Файл: 2 технологическая часть 1 Существующий технологический процесс изготовления детали.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 25.10.2023
Просмотров: 210
Скачиваний: 4
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Существующий технологический процесс изготовления детали
Существующий технологический процесс изготовления детали отсутствует.2.2 Определение типа производства и величины партии деталейПри расчётах использована литература [1]Характер технологического процесса в значительной мере зависит от типа производства деталей (единичное, серийное, массовое). Это обусловлено тем, что в различных типах производств экономически целесообразно использование различного по степени универсальности, механизации и автоматизации оборудования, приспособлений, различного по сложности и универсальности режущего и измерительного инструмента.режущего и измерительного инструмента.Исходные данные для определения типа производства:1. Объем выпуска деталей в год: N = 85 000 шт/год;2. Масса детали: m = 0,15 кг.Тип производства определяется табличным методом по литературе [1]Таким образом у нас получается серийное производство. Серийное производство условно подразделяется на мелкосерийное, среднесерийное и крупносерийное, в зависимости от размера партии детали.Размер партии детали находится по формуле:(1)где N – годовой объем выпуска, шт. t – число дней, на которые необходимо иметь запас заготовок на складе;Ф – число рабочих дней в году. = 4031 шт.Определяем тип производства, в зависимости от габаритов, массы (веса) и размера годовой программы выпуска изделийИмея годовой выпуск продукции 85 000 штук/год и размер партии детали 4031 штук, производство является среднесерийным.2.3 Обоснование выбора заготовкиПри расчётах использована литература [6]Произведем сравнительный анализ между двумя видами получения заготовок. Это прокат и штамповка. Выбор метода получения заготовкиРасчёт заготовки из проката1. Устанавливаем маршрут обработки детали по наибольшему диаметру: ø50h14 –черновое точение.2. По справочным таблицам назначаются припуски:на диаметр – 3,5мм; на длину – 1,4мм3. Диаметр заготовки Dз, мм, определяется по формулеDз=D+2zo, (2)где D – диаметр обрабатываемой детали, мм;2zo – общий припуск на обработку, ммDз=50+3,5=53,5 мм4.По справочной таблице выбирается размер проката и допускаемые отклонения: ø Длину заготовки Lз, мм, рассчитывается по формуле, (3)где Lд- номинальная длина детали по рабочему чертежу, мм;2zподр- припуск, ммLз=42+2∙1,4=44,8 мм.Принимаем Lз=45±1 мм.5. Объём Vз,см3 , заготовки рассчитывается по формуле , (4)где Dз-стандартный размер проката, см;Lз- длина заготовки, см6. Масса заготовки Gз,кг, рассчитывается по формуле , (5)где ρ- плотность материала, кг/см3, для стали ρ=0,00785V3- объём заготовки, см3кг7. Расход материала рассчитывается по формулеGзп=Gз(100+П)/100, (6)где П–потери в %, для проката П=15%Gзп=0,836(100+15%)/100=0,961кг8.Определяем коэффициент использования материала по формуле, (7)где Gд- масса детали, кг;Gзп- масса заготовки, кг.9. Стоимость заготовки, Cз, руб. ,рассчитывается по формулеCз
=CмGзп- (Gзп-Gд)Cотх, (8)
где См - стоимость 1кг материала заготовки, руб., См=13руб
Сотх- стоимость 1 кг отходов, руб, Сотх=4руб
Сз.п.=![]()
Расчёт штамповки
1.Определяем исходный индекс
Определяем ориентировочная массу поковки по формуле
G = (1,3-1,6)G (9)
G п.р=1,6∙0,15=0,24 кг
Группа стали М2 – так как у стали 45 содержание углерода от 0,30%
Степень сложности определяется путем отношения массы поковки к массе геометрической фигуры, в которую форма поковки вписывается (Мп/Мф).
Масса фигуры в которую вписывается деталь рассчитывается по большему диаметру ø 50 и L=42 по формуле
Gф = Vф (10)![]() где Vф –объем фигуры;
где Vф –объем фигуры;![]() - плотность металла, кг/см3,для стали
- плотность металла, кг/см3,для стали ![]() кг/см3
кг/см3![]() , (11)
, (11)
где D – диаметр детали;
L – длина детали.![]() см3
см3 ![]()
![]()
По таблице 4 определения степени сложности.
Степень сложности – С2
Класс точности поковок – Т2
Исходный индекс – 5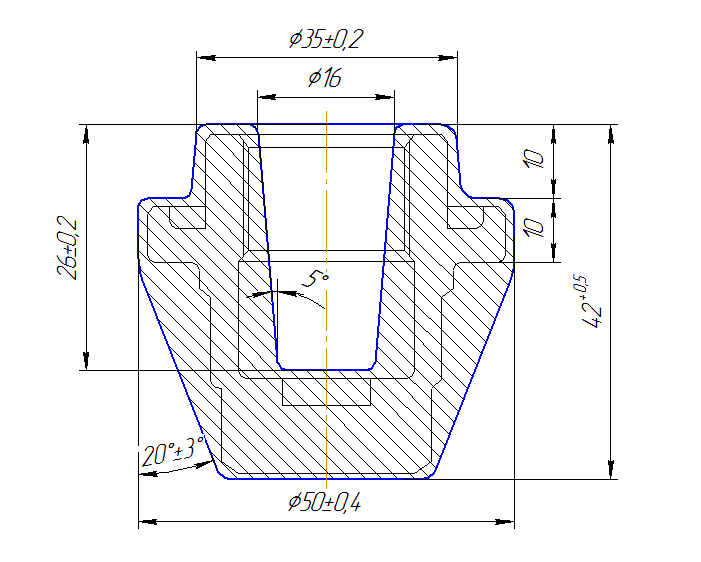
Рисунок 1 – Эскиз заготовки
Определим массу заготовки с помощью построения трехмерной модели в Компас-3D.![]()
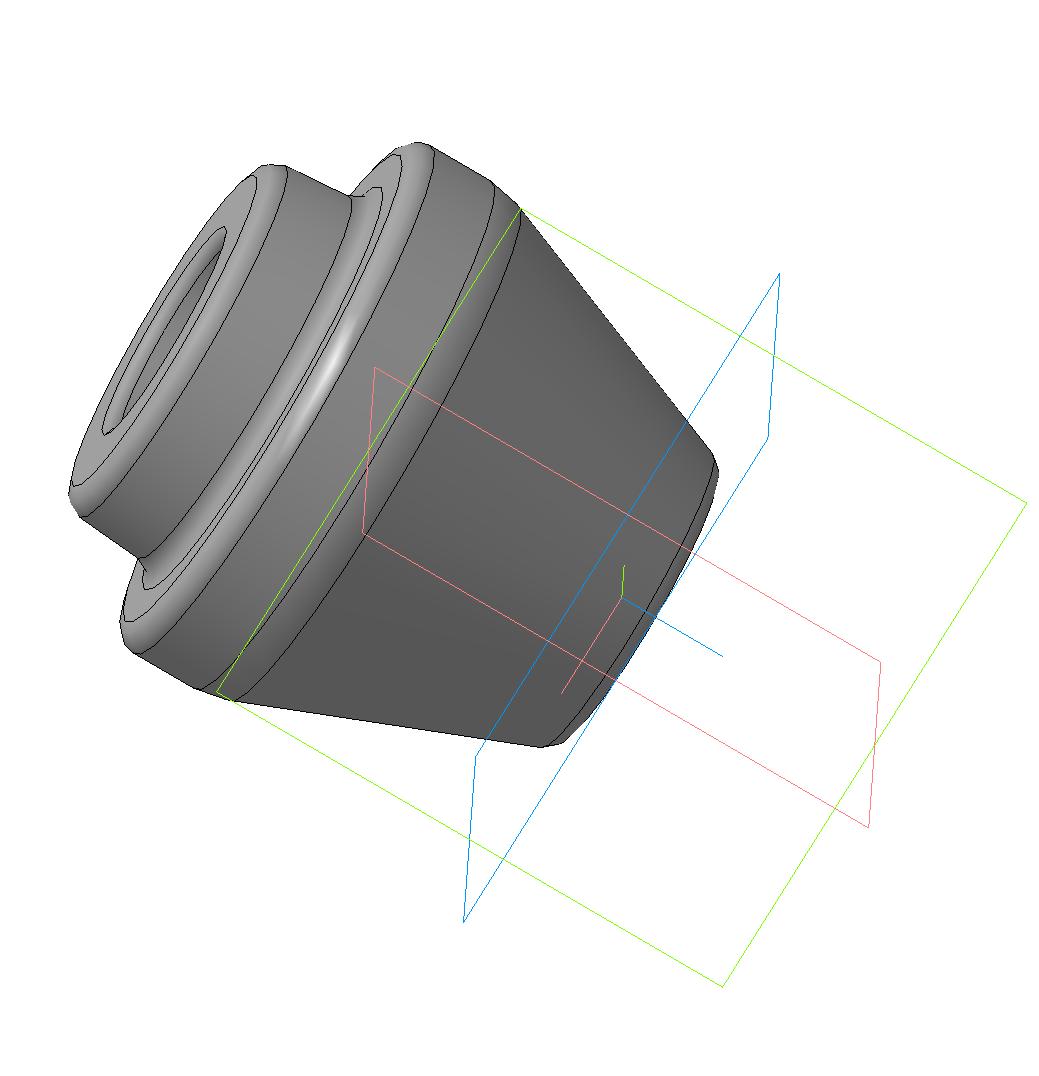
Рисунок 2 – Модель заготовки
Определяем коэффициент использования материала![]()
по формуле (8)![]()
Стоимость заготовки, Cш, руб. ,рассчитывается по формуле (9)
Сз.п.=20 ∙ 0,432 – (0,432– 0,15) ∙4=7,51 руб.
Технико-экономический выбор метода получения заготовки
Экономический эффект, Эм,кг, по использованию материала рассчитывается по формуле
Эм=( Gз1- Gз2)N, (12)
где Gз1 , Gз2 – расход материала, полученный первым и вторым способом, кг
N — годовая программа выпуска, шт., N=85000шт.
Эм=( 0,961-0,432)∙85000=44965 кг
В денежном выражении:
Эм=13∙449650 =584545 руб
Экономический эффект Э, руб, изготовления заготовки в зависимости от выбранного варианта рассчитывается по формуле
Э= (Сз1, - Cз2)N, (13)
где С з1, Сз2 - стоимость заготовки, полученной первым и вторым способом, руб.
Э=(9,25-7,51) 85000=147645 руб
Результаты расчетов сведены в таблицу 3
Таблица 3 – Технико-экономический выбора способа получения заготовки
| Показатели для сравнения | Метод получения заготовки | |
| Прокат | Штамповка | |
| Масса детали, кг | 0,15 | |
| Масса заготовки, кг | 0,961 | 0,432 |
| Коэффициент использования материала | 0,156 | 0,34 |
| Стоимость заготовки, руб. | 9,25 | 7,51 |
| Годовая экономия материала кг(руб.) | - | 44965 (584545) |
| Экономический эффект изготовления | - | 147645 |
| Наиболее выгодный вариант | Штамповка | |
Вывод: технико-экономические расчеты показывают, что штампованная заготовка выгоднее по стоимости и годовому экономическому эффекту.2.4 Расчет припусков и определение размеров заготовкиОпределяем величины припусков на заготовку расчётно-аналитическим методом и заносим в таблицу 4.Таблица 4 – Расчет припусков и определение размеров заготовки
| Вид заготовки и переходы обработки поверхности | Точность заготовки | Элементы припуска, мкм | Расчет.припуск мм | Расчет.размер, мм | Допуск Т, мм | Предельные размеры, мм | Предельные припуски, мм | |||||
| Rz | h | | | наиб | наим | наиб. | наим. | |||||
| Наружная пов-ть | | |||||||||||
| Заготовка- штамповка | 15 | 0,125 | 0,150 | 0,025 | 0,22 | 0,575 | 50 | 0,84 | 50,84 | 50 | - | - |
| Точение черновое | 14 | 0,125 | 0,120 | 0,015 | 0,0135 | 0,575 | 50 | 0,62 | 50 | 49,38 | 0,895 | 0,575 |
| ∑ | 0,895 | 0,575 | ||||||||||