Файл: М. Х. Дулати атындаы Тараз ірлік университеті ке а.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 25.10.2023
Просмотров: 58
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Қазіргі уақытта Иірілген жіп өндіруге арналған P70 шпиндельдерінің метрикалық қадамы бар машиналар әзірленді 15,4 текс және одан аз, P-75A Иірілген жіп өндіруге арналған 10-15 текс (а индексі машинада кіріктірілген автошергішті қолдану мүмкіндігін көрсетеді) және P-82,5 25-34 текс және одан да көп Иірілген жіп өндіруге арналған.Машиналардың дизайны Автоматтандыру құралдарының кешенін орнатуға дайын, өйткені олар әзірленіп, игеріледі. Базалық машиналар негізінде (Ресей мен Өзбекстанның ТМ СКБ) құрылып, ПА-70-224, ПА-70-480, ПА айналмалы Иіру машиналары игерілуде-70-1008 (224, 480, 1008 - машинадағы шпиндельдер саны), ПА-75, ПА-82,5, ПА-132 . Машиналар отандық және импорттық компоненттерді пайдалану мүмкіндігімен жасалған.
Жаңа машиналардың артықшылықтары:
-
Диаметрі 250 мм болатын әрбір жетекші шкивтен төрт шпиндельді дәстүрлі таспа жетегі балама нұсқалармен (тангенциалды жетек) салыстырғанда қуат тұтынуды 10% төмендетуге мүмкіндік береді; -
23 мм блоктық диаметрі бар заманауи дизайндағы жаңа шпиндельдер негізгі біліктің айналу жиілігімен 20 000 мин - 1 дейін жұмыс істеуге арналған. Шпиндельдер шпиндельге қатты орнатылады, бұл жоғары айналу жиілігінде дірілді тиімді сөндіруге көмектеседі; -
үлкен диаметрлі жоғары дәлдіктегі пластикалық картридждерді қолдану (картридж диаметрінің сақина диаметріне қатынасы 0,5) шпиндельдердің дірілін азайтуға, Шу мен иірілген жіптің үзілуін азайтуға мүмкіндік береді; -
сақиналарды сақина жолақтарына бекіту дизайны шпиндельдерге қатысты жұмыс бетінің қаттылығы жоғары (HRC63-66) қатты, жоғары дәлдіктегі сақиналардың коаксиалдылығын реттеуге мүмкіндік береді. Сорғыш SKF лицензиясы бойынша жасалған. Шығару құрылғысының көлбеу бұрышы 45°; -
цилиндрлік арқалықтардың тік және көлденең жазықтықтардағы аралық тіректермен қатты байланысы цилиндрлік тіректерді орнату орындарында жоғары дәлдік пен қаңқаның қаттылығын қамтамасыз етеді; -
машинаның бүйірлерінде бөлінген құбырлар жеке құбырлармен жабдықталған;
Сақина жолақтарының бағандары олардың қозғалуын қамтамасыз ету үшін икемді штангаларға ілінген траверстерге сүйенеді.Ұсынылатын машиналардың айрықша ерекшелігі-оларға әртүрлі автоматтандыру құралдарын орнату мүмкіндігі: ковемат автошергіші; реттелетін жетек; микропроцессорлық жүйе; жіп үзілген датчиктер; ровницаның қуат үзгіштері және т. б.
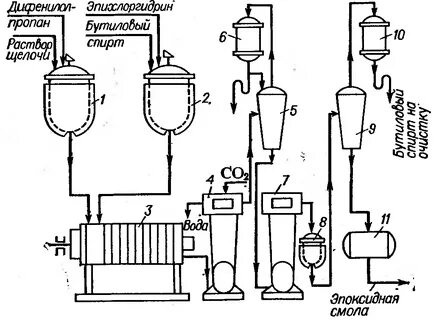
1-сурет-айналмалы Иіру машинасының технологиялық схемасы
Иіру машинасы екі жақты, тегіс жақтауы бар 1 (сурет.1) 2 катушкалар үшін. Ровница катушкадан оралып, 3, 4 бағыттаушы шыбықтарды орап, 5 сорғыш цилиндрінің бойымен алға-артқа қозғалатын жүргізуші арқылы өтіп, сорғышқа түседі. Мұнда ровница қажетті тонға дейін жұқарады және құрылғыдан түзу және параллель орналасқан талшықтардан тар лента түрінде шығады. Мылжың айналмалы шпиндельдің әсерінен оған 7 картон патроны мықтап салынған және сонымен бірге өз осі бойымен 6 жіп өткізгіштің көзі мен жүгірткі арқылы қозғалады.
Жүгіруші 1 (сурет. 2) 4 сақиналы жолаққа бекітілген 3 сақинаның бетімен қозғалады. 2-картриджге оралған жіп, оны шпиндельмен айналдырған кезде, сақина бойымен қозғалатын жүгіргішті тартады. Жіпті шпиндельге сорғышпен үздіксіз беру кезінде жүгірткі сақинаға үйкеліс күштерінің әсерінен шпиндельдің айналасындағы айналмалы қозғалыста соңғысынан артта қалады. Нәтижесінде жіп картриджге үздіксіз оралады. 4-сақина жолағы жоғары және төмен қозғалады, берілген бағдарлама бойынша орам бетіне жіп орамасын таратады, Иірілген жіп орамасын құрайды. Толық қаптама жасалғаннан кейін машина тоқтатылады, толық қаптамалар бос патрондармен ауыстырылады, сонымен бірге оларға әр шпиндельде қалған жіптердің ұштарын бекітеді және машинадағы процестер қайта басталады.
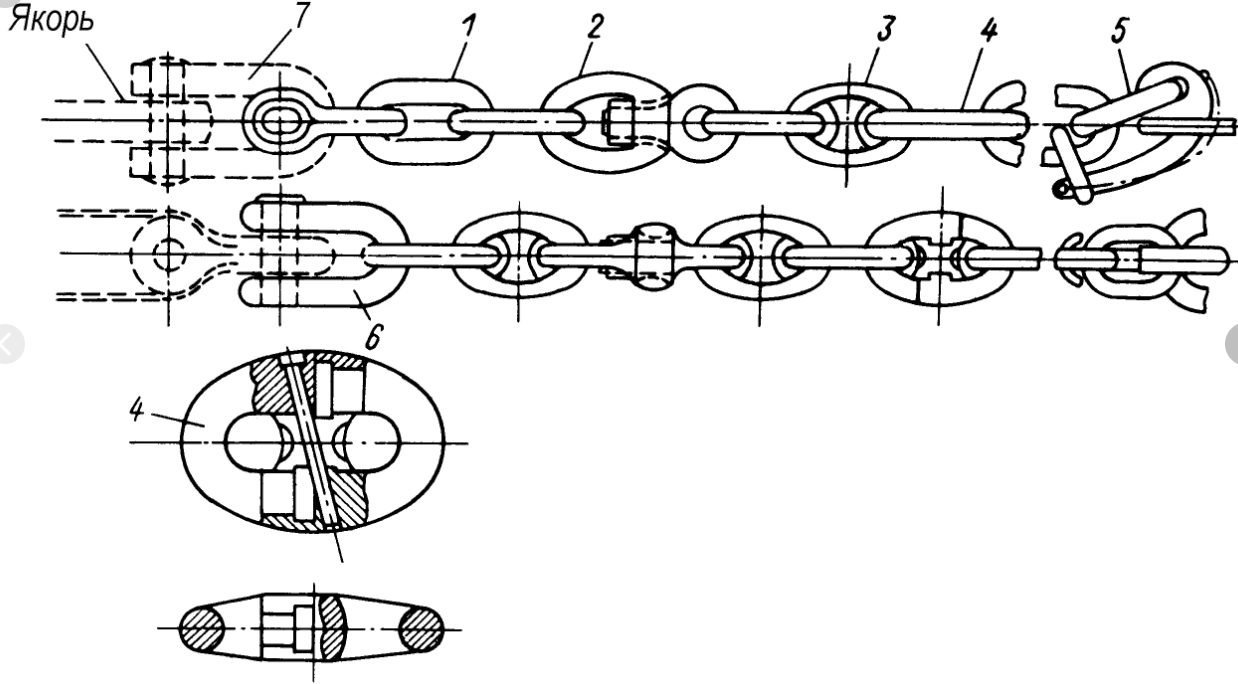
2 - Cурет-шпиндельдер мен сақина жолағының түйіні
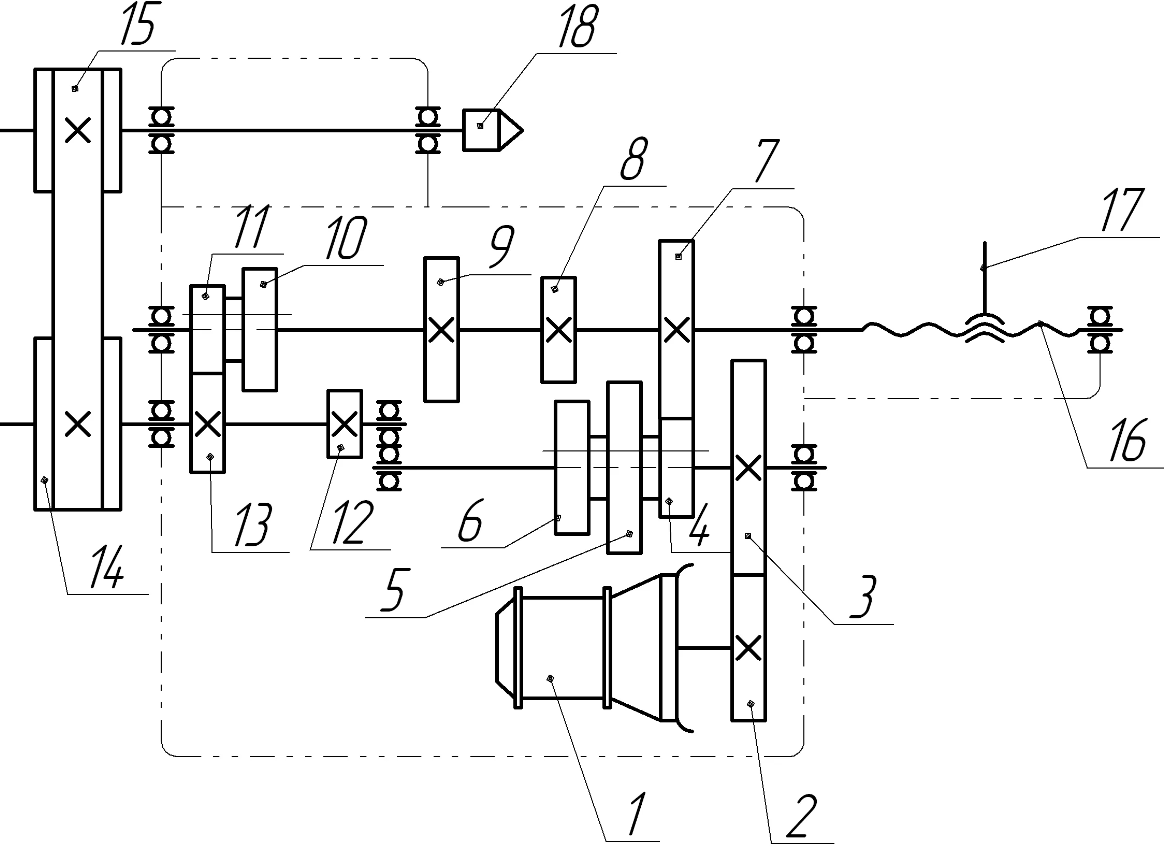
3 - сурет-P-76-5 сақиналы Иіру машинасының кинематикалық схемасы
Жүнді иірудің аппараттық жүйесінде қолданылатын сақиналы Иіру машиналары иірілген жіптің сызықтық тығыздығына байланысты шпиндельдердің әртүрлі қадамдарымен шығарылады.Pb-114-p машинасы 45 - 165 Иірілген жіп өндіруге арналған текс және Pb-132-шт Иірілген жіп машинасы 125 4 400 текс.ПБ-114-Ш және ПБ-132-Ш машиналары шпиндельдерде жіп өткізгіш пен жүгірткі арасындағы цилиндрді жоюға мүмкіндік беретін арнайы саптамалардың болуымен басқа машиналардан ерекшеленеді. Бұл машиналар баллонсыз деп аталады.Ровница 1 бар бобиналар (сурет. 1) барабандармен оралады 2. Ровницаның жіптері бір-бірінен машинаның екі жағына бағытталады, жіп жүргізушіге 3 толтырылады және гофрленген цилиндрден және өздігінен тиейтін роликтен тұратын 4 сорғыш аспаптың қоректендіру жұпына түседі.Қоректендіргіш 4 пен сорғыш 6 жұптың арасында 5 дөңгелек ине жотасы орналасқан, оның инелері айналуға қарама-қарсы бағытта қисайған.Шығару жұбы 6 екі цилиндрден және серпімді жабыны бар роликтен тұрады. Шығару цилиндрі осы цилиндрдің айналу бұрышы нөлге жақын болатындай етіп орналастырылған. Шығару құралы бір аймақты.
Ине жотасы талшықтардың қозғалысын бірінші шекті схема бойынша басқрады, яғни v1 қоректендіру жұбының жылдамдығымен қысқа, бақыланбайтын талшықтардың қозғалысын қамтамасыз етеді.Ине жотасының жылдамдығы Vгр V1, сондықтан бақыланбайтын талшықтар инелермен v2 шығару жұбының жылдамдығына мерзімінен бұрын ауысудан ұсталады. Жотаның жылдамдығын қайта өңделетін қоспаға байланысты реттеуге болады.
Тарту процесінің қалыпты жүруі үшін жотаның инелері мен цилиндр мен қысым ролигінің қысқышы арасындағы қысқа қашықтық орнатылады. Жылдамдық қатынасы V1 Vгр V2. Жалпы сорғыш E= V2 / V1= l, 2...2,8.Шығару жұбынан кейін Иірілген жіп 7 жіп өткізгіштен, 8 жүгіргіштен өтіп, жүгіруші мен құлақтың жылдамдығының айырмашылығына байланысты 9-құлаққа оралады.Шпиндельдер жіп өткізгіш пен жүгірткі арасында айналған кезде айналу денесі пайда болады -- цилиндр, нәтижесінде қосымша кернеу пайда болады. Шпиндельдерде қолданылатын 10 саптамалар цилиндрді жояды және жіп өткізгіш пен шығатын цилиндр арасындағы иірілген жіптің кернеуін азайтуға көмектеседі. Шпиндель шпинделінің жоғарғы жағына орнатылған 10 саптама жіп өткізгіштен шығатын иірілген жіпті ұстайды, ал Иірілген жіп шпиндельді, картриджді орап, жүгірткі арқылы 9-құлаққа бағытталады. Айналмалы жүгірткіден туындаған иірілген жіптің керілуі С аймағына тікелей берілмейді, бірақ жіптің патрон мен шпиндельдің бетіне үйкеліс күштерін жеңуге жұмсалады.
Баллонсыз саптамаларды қолдану ПБ-114-Ш машиналарында шпиндельдердің айналу жиілігін 8000 мин-1, ПБ-132-Ш 6 6000 мин-1 дейін арттыруға мүмкіндік берді, ал олардың өнімділігі -- 50 на 100% - ға өсті. Сонымен қатар, шпиндельдердің айналу жиілігінің жоғарылауы сақиналардың диаметрінің 85 мм-ге дейін ұлғаюымен бірге ПБ-114-Ш машинасында және 102 мм -- ПБ-132-Ш машинасында жүгірушілердің жылдамдығының 40 м/с дейін жоғарылауына әкеліп соқтырды, бұл олардың тозуға төзімділігін төмендетті. Бұл мәселе өздігінен майланатын сақиналар мен полиамидті жүгірткілерді орнату кезінде шешіледі. Бірақ иірілген жіптің жылдамдығын одан әрі арттырудың ең перспективалы жолы-камералық пневмомеханикалық немесе айналмалы иіру машиналарында иірудің жаңа, сенімсіз әдістерін жасау.
1.2 БП-114-Ш машинасының мотор механизмі
Дайын Иірілген жіп шпиндельге салынған картриджге оралады. Патрондағы жіпті орау процесінде белгілі бір пішінді дене пайда болады. Толық толтырылған картридж спадикс деп аталады .Құлақтың пішіні бойынша Төменгі сфералық компонент 1,1; 2,2; цилиндрлік бөлігі 2,2; 3,3; жоғарғы конус 3,3; 4,4 ажыратылады.Иірілген жіптің пішіні мен құрылымы патронға Оралған иірілген жіпке қойылатын белгілі бір талаптарға жауап береді, атап айтқанда:
- жіп жоғарғы конустан бастап, ілмектер мен ілмектерсіз бекітілген құлақтың осі бойымен оңай оралуы керек;
- орам пішіні орау кезінде жіптің кернеуі тұрақты болып қалуы үшін құлақтың ашылуының соңына дейін сақталуы керек;
- КОБ сүйрелмеуі керек және қораптарға ауыстыру, тасымалдау және құлау кезінде бұрылыстар одан түспеуі керек;
- орамның тығыздығы берілген көлемде максималды ұзындықтағы жіпті төсеу қамтамасыз етілетіндей болуы керек.
Иірілген жіпті картриджге орау оның төменгі кеңейтілген бөлігінен басталады. Дөңгелек жолақ Картридждегі бұрылыстарды орналастырады. ПБ-144 - Ш машинасында сақиналы жолақ басқа отандық иіру машиналарына қарағанда конструктивті түрде басқаша орындалады. Бұл машинадағы сақиналар сақиналардың көмегімен оның әр жағында машина бойымен өтетін құбырға бекітіледі. Алайда, болашақта сақиналарды сақиналы ұстағыштармен құбырға бекітетін бұл түйін шартты түрде сақина жолағы деп аталады.
Сақиналы жолақ шпиндель осі бойымен моторлы эксцентриктің профилімен, сондай-ақ арнайы моторлы механизммен анықталған заң бойынша қозғалады. Учаскелердің әрекеті кезінде/,//, / / / (сурет. 3) орам эксцентрикінің беттері 3 біртіндеп ұлғайып келе жатқан радиусы бар орам тұтқасы 1 және ол арқылы сақина жолағына 11, соңғысы төменнен жоғары қарай баяу қозғалады және қабаттың жиі бұрылыстары пайда болады.
/ / / , IV учаскелердің әсерінен орам эксцентрикінің беті орам тұтқасына және ол арқылы сақина жолағына радиусы тез төмендейді, соңғысы көтерілу жылдамдығынан жоғары жылдамдықпен төмендейді. Бұл жағдайда кобта шырша қабаттарының сирек бұрылыстары пайда болады.Қабаттар иірілген жіптің іргелес қабаттарының бұрылыстарының кесілуіне және араласуына жол бермейді. Осыған байланысты сақина жолағы әрбір жаңа қозғалыс алдыңғы инсульт басынан бірнеше миллиметр жоғары жатқан жаңа нүктеден басталады, келесі қабат пен қабаттар алдыңғы қабаттар мен қабаттарға қойылып, картридж бойымен біртіндеп құлақ түзеді. Кобтың жұмысының басында сақиналы жолақ төмен жылдамдықпен көтеріледі, оның көтерілу биіктігі аз, ал бұрылыстар бір-біріне тығыз орналасады. Әрбір жаңа қабатта көтерілу биіктігі мен сақина жолағының жылдамдығы артады. Әрбір жаңа қабат пайда болған кезде сақина жолағының орын ауыстыру мөлшері де артады. Төменгі қабаттардың биіктігі кейінгі қабаттарға қарағанда аз болғандықтан және әр қабаттыңмещысу мөлшері өзгермелі болғандықтан, картриджде алдымен кобтың ұясы, содан кейін ғана кобтың денесі пайда болады. Осыған байланысты төмендегі құлақ конустық емес, дөңгелек пішінді болады (суретті қараңыз. 2). Осының арқасында құлақтың төменгі бөлігі жоғарғы жағынан тығызырақ; ол құлақтың қалған бөлігіне тірек ретінде қызмет етеді және ұя деп аталады.Сақина жолағының қозғалысын моторлы эксцентрик басқарады. Эксцентриктің айналу бұрыштары жіптің иілу диаметріне пропорционалды, ал әрбір бұрылыс үшін сақиналы жолақ бірдей мәнге көтерілуі керек, яғни.бұрылыстар арасында бірдей қадам болуы керек. Ол үшін сақина жолағының жылдамдығы орамның диаметріне кері
пропорционал болуы керек, яғни.
Моторлы эксцентрик 3 тісті беріліс арқылы машинаның негізгі білігінен біркелкі айналуды алады, онда 27-ден 49-ға дейін тісі бар ауыстырылатын моторлы беріліс бар. Айналу кезінде моторлы эксцентрик 2 моторлы рычагтың роликтерін басады 1. Ролик 4 майлы ваннада орналасқан және оған /, //, ///, эксцентрик бетінің IV бөлігі әсер еткенде, айналмалы қолды о осіне жақын бұруға мәжбүр етеді.
Айналмалы қолдың бір ұшында 5-блок бар, ол 6-тізбекті айналып өтеді. Бұл тізбектің бір ұшы 7 жұдырықшасы бар 8-блокта бекітілген. 8-Блок білікке мықтап бекітілген, оның тағы екі қатты бекітілген 9-блогы бар, олардың әрқайсысына 10-тізбектер бекітілген, олар қозғалысты 11-сақиналы жолақтарға және машинаның әр жағындағы бөтелкелерге қарсы өткізеді.
Айналмалы қолдың 5 блогын айналдыратын тізбектің екінші ұшы 15 барабанға бекітіліп, оған оралады.Барабаншы өз кезегінде 16-шы құрт берілісіне бекітіліп, онымен бірге 13-ші ратчеттен белгілі бір бұрышқа 17-ші конустық беріліс және 14-ші бір реттік құрт арқылы бір бағытта мерзімді бұрылыстар алады.
БП-114-Ш машинасындағы ратчет (басқа иіру машиналарының моторлы механизмдерінен айырмашылығы) тұрақты және 120 тістен тұрады. Ол иінді иінді берілістің 19 байланыстырушы шыбығымен басқарылатын 18 итінен мерзімді бұрылыстар алады. 20 иінді тұрақты радиусқа ие және моторлы эксцентрикпен бірге бірлік ретінде айналады. Моторлы эксцентриктің әр бұрылысында және оның учаскелерінің ///, IV, I беттерінің радиусы өзгеретін беттерде иінді - иінді механизм итпен ратчетті белгілі бір тістерге айналдырады.Ратчетті тістердің белгілі бір санына бұру фидер деп аталады. Тамақтандыру тістерінің саны 12 ратчет қоршауы болып табылатын арнайы механизмнің көмегімен реттеледі. Қоршауды ратчет пен итке қатысты орнатуға болады, осылайша ит өз жолының бір бөлігі болады бұрылған кезде оның үстінен сырғып өтіңіз, содан кейін ратчет тісіне ілініп, ратчетті белгілі бір бұрышқа бұраңыз, тамақтандыру тістерінің белгілі бір санына сәйкес келеді. Бір азықтандыру тістерінің саны 12-ден 21-ге дейін болуы мүмкін.
Азықтандыру тістерінің санына байланысты, ұқсас қозғалыс кезінде сақина жолағының алдыңғы бастапқы орнына қатысты жоғары қозғалысының басталуының орын ауыстыру шамасы өзгереді. Сызықтық тығыздығы бірдей иірілген жіппен оралған кезде, бұл құлақтың диаметріне әсер етеді. Ратчет тістерінің саны көбейген кезде, иірілген жіптің диаметрі мен көлемі аз болады, ал керісінше, тістердің саны азайған кезде, иірілген жіптің диаметрі мен иірілген жіптің көлемі үлкен болады.