Добавлен: 15.11.2018
Просмотров: 16126
Скачиваний: 90
26
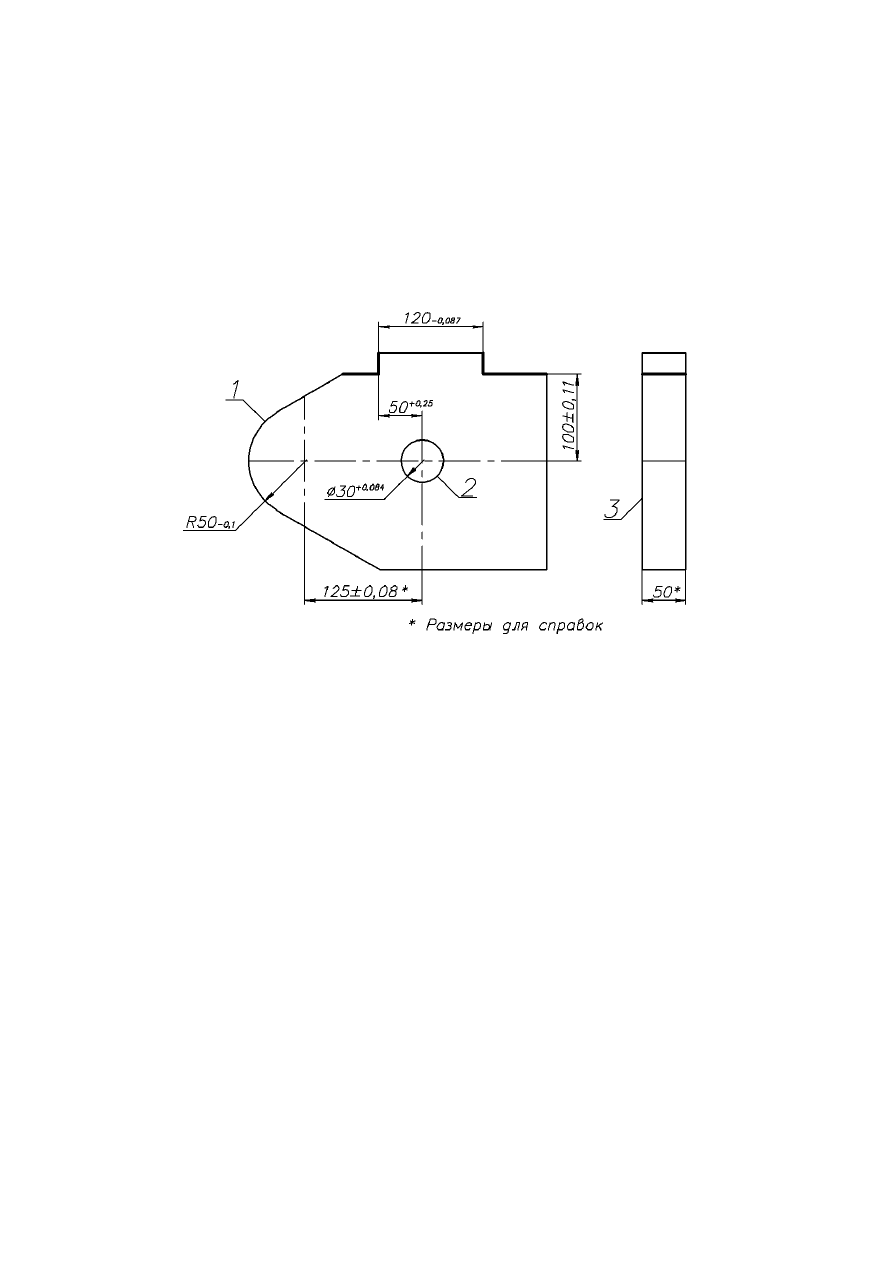
Задача 2.15
На горизонтально-фрезерном станке набором фрез обрабатывается
система поверхностей заготовки на размеры:
0,087
120
и
100 0,11
(рис. 2.16). Предлагаются два варианта установки заготовки: с
использованием
неподвижной
призмы
и
срезанного
пальца,
цилиндрического пальца и подвижной призмы. (Базирование по
поверхности 1, 2, 3).
Рис. 2.16
Требуется
установить,
какая
схема
установки
обеспечит
выполнение заданной точности размеров: 50
+0,25
и 100 ± 0,11; 120
-0,087
.
Установочные пальцы имеют рабочие диаметры
0,020
0,041
30
. Средняя
экономическая
точность
обработки
ω
0, 05
мм.
Погрешностями
закрепления и приспособления пренебречь
з
п
ε
ε
0
.
Задача 2.16
Проанализировать две возможные схемы установки шатуна в
кондукторное приспособление (рис. 2.17). Кондукторная плита имеет
жесткую связь с корпусом приспособления. Требуется при точности
изготовления базовых поверхностей заготовки d = 70
-0,03
мм, D = 30
+0,033
мм, L = 200 ± 0,05 мм.
Определить погрешность базирования при выполнении размеров:
А
1
;
А
2
;А
3
; А
4
и возможное отклонение от соосности обрабатываемых
отверстий относительно плоскости симметрии базовых поверхностей
1
l
и
2
l
. Выбрать, какая из приведенных схем базирования обеспечивает
27
наибольшую точность выполнения указанных размеров. Принять рабочий
диаметр установочного пальца Ø
0,007
0,016
30
мм.
Рис.2.17
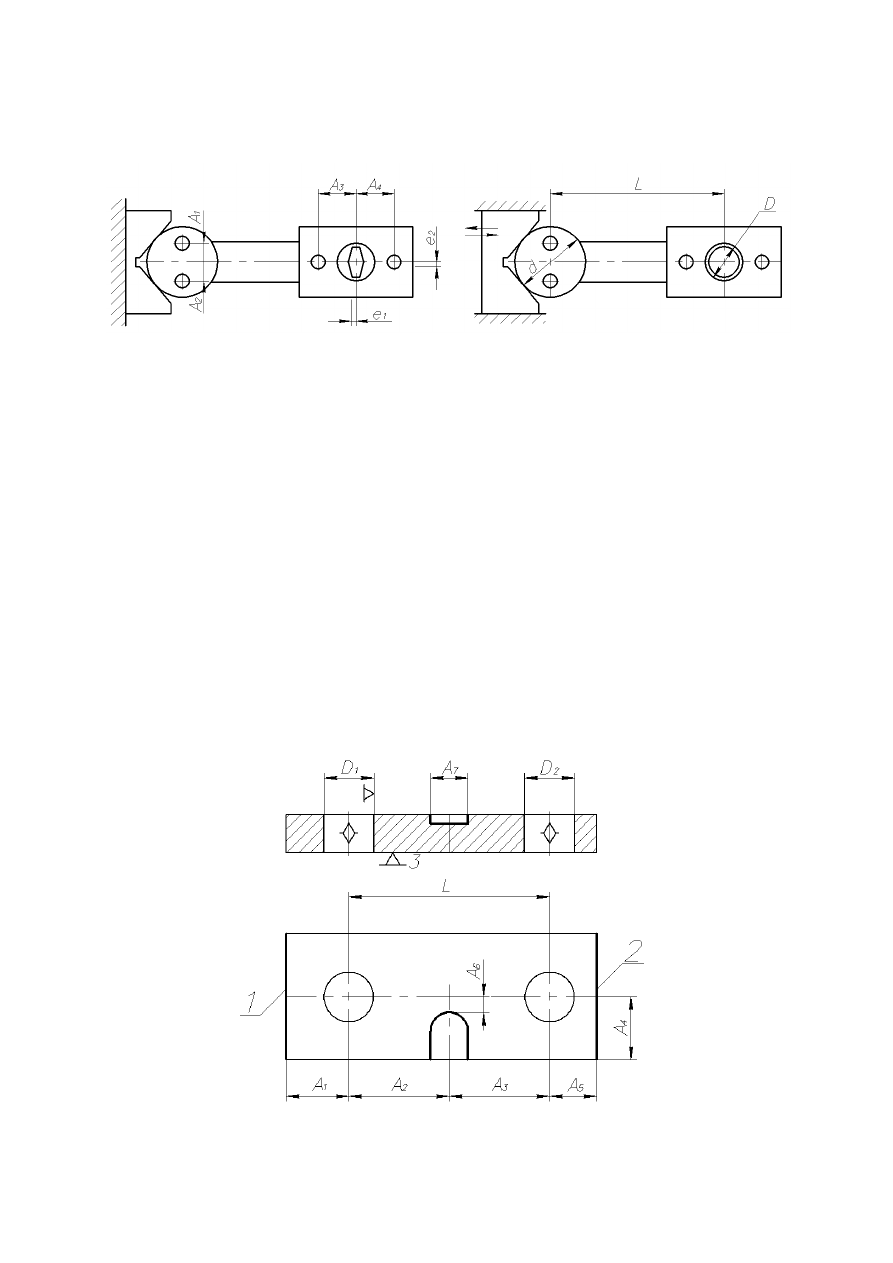
Задача 2.17
При установке заготовки на плоскость и два отверстия,
перпендикулярных к плоскости, производят обработку поверхностей с
выдерживанием размеров: А
1
; А
2
; А
3
; А
4
и А
5
(рис. 2.18).
Определить погрешность базирования, если известно, что базовые
отверстия заготовок D
1
и D
2
выполнены с допусками
1
D
T
=
2
D
T
= 0,013 мм.
Установочные пальцы выполнены с допуском
1
d
T
=
2
d
T
= 0,009 мм, а
минимальный зазор боковых отверстий с установочными пальцами
S = 0,007 мм. Размеры между базовыми отверстиями выполнены с
отклонениями ± 0,05 мм.
Определить, возможна ли обработка поверхностей 1 и 2
одновременно набором фрез, если заданная точность размеров А
1
и А
5
равна 0,15 мм, а средняя экономическая точность принятого метода
обработки = 0,1 мм.
Рис. 2.18

28
Задача 2.18
На горизонтально-протяжном станке обрабатывается шпоночный
паз (рис. 2.19). Вывести расчетные зависимости и определить погрешность
базирования при выполнении размеров А и В. А также определить
возможность отклонения от перпендикулярности оси шпоночного паза
относительно отверстий D
1
и D
2
, если известно, что диаметры базовых
отверстий выполнены с допусками
1
D
T
=
2
D
T
= 0,025 мм, а установочные
пальцы с допусками
1
d
T
=
2
d
T
= 0,011 мм.
Минимальный зазор в сопряжении базовых отверстий рычага с
установочными пальцами приспособления s
min
= 0,009 мм.
Рис. 2.19
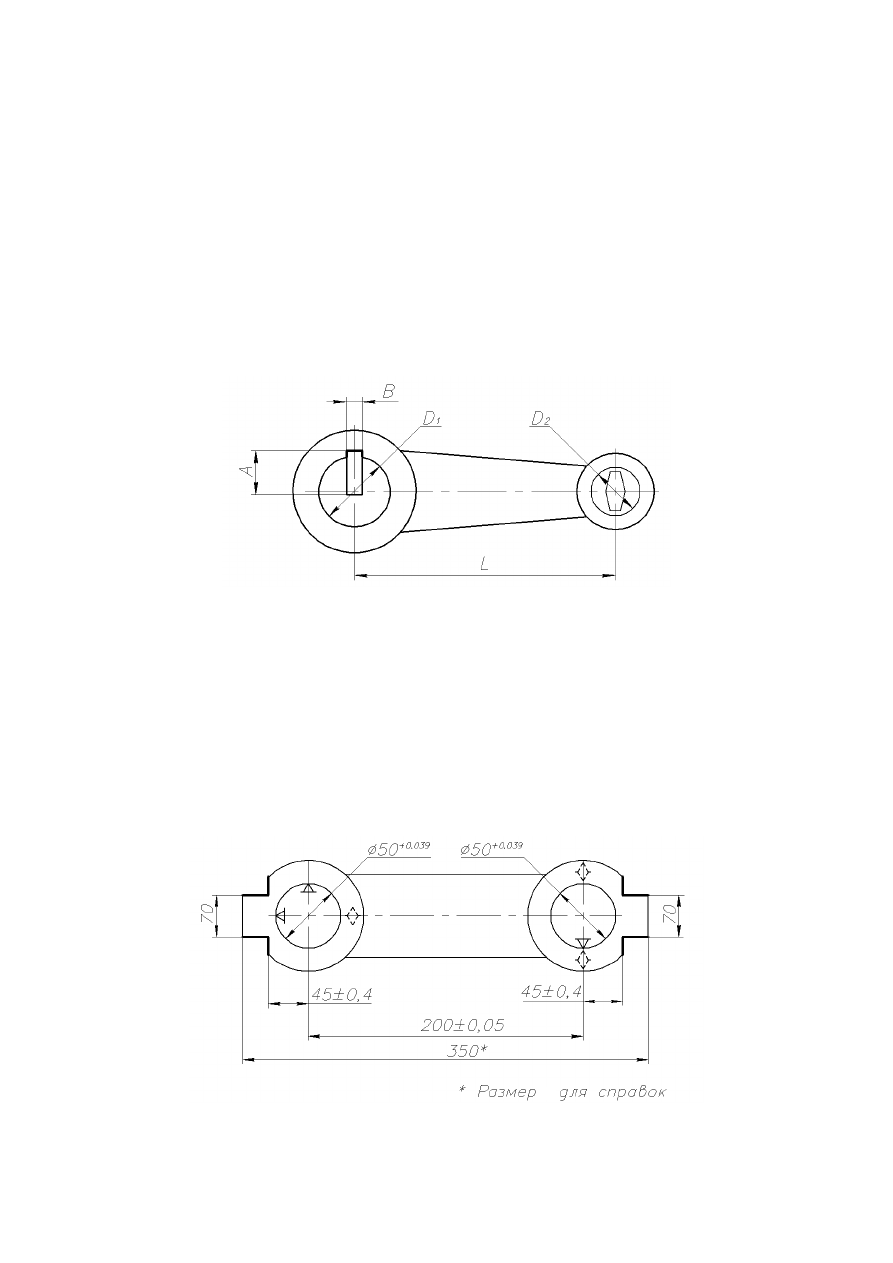
Задача 2.19
На горизонатльно-фрезерном станке за два установа производят
обработку площадок на головках шатуна, установленного по плоскости и
двум отверстиям, перпендикулярным к плоскости с использованием
цилиндрического и срезанного пальцев (рис. 2.20). Базовые установочные
отверстия имеют размер 50
+0,039
мм. Установочные пальцы имеют
рабочие поверхности
0,025
0,050
50
мм.
Рис. 2.20
29
Определить точность выполнения размера 70 головки шатуна и
возможность обработки поверхности набором фрез при заданной точности
выполнения размера 45 ± 0,4 мм.
Точность метода обработки принять
ω
0, 050
мм.
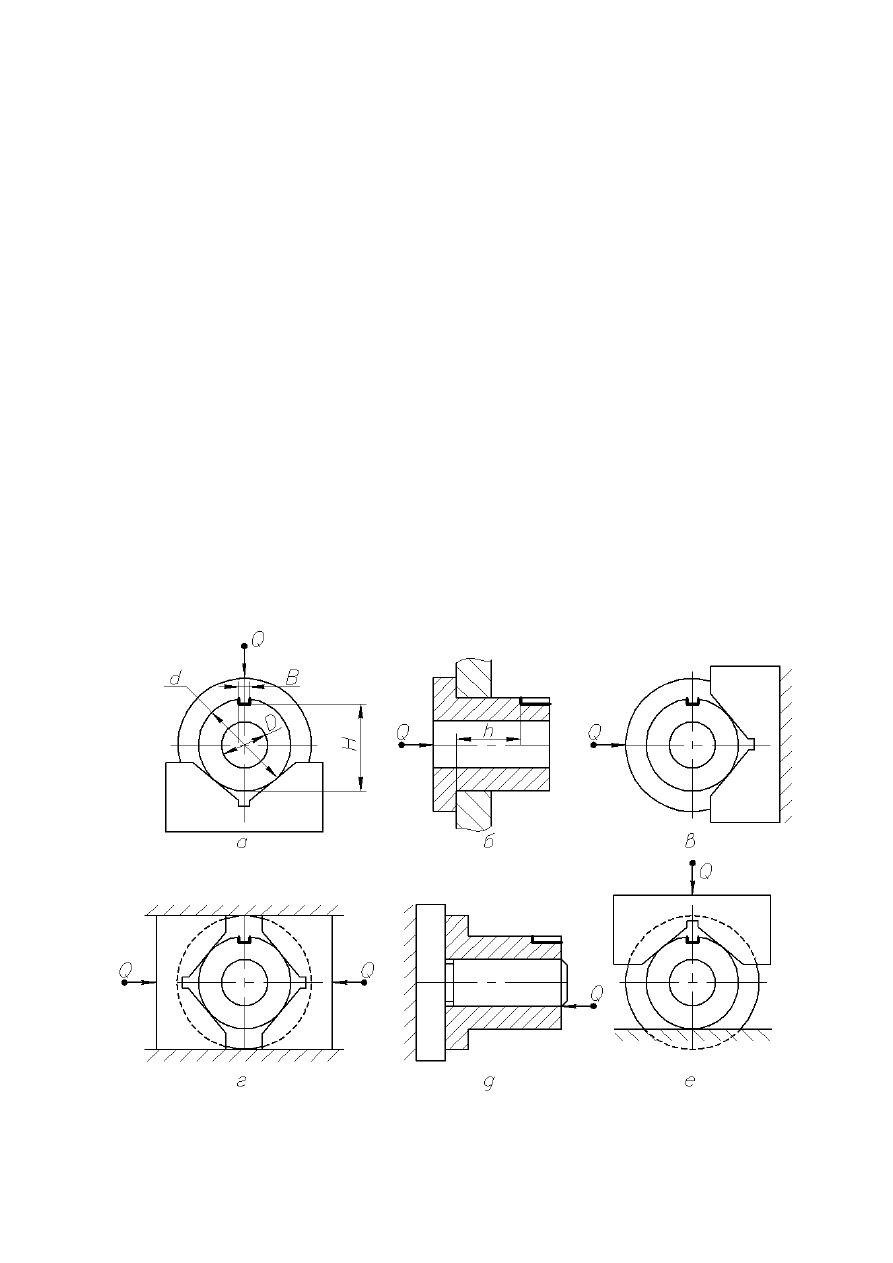
Задача 2.20
У цилиндрических втулок с наружным диаметром d = 80
-0,2
мм и
внутренним D = 40
+0,05
мм требуется фрезеровать шпоночный паз шириной
В = 18
+0,1
мм, выдерживая размер Н = 70
-0,02
и h = 90
+0,3
мм (рис. 2.21).
Смещение оси шпоночного паза е относительно диаметральной плоскости
втулки не должно превышать 0,1 мм.
Для проектирования приспособления выбрать одну из шести
показанных схем установки, для которой расчетная погрешность
базирования при выполнении размеров В, Н и h и отклонение от соосности
минимально.
Максимальный зазор при установке заготовки на палец или во
втулку S
max
= 0,01 мм. Допуск на изготовление установочного пальца и
центрирующей втулки равен 0,02 мм.
Оценить возможные преимущества каждого метода базирования с
точки зрения простоты и надежности установки. Для всех шести способов
показать теоретические схемы базирования.
Рис. 2.21

30
Глава III
РАСЧЕТ ЭЛЕМЕНТАРНЫХ ПОГРЕШНОСТЕЙ
ОБРАБОТКИ
В
задачах
настоящей
главы
рассматриваются
расчеты,
прогнозирующие вероятные погрешности обработки, возникающие от
упругих перемещений элементов технологической системы, размерного
износа инструмента и тепловых деформаций инструмента и заготовки.
В задачах требуется для механической обработки указанных
поверхностей заготовки назначить режим резания с учетом сил,
возникающих
в
процессе
механической
обработки,
рассчитать
погрешности от упругих перемещений узлов станка (совместно с
используемым приспособлением), инструмента и заготовки, размерного
износа режущего инструмента и возможных тепловых деформаций
элементов системы.
При решении приведенных ниже задач вводится ряд условных
ограничений.
1. При расчете упругих деформаций узлов и деталей станка
используются нормы точности и жесткости металлорежущих станков под
нагрузкой (табл. 3.1). В этих нормах указываются суммарные перемещения
передней или задней бабки токарных станков и суппорта, шпиндельной
бабки и стола для фрезерных и сверлильных станков.
Деформация заготовки рассчитывается только при обточке валов.
При этом расчеты производятся с использованием приведенного диаметра
вала:
2
2
2
2
1
1
2
2
3
3
4
4
1
d l
d l
d l
d l
d
(рис. 3.1, а),
1 1
2 2
3 3
4 4
1
d l
d l
d l
d l
d
(рис. 3.1, б).
Изменение диаметра вала от его прогиба под действием радиальной
составляющей силы резания Р
у
рассчитывается по формуле
2
3
3
ч
0
п.б
п.б
1
1
1
1
ξ
2
6
6
y
p
У
х
М
х
R
х
P
ЕI
z
,
где φ
0
– угол поворота сечения вала в начале координат (за начало
координат принимается крайняя левая точка пересечения торца вала
с его осью); Е – модуль упругости первого рода;
J
z
– осевой момент инерции расчетного сечения вала:
4
0, 05
z
I
d
;
d – приведенный диаметр шейки вала, мм;
D – наружный диаметр шейки вала;
М
п.б
– реактивный момент на передней бабке станка;
R
п.б
– реакция сил резания на передней бабке станка;
ξ
p
– расстояние от точки приложения радиальной составляющей
силы резания до расчетного сечения (учитываются силы резания,
расположенные левее расчетного сечения вала).