Добавлен: 24.10.2023
Просмотров: 74
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Максимальный крутящий момент, Н∙м - 662
Обороты при максимальном крутящем моменте, об/мин – 1200-1600
Тип топлива – дизель
Трансмиссия
Сцепление: механическое
Коробка передач: механическая, пятиступенчатая
Карданная передача: равных угловых скоростей
Ведущий мост:
главная передача: одинарная
дифференциал: конический
полуоси: полуразгруженная
Ходовая часть
Передняя подвеска и задняя подвеска: рессорная со стабилизатором поперечной устойчивости
Амортизаторы: газомасленные
Колеса: 20 R
Рулевое управление
Рулевой механизм: интегральный
Рулевой привод: с ГУР
Тормозная система
Рабочая тормозная система:
передние и задние тормоза: дисковые/барабанные
привод тормозов: пневматический
усилитель: мембранная тормозная камера
Стояночная тормозная система
Привод - ручник
Кузов
Модель – C41R13
Тип - Бортовой
2 Технологический раздел
2.1 Выбор типа производства и определения его организационной формы
Тип производства на данном этапе определяется ориентировочно.
Серийность сборки определяем по данным таблицы 2.1
Таблица 2.1 – Определение типа производства
Среднемесячный выпуск изделий, (шт) 8334
Трудоемкость сборки изделия, (ч) 0,01
Трудоемкость сборки изделия определяется по следующей формуле:
 , (ч) (2.1)
, (ч) (2.1)
где: штучное время на операцию
штучное время на операцию
 ч
ч
Согласно вышеуказанным данным в таблице 2.1 ориентировочно принимаем массовое производство.
Серийность уточняют по коэффициенту Кз.о. (ГОСТ 14312-23). Коэффициент Кз.о. характеризует степень специализации рабочих мест.
При Кз.о. ≤ 1 - тип производства массовый
10 ≥ Кз.о. ≥ 1 – тип производства крупносерийный
20 ≥ Кз.о. ≥ 10 - тип производства среднесерийный
40 ≥ Кз.о. ≥ 20 - тип производства мелкосерийный
Кз.о. >40 - тип производства единичный
 (2.2)
(2.2)
где По – число всех операций;
С – число рабочих мест

Исходя из расчетов Кз.о. , получаем крупносерийный тип производства.
Крупносерийное производство характеризуется ограниченной номенклатурой изделий и сравнительно большим объемом впуска. Изделия изготавливаются периодически повторяющимся партиями. На предприятии крупносерийного производства значительная часть оборудования состоит из универсальных станков, оснащенных как специальными так универсальными наладочными и универсальными сборочными приспособлениями.
Целесообразность применения поточной формы организации производства, как наиболее эффективной, для заданного объема выпуска устанавливают на основе сопоставления среднего штучного времени (tшт) с расчетным тактом выпуска (r), т.е. по числу рабочих местRм, приходящихся на одну операцию.
Определяем такт потока изделия по следующей формуле:
 , мин (2.3)
, мин (2.3)
где: - действительный фонд времени на оборудования
- действительный фонд времени на оборудования
N – программа выпуска
 , (ч) (2.4)
, (ч) (2.4)
где: Fn– номинальный фонд времени (Fн = количество рабочих часов в году)
П% - планируемые потери рабочего времени (П% = 3%)
n– число смен
 ч
ч
 (2.5)
(2.5)
где: r- такт потока
tшт.ср – среднее штучное время
Rм ≥ 0,6 – принимаем поточную форму сборки производства, если меньше, то стационарную.
Поточная сборка характерна тем, что построение технологического процесса сборочной операции выполняется в соответствии с тактом выпуска или за промежуток времени в кратный такту. Поточная сборка сокращает продолжительность производственного цикла: уменьшает межоперационные заделы, повышает специализацию сборщиков, дает возможность автоматизации и механизации сборочных работ, значительно снижает трудоемкость.
Поточная форма сборки характеризуется следующими факторами:
- закрепление за каждым рабочим местом определенной операции
- ритмичная синхронизация работ на всех рабочих местах
- длительность любой операции равно или кратна такту выпуска
Расчленение рабочих мест соответствует последовательности операций технологического процесса.
2.2 Анализ технологических требований на сборку
Для того чтобы произвести анализ технологических требований на подсборку и установку, имеющихся на чертежах, стандартах и приемочной документации необходимо определить какими технологическими приемами будет обеспечено выполнение каждого требования. Они указываются на сборочных чертежах и сводятся в таблице 2.2.
Таблица 2.2 – Анализ технологических требований.
2.3 Анализ технологичности конструкции деталей установки тахографа на автомобиль ГАЗ-C41R13
Технологичность конструкции изделия в сборке – совокупность свойств изделия, определяющих его приспособленность к технологической подготовке сборочного производства и сборке, и характеризуемых отношением затрат труда
, средств, материалов и времени на их выполнение к значениям соответствующих показателей изделий-аналогов, определенных в принятых условиях производства.
2.3.1 Технологичность конструкции установки тахографа на автомобиль ГАЗ-C41R13 определяется по следующим пунктам
2.3.1.1 В процессе сборки участвуют:
1 деталь
2 прочих изделий
2.3.2.2 В процессе сборки детали, стандартные изделия, прочие изделия и материалы выполняют:
Кантовочные работы - установить кронштейн тахографа (поз.1) на поверхность кронштейна отопителя, совместив отверстие кронштейна тахографа с отверстием кронштейна отопителя и с резьбовым отверстием приварной гайки надставка щитка передка; установить тахограф (поз.2) в посадочное отверстие консоли потолочной; сориентировать колодку белого цвета жгута проводов 38 электрической сети автомобиля относительно 8-ми контактного разъёма "А" тахографа; соединить колодку жгута при совмещении в разъём тахографа; сориентировать колодку жёлтого цвета жгута проводов 38 электрической сети автомобиля относительно 8-ми контактного разъёма "В" тахографа; соединить колодку жгута при совмещении в разъём тахографа; зафиксировать жгут антенны ГЛОНАСС двумя поясками (поз.3) за жгут 229 электрической сети автомобиля и тремя поясками за жгут 38 электрической сети автомобиля.
Разборочные работы - демонтировать болт крепления кронштейна отопителя.
3. Установка тахографа должен гарантировать выполнение размеров без разборки.
4. Приборная панель наибольших габаритных размеров должна по возможности без разборки.
5. Приборная панель не должна деформироваться под действием рабочих нагрузок, ее положение должно быть устойчивым и неизменным.
6. Желательно , чтобы приборная панель обеспечивала установку деталей и сборочных единиц за минимальное количество переходов.
7. Тахограф должен свободно устанавливаться на базовую деталь.
Панели приборов необходимо предусмотреть достаточное установочное пространство.
8. Тахограф сборочная единица необходимо придать геометрическую форму, обеспечивающую их ориентацию базирования, транспортирования и соединения.
2.4 Размерный анализ конструкции деталейзамка багажника нам автомобиль ГАЗ-А63R42
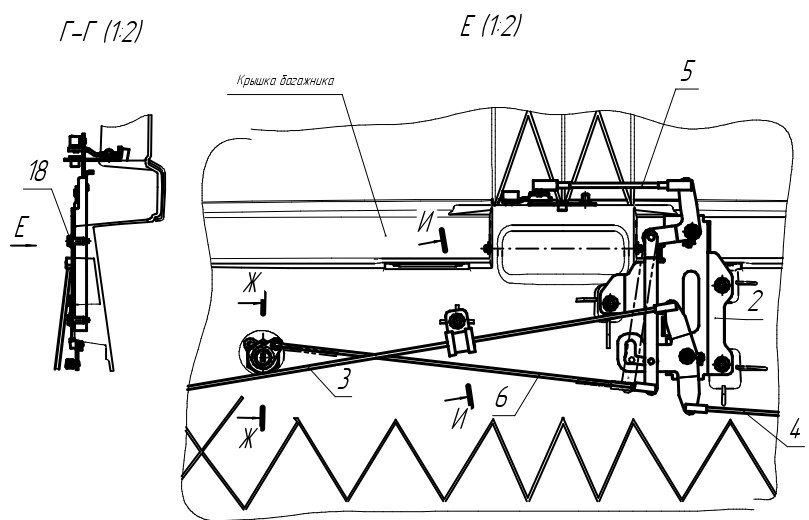
Рисунок 2.4.1 - Эскиз собираемого изделия
Обороты при максимальном крутящем моменте, об/мин – 1200-1600
Тип топлива – дизель
Трансмиссия
Сцепление: механическое
Коробка передач: механическая, пятиступенчатая
Карданная передача: равных угловых скоростей
Ведущий мост:
главная передача: одинарная
дифференциал: конический
полуоси: полуразгруженная
Ходовая часть
Передняя подвеска и задняя подвеска: рессорная со стабилизатором поперечной устойчивости
Амортизаторы: газомасленные
Колеса: 20 R
Рулевое управление
Рулевой механизм: интегральный
Рулевой привод: с ГУР
Тормозная система
Рабочая тормозная система:
передние и задние тормоза: дисковые/барабанные
привод тормозов: пневматический
усилитель: мембранная тормозная камера
Стояночная тормозная система
Привод - ручник
Кузов
Модель – C41R13
Тип - Бортовой
2 Технологический раздел
2.1 Выбор типа производства и определения его организационной формы
Тип производства на данном этапе определяется ориентировочно.
Серийность сборки определяем по данным таблицы 2.1
Таблица 2.1 – Определение типа производства
| Трудоемкость сборки изделия, (ч) | Среднемесячный выпуск изделий при типах производства | |
| Крупносерийное | Массовое | |
| свыше 2500 | - | - |
| свыше 250 до 2500 | свыше 60 | - |
| свыше 25 до 250 | свыше 351 до 1500 | свыше 1500 |
| свыше 2,5 до 25 | свыше 601 до 3000 | свыше 3000 |
| свыше 0,25 до 2,5 | свыше 801 до 4500 | свыше 4500 |
| до 0,25 | свыше 1000 до 6000 | свыше 6000 |
Среднемесячный выпуск изделий, (шт) 8334
Трудоемкость сборки изделия, (ч) 0,01
Трудоемкость сборки изделия определяется по следующей формуле:
, (ч) (2.1)где:
штучное время на операцию чСогласно вышеуказанным данным в таблице 2.1 ориентировочно принимаем массовое производство.
Серийность уточняют по коэффициенту Кз.о. (ГОСТ 14312-23). Коэффициент Кз.о. характеризует степень специализации рабочих мест.
При Кз.о. ≤ 1 - тип производства массовый
10 ≥ Кз.о. ≥ 1 – тип производства крупносерийный
20 ≥ Кз.о. ≥ 10 - тип производства среднесерийный
40 ≥ Кз.о. ≥ 20 - тип производства мелкосерийный
Кз.о. >40 - тип производства единичный
(2.2)где По – число всех операций;
С – число рабочих мест
Исходя из расчетов Кз.о. , получаем крупносерийный тип производства.
Крупносерийное производство характеризуется ограниченной номенклатурой изделий и сравнительно большим объемом впуска. Изделия изготавливаются периодически повторяющимся партиями. На предприятии крупносерийного производства значительная часть оборудования состоит из универсальных станков, оснащенных как специальными так универсальными наладочными и универсальными сборочными приспособлениями.
Целесообразность применения поточной формы организации производства, как наиболее эффективной, для заданного объема выпуска устанавливают на основе сопоставления среднего штучного времени (tшт) с расчетным тактом выпуска (r), т.е. по числу рабочих местRм, приходящихся на одну операцию.
Определяем такт потока изделия по следующей формуле:
, мин (2.3)где:
- действительный фонд времени на оборудования N – программа выпуска
, (ч) (2.4)где: Fn– номинальный фонд времени (Fн = количество рабочих часов в году)
П% - планируемые потери рабочего времени (П% = 3%)
n– число смен
ч (2.5)где: r- такт потока
tшт.ср – среднее штучное время
Rм ≥ 0,6 – принимаем поточную форму сборки производства, если меньше, то стационарную.
Поточная сборка характерна тем, что построение технологического процесса сборочной операции выполняется в соответствии с тактом выпуска или за промежуток времени в кратный такту. Поточная сборка сокращает продолжительность производственного цикла: уменьшает межоперационные заделы, повышает специализацию сборщиков, дает возможность автоматизации и механизации сборочных работ, значительно снижает трудоемкость.
Поточная форма сборки характеризуется следующими факторами:
- закрепление за каждым рабочим местом определенной операции
- ритмичная синхронизация работ на всех рабочих местах
- длительность любой операции равно или кратна такту выпуска
Расчленение рабочих мест соответствует последовательности операций технологического процесса.
2.2 Анализ технологических требований на сборку
Для того чтобы произвести анализ технологических требований на подсборку и установку, имеющихся на чертежах, стандартах и приемочной документации необходимо определить какими технологическими приемами будет обеспечено выполнение каждого требования. Они указываются на сборочных чертежах и сводятся в таблице 2.2.
Таблица 2.2 – Анализ технологических требований.
| № п/п | Содержание техническихтребований | Способ выполнения | Способ Контроля |
| 1 | 2 | 3 | 4 |
| 1 | Завернуть болт с Мкр от 6 до 8 Нм (от 0,6 до 0,8 кгсм). | Пневматический гайковёрт QP1S15D1TD 1/4" 6-гранная вставка 650040_10 1/4″ S=10 | Ключ динамометрический 655345_12 1/4" 6-гранная вставка 650040_10 1/4″ S=10 |
| 2 | Дотянуть болт до требуемого значения момента затяжки при помощи динамометрического ключа. | Ключ динамометрический 655345_12 1/4" 6-гранная вставка 650040_10 1/4″ S=10 | Звуковой |
| 3 | Завернуть разъём с Мкр от 0,85 до 1,15 Нм (от 0,087 до 0,117 кгсм). | Ключ динамометрический 655345_12 1/4" Вставка 6-гранная разомкнутая 650540_8 1/4″ S=8 | Звуковой |
2.3 Анализ технологичности конструкции деталей установки тахографа на автомобиль ГАЗ-C41R13
Технологичность конструкции изделия в сборке – совокупность свойств изделия, определяющих его приспособленность к технологической подготовке сборочного производства и сборке, и характеризуемых отношением затрат труда
, средств, материалов и времени на их выполнение к значениям соответствующих показателей изделий-аналогов, определенных в принятых условиях производства.
2.3.1 Технологичность конструкции установки тахографа на автомобиль ГАЗ-C41R13 определяется по следующим пунктам
2.3.1.1 В процессе сборки участвуют:
1 деталь
-
Кронштейн (поз.1)
2 прочих изделий
-
Тахограф (поз.2) -
Поясок (поз.3)
2.3.2.2 В процессе сборки детали, стандартные изделия, прочие изделия и материалы выполняют:
Кантовочные работы - установить кронштейн тахографа (поз.1) на поверхность кронштейна отопителя, совместив отверстие кронштейна тахографа с отверстием кронштейна отопителя и с резьбовым отверстием приварной гайки надставка щитка передка; установить тахограф (поз.2) в посадочное отверстие консоли потолочной; сориентировать колодку белого цвета жгута проводов 38 электрической сети автомобиля относительно 8-ми контактного разъёма "А" тахографа; соединить колодку жгута при совмещении в разъём тахографа; сориентировать колодку жёлтого цвета жгута проводов 38 электрической сети автомобиля относительно 8-ми контактного разъёма "В" тахографа; соединить колодку жгута при совмещении в разъём тахографа; зафиксировать жгут антенны ГЛОНАСС двумя поясками (поз.3) за жгут 229 электрической сети автомобиля и тремя поясками за жгут 38 электрической сети автомобиля.
Разборочные работы - демонтировать болт крепления кронштейна отопителя.
3. Установка тахографа должен гарантировать выполнение размеров без разборки.
4. Приборная панель наибольших габаритных размеров должна по возможности без разборки.
5. Приборная панель не должна деформироваться под действием рабочих нагрузок, ее положение должно быть устойчивым и неизменным.
6. Желательно , чтобы приборная панель обеспечивала установку деталей и сборочных единиц за минимальное количество переходов.
7. Тахограф должен свободно устанавливаться на базовую деталь.
Панели приборов необходимо предусмотреть достаточное установочное пространство.
8. Тахограф сборочная единица необходимо придать геометрическую форму, обеспечивающую их ориентацию базирования, транспортирования и соединения.
2.4 Размерный анализ конструкции деталейзамка багажника нам автомобиль ГАЗ-А63R42
Рисунок 2.4.1 - Эскиз собираемого изделия