ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.10.2023
Просмотров: 107
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
фитинг до внутреннего упора (рисунок 18), то между торцом трубы и внутренним упором фитинга остается промежуток. На готовом трубопроводе этот промежуток представляет собой участок с меньшей толщиной стенки и большим внутренним диаметром, чем исходная труба. Расчетное давление эксплуатации этого участка ниже, чем у всего остального трубы.

Рисунок 18 - Труба не введена в фитинг до упора

Рисунок 19 - Труба нагрета на малую длину
Применение излишнего усилия при нагреве и/или совмещении пластиковой трубы с фитингом, считается дефектом сварки. В этом случае между торцом трубы и внутренним упором фитинга выдавливается большой внутренний грат (рисунок 20).
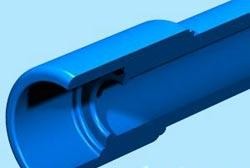
Рисунок 20 - Излишнее усилие при сварке
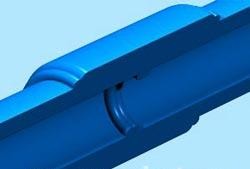
Рисунок 21 - Снижение проходимости трубы
На готовом трубопроводе этот грат создаст серьезное препятствие потоку жидкости или газа (рисунок 21).
Для сварки нагретым инструментом в условиях серийного производства норма времени рассчитывается по формуле:
T (t t
) l t
K
) tпз . , (1)

шк o вш ви об n
где tшк
- норма штучно-калькуляционного времени, мин/изделие;
t0 - основное время на сварку одного погонного метра шва, мин/м;
tвш
- вспомогательное время, зависящее от длины шва, в расчете на
погонный метр, мин/м;
l- протяженность сварочного шва данного типоразмера, м;
tвиз
сварочного оборудования, мин/изделие;
kоб
время на отдых и личные надобности;
tпз - подготовительно-заключительное время, мин/партия;
n- размер партии свариваемых изделий.
Техническое нормирование производится в целях установления необходимых затрат времени на выполнение заданной работы в определенных организационно-технических условиях при полном и эффективном использовании средств в производстве и с учетом опыта передовых рабочих.
Рассмотрим два способа сварки: сварку нагретым инструментом (СНИ) полиэтиленовых трубы и сварку нагретым инструментом (СНИ) при использовании специального приспособления.
Нормирование сварки проводим по методике изложенной в [7].
Рассчитаем основное время для каждого типа соединения:
Таблица 5 - Определение основного времени на сварку
Необходимое значения времени, для расчета tв.ш., tв.и. и kоб для СНИ получены из [7].
Таблица 6 - Вспомогательное время, связанное со сваркой шва
Таблица 7- Вспомогательное время, связанное с изделием и работой оборудования
Таблица 8 - Подготовительно-заключительное время, связанное с наладкой и переналадкой оборудования
Таблица 9 - Штучное время
Таблица 10 - Размер партии
Рисунок 18 - Труба не введена в фитинг до упора
Рисунок 19 - Труба нагрета на малую длину
Применение излишнего усилия при нагреве и/или совмещении пластиковой трубы с фитингом, считается дефектом сварки. В этом случае между торцом трубы и внутренним упором фитинга выдавливается большой внутренний грат (рисунок 20).
Рисунок 20 - Излишнее усилие при сварке
Рисунок 21 - Снижение проходимости трубы
На готовом трубопроводе этот грат создаст серьезное препятствие потоку жидкости или газа (рисунок 21).
-
Нормирование технологического процесса
Для сварки нагретым инструментом в условиях серийного производства норма времени рассчитывается по формуле:
T (t t
) l t
K
) tпз . , (1)
шк o вш ви об n
где tшк
- норма штучно-калькуляционного времени, мин/изделие;
t0 - основное время на сварку одного погонного метра шва, мин/м;
tвш
- вспомогательное время, зависящее от длины шва, в расчете на
погонный метр, мин/м;
l- протяженность сварочного шва данного типоразмера, м;
tвиз
-
вспомогательное время, зависящее от свариваемого изделия и типа
сварочного оборудования, мин/изделие;
kоб
-
коэффициент, учитывающий время обслуживания рабочего места и
время на отдых и личные надобности;
tпз - подготовительно-заключительное время, мин/партия;
n- размер партии свариваемых изделий.
Техническое нормирование производится в целях установления необходимых затрат времени на выполнение заданной работы в определенных организационно-технических условиях при полном и эффективном использовании средств в производстве и с учетом опыта передовых рабочих.
Рассмотрим два способа сварки: сварку нагретым инструментом (СНИ) полиэтиленовых трубы и сварку нагретым инструментом (СНИ) при использовании специального приспособления.
Нормирование сварки проводим по методике изложенной в [7].
Рассчитаем основное время для каждого типа соединения:
Таблица 5 - Определение основного времени на сварку
| Исходные данные и расчетная формула | Сравниваемые способы | Изменение затрат | |||||
| СНИ с приспособлением | СНИ | ||||||
| Длина шва, м | 0,5 | 0,5 | - | ||||
| Время сварки, мин | 3 | 1,4 | | ||||
| Скорость м/мин | сварки, | 0,2 | 0,37 | - | |||
| Расчетная формула основного времени t 1 0 V св | t 1 5 0 0, 2 | t 0 | | 1 0,37 | 2,7 | +2,3 | |
Необходимое значения времени, для расчета tв.ш., tв.и. и kоб для СНИ получены из [7].
Таблица 6 - Вспомогательное время, связанное со сваркой шва
| | СНИ с приспособлением | СНИ | Изменение мин/пог.м |
| Элементы работы | Время на 1м/мин | Время на 1м/мин | |
| Осмотр и промер шва | 0,3 | 0,3 | - |
| Итого | 0,3 | 0,3 | 0 |
Таблица 7- Вспомогательное время, связанное с изделием и работой оборудования
| | СНИ с приспособлением | СНИ | Изменение мин |
| Элементы работы | Время, мин | Время, мин | |
| Крепление трубы прижимными приспособлениями и их открепление в сварочном аппарате | 0,4 | - | - |
| Установка, снятие и транспортировка изделия | 3,2 | 3,2 | - |
| Закрепление, открепление | - | 0,5 | - |
| Перемещения сварщика в исходное положение | - | 0,21 | - |
| Клеймение шва | 0,21 | 0,21 | - |
| Итого | 3,81 | 6,82 | -3,01 |
Таблица 8 - Подготовительно-заключительное время, связанное с наладкой и переналадкой оборудования
| | СНИ с приспособлением | СНИ | Изменение мин |
| Элементы работы | Время, мин | Время, мин | |
| Получение производственного задания, документации, указаний и инструктажа мастера, получение инструмента | 4 | 4 | - |
| Ознакомление с работой | 2 | 3 | - |
| Подготовка рабочего места и приспособлений к работе | 2 | 4 | - |
| Сдача работы | 2 | 2 | - |
| Итого | 10 | 20 | -10 |
Таблица 9 - Штучное время
| | СНИ с приспособлением | СНИ | Изме- нение мин |
| Элементы работы | Время, мин | Время, мин | |
| t0 – основное время на сварку, мин/м | 5 | 2,7 | - |
| tв.ш.- вспомогательное время, связанное со свариваемым швом на 1 пог.м шва в мин | 0,3 | 0,3 | - |
| l–общая длина швов | 0,5 | 0,5 | - |
| tв.и.–вспомогательное время, связанное с изделием и работой оборудования | 3,81 | 6,82 | - |
| kоб – коэффициент, учитывающий затраты времени на обслуживание рабочего места, отдых и естественные надобности | 1,1 | 1,12 | - |
| Расчетная формула Tшт=[(t0+tвш)l+tви]Коб | tш.=[(5+0,3)·0,5+ 3,81]·1,1=7,1 | tш.=[(2,7+1,75)·0,5 +6,82]·1,12=10,1 | -3 |
Таблица 10 - Размер партии
| | СНИ с приспособлением | СНИ | Изменени е |
| Tсм – продолжительность одной рабочей смены, ч | 8 | 8 | - |