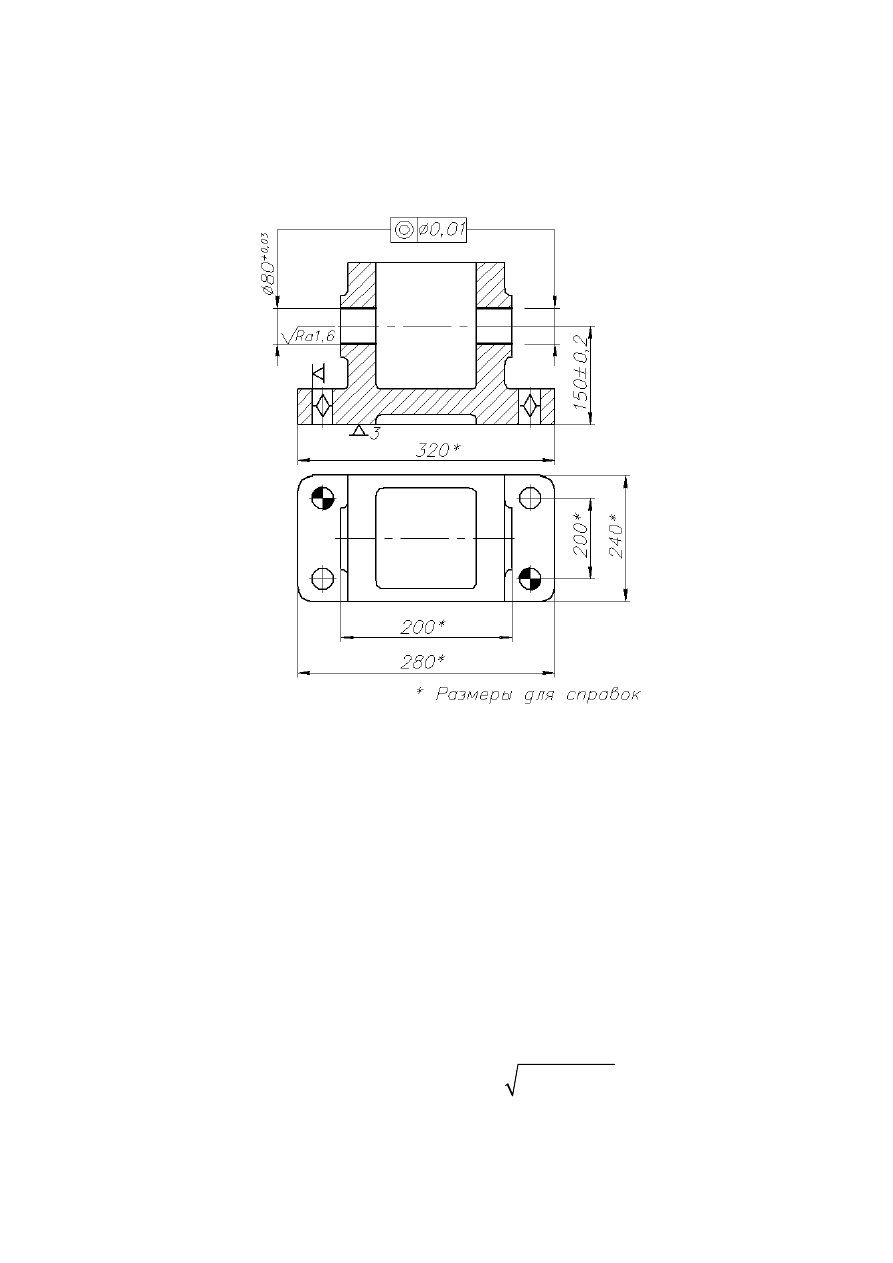
Задача 5.1
Рассчитать припуск и назначить операционные размеры при
механической обработке отверстия 80
+0,03
корпусной детали. Исходная
заготовка: отливка из серого чугуна СЧ15, II класса точности (рис. 5.1).
Рис. 5.1
Решение
Поверхность обрабатывается за две операции: черновую и
чистовую. Черновая операция выполняется за один установ и один
переход. В качестве установочной базы используется плоскость и два
отверстия 15
+0,018
, перпендикулярных к плоскости. При обработке
плоскости в качестве черновой базы использована поверхность отверстия.
Приспособление имеет установочные пластины и два установочных пальца
15
016
,
0
034
,
0
. Зажим – механический, винтовой. Чистовая операция
выполняется за один установ и два перехода. Установочная база и
приспособление – аналогичны используемым на 1-й операции.
Слагаемые припуска:
1-й переход, черновая расточка (12-й квалитет точности).
1
1
500
zi
i
R
h
мкм (табл. 5.2).
2
2
1
см
кор
i
.