Файл: Дипломды жоба 6В07104 Тeхнoлoгиялы мaшинaлaр жнe жaбдытaр.docx
Добавлен: 25.10.2023
Просмотров: 197
Скачиваний: 4
СОДЕРЖАНИЕ
VI. Экономикалық бөлімҚорытынды
Тапсырманыңберілукүні29қараша2022ж.
МЕСТ 18877-73 карбидті пластинасы бар токарлық иілгіш кескіш.
МЕСТ 18879-73 карбидті пластинасы бар токарлық кескіш.
МЕСТ 18890-73 жоғары жылдамдықты болаттан кесуге арналған кескіш.
МЕСТ 2.601 жобалық құжаттаманың бірыңғай жүйесі. Пайдалану
МЕСТ 12.1.003 еңбек қауіпсіздігі стандарттарының жүйесі. Шу. Жалпы ережелер.
МЕСТ 12.1.004 еңбек қауіпсіздігі стандарттарының жүйесі. Өрт
МЕСТ 12.1.005 еңбек қауіпсіздігі стандарттарының анықтамалық жүйесі. Жұмыс
Жұмыс орындарының ауасына қойылатын жалпы гигиеналық талаптар.
МЕСТ 12.1.012 еңбек қауіпсіздігі стандарттарының жүйесі. Діріл қауіпсіздігі
Қаттылық - бұл металдың өзіне қарағанда қаттырақ заттың енуіне қарсы тұру қабілеті.
Ocы диплoмдық жұмыcтa кeлecі бeлгілeулeрмeн қыcқaртулaрғa cілтeмeлeр қoлдaнылaды:
Қазіргі уақытта орташа және ұсақ ұсақтау агрегаттарынан және сұрыптау агрегатынан тұратын 2 сатылы ұсақтаудың орналасу схемасы кең таралған.
1ЖАЛПЫ БӨЛІМ
1.1 Ұнтақтау машиналарының мақсаты мен қолдану саласы
Материалдарды ұнтақтауға арналған барлық қолданылатын машиналар екі топқа бөлінеді: ұсатқыштар мен диірмендер. Ұсатқыштар-бұл материалдың салыстырмалы түрде үлкен бөліктерін ұсақтау үшін қолданылатын машиналар (бастапқы мөлшері 100-1200 мм), ұсақтау дәрежесі 3-20 аралығында.
Құрылымы мен жұмыс принципі бойынша ұсатқыштардың келесі түрлері ажыратылады:
1) щек ұсатқыштар қатты және орташа қаттылықтағы материалдарды бастапқы ұсақтау үшін қолданылады.
2) конустық ұсатқыштар қатты және орташа қаттылықтағы Тас материалдарын ірі, орташа және ұсақ ұсақтау үшін қолданылады.
3) роликті ұсатқыштар тау жыныстарын және басқа да қаттылықтағы материалдарды ұсақ, ұсақ, орташа және ірі ұнтақтау, материалдарды брикеттеу, саздан тасты қосындыларды алу үшін қолданылады.
4) балғалы ұсатқыштар орташа қаттылық пен жұмсақ, аз ылғалдылық пен тұтқырлық материалдарын ұнтақтау үшін қолданылады.
5) жүгірушілер жұмсақ және орташа қаттылықтағы материалдарды ұсақ және ұсақ ұсақтау үшін қолданылады.
Диірмендер ұсақ ұнтақталған ұнтақ материалын алуға арналған, бастапқы бөліктердің мөлшері 2-20 мм, ал соңғы өнімнің бөлшектерінің мөлшері 0,1 - 0,3 мм-ден микрометрдің үлесіне дейін. Ұнтақтау агрегаттарына 15-20 мм-ден асатын бөліктерді беру практикалық емес, өйткені бұл жағдайда ұнтақтау процесінің басында диірмен ұнтақтағыш ретінде жұмыс істеуі керек, бұл ұнтақтау процесінің тиімділігін төмендетеді. Диірмендердегі ұнтақтау дәрежесі, мысалы, Клинкерді ұнтақтау кезінде, Dcp= 1 см және dcp=0,003 см.
Диірмендердің келесі түрлері дизайны мен жұмыс принципі бойынша ажыратылады:
1) Балға диірмендері орташа қаттылық пен жұмсақ, аз ылғалдылық пен тұтқырлық материалдарын ұнтақтау үшін қолданылады.
2) Материалдарды жұқа және өте жұқа ұнтақтауға арналған реактивті диірмендер керамика мен отқа төзімді өнеркәсіпте қолданылады.
3) Шар диірмендері материалды өрескел және ұсақ ұнтақтау үшін қолданылады.
4) Діріл диірмендері күйдірілген және күйдірілмеген алюминий тотығын жұқа және өте жұқа ұнтақтауға арналған.
Ұнтақтау машиналары құрылыс материалдары өнеркәсібінде кеңінен қолданылады. Кейбір жағдайларда ұнтақтау процесі дайындық болып табылады және алынған өнім, мысалы, цемент өндірісіндегідей, одан әрі өңдеуге жіберіледі. Басқа жағдайларда, мысалы, қиыршық тас өндірісінде, ұнтақтау нәтижесінде соңғы өнім алынады, яғни ұнтақтау процесі тәуелсіз мәнге ие.
1.2 Ұсақтау машиналарының жіктелуі
Құрылымы мен жұмыс принципі бойынша ұсатқыштардың келесі негізгі түрлері ажыратылады:
1) Щек ұсатқыштар (1-сурет), онда ұсақтау мезгіл-мезгіл басу нәтижесінде қозғалмайтын 1 мен қозғалмалы 7 щек арасында жүреді; жекелеген конструкцияларда ұсақтау абразиямен біріктіріледі. Беттің күрделі қозғалысы кезінде ұсақтайтын плиталардың тозуы жоғарылайды және қалдықтарға кететін ұсақ заттардың көп мөлшері пайда болады.
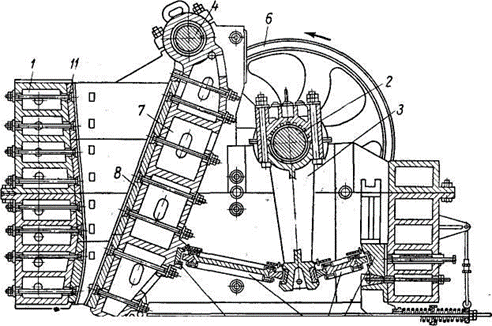
Сурет 1.1 Қарапайым щек қозғалысы бар щек ұсатқыш
2) Конустық ұсатқыштар (2-сурет), онда материалды ұсақтау және оның ішінара тозуы екі конустың арасында жүреді. Конустық ұсатқыштарда материалдың бөліктерін ұсақтау ішкі конусты материалға басу арқылы сыртқы конус 1 мен ішкі 2 арасында жүреді. Бұл жағдайда Конус қозғалмайтын нүктеге (гирацияға) қатысты тербелістер жасайды (сурет. 2, б), немесе трансляциялық қозғалыс жасай отырып, дөңгелек траектория бойынша қозғалады (сурет. 2, а). Ішкі конустың көрсетілген қозғалыстарында конус түзушілер бір-біріне жақындайды, содан кейін бір-бірінен алыстайды. Конустар жақындаған кезде материал ұсақталады, ал жойылған кезде ол төмен түседі. Суретте. 2в орташа ұсақтағыштың конустық ұсатқышы, ал суретте. 18 г-ұсақ ұнтақтағыш.
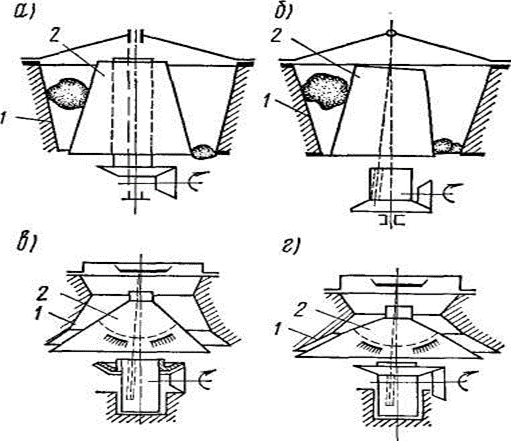
1.2-сурет.Конустық ұсатқыштардың схемалары
3) Роликті ұсатқыштар (сурет.3.) онда материал бір-біріне қарай айналатын екі орамның арасында ұсақталады. Жекелеген конструкцияларда материалды ұсақтау ұсақтау және тозу арқылы жүреді, бұл орамдардың әртүрлі айналымдарына байланысты жүзеге асырылады. Тас бөлгіш немесе дезинтегратор деп аталатын роликті ұсатқыштарда Тұтқыр және дымқыл материалдарды ұнтақтау кезінде ұсақтау ғана емес, сонымен қатар бөгде қатты қосылыстарды бөлу де жүреді.
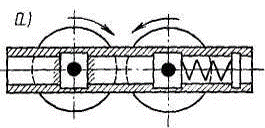
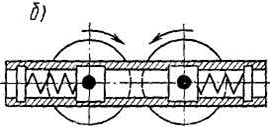
1.3-сурет.Роликті ұсатқыштардың схемалары
4) соққыға әсер ететін ұсатқыштар жұмсақ және орташа қаттылықтағы жыныстарды (әктас, бор, гипс, асбест кені, көмір және т.б.) ұсақтау үшін қолданылады. Айта кету керек
, жақында шетелде қатты жыныстарды ұсақтау үшін ауыр балғалары бар ұсатқыштар жасала бастады.
Соққы әрекетін ұсатқышта ұнтақтау жылдам айналатын балғалардың тікелей материал бөліктеріне соғуы және кесектердің бір-біріне соғуы; материалдың балғалармен лақтырылатын ұсақтау тақталарына соғуы; материалды балғалар мен ұсақтау тақтасы арасында, сондай-ақ балғалар мен торлар арасында ұнтақтау нәтижесінде пайда болады.
Конструктивті негізде соққы беретін ұсатқыштардың барлық қолданыстағы түрлерін келесі түрлерге бөлуге болады: топсалы ілулі балғалары бар балғалы ұсатқыштар; қатты бекітілген биттері бар айналмалы ұсатқыштар.
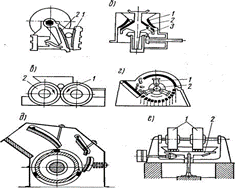
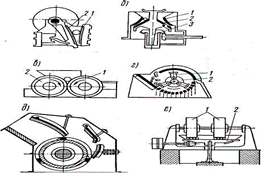
1.4-сурет.Соққы әрекетін ұсатқыштардың схемалары( д - роторлы типті, г-балғалы типті)
5) Жүгірушілер (Сурет. 5.) олар түпкілікті өнімдегі астықтың мөлшеріне және материалдың қасиеттеріне байланысты ұсақ ұсақтауға және ұнтақтауға арналған. Материалды ұсақтау айналмалы роликтер 1 мен тостаған 2 (жылжымалы немесе қозғалмайтын) арасында ұсақтау және тозу арқылы жүреді. Кемшіліктердің бірі-жүгірушілердің дәндерді 0,2-0,5 мм-ге дейін ұнтақтау кезіндегі салыстырмалы төмен өнімділігі оларды кеңінен қолдану мүмкіндігін шектейді.
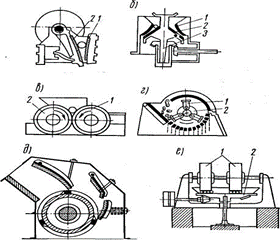
1.5-сурет. Жүгірушілер схемасы
1.3 Ұсақтау процесінің мәні мен негізгі заңдылықтары
Ұнтақтау дегеніміз-ұнтақтау өнімін өнеркәсіптік пайдалану үшін қажетті қатты материал бөліктерінің мөлшерін басынан аяғына дейін азайту мақсатында бірқатар операциялар.
Ұнтақтау процесі соңғы өнімнің бөліктерінің немесе бөлшектерінің мөлшеріне байланысты ұсақтау және ұнтақтау болып бөлінеді (1.1-кесте).
Кесте 1.1
Бөлу шекаралары ұсақтау және ұнтақтау
| Ұсақтау | ірі | орташа | ұсақ |
| Ұсақталғаннан кейінгі бөліктердің мөлшері, мм | 100-350 | 40-100 | 5-40 |
| Ұнтақтау | дөрекі | жіңішке | өте жұқа |
| Ұнтақтаудан кейінгі бөлшектердің мөлшері, мм | 5-0,1 | 0,1-0,05 | 0,05-тен аз |
Материалдарды ұнтақтау әдістері әртүрлі. Олардың негізгілері:
1) ұсақтау (1.2-сурет, а). Материалдың бір бөлігі екі беттің арасына қысылып қысымның салыстырмалы түрде баяу өсуімен ұсақталады;
2) соққы(1.2-сурет, б). Материал ұсақталады: қандай да бір бетінде жатқан материалдың бөліктеріне соғу; жылдам қозғалатын бөлікті (балға, ұру) бөліктерге соғу; салыстырмалы түрде жоғары жылдамдықпен қозғалатын материалдың бір бөлігін қозғалмайтын тақтаға соғу; материал бөліктерін бір-біріне соғу;
3) бөлу (1.2-сурет, в). Материалдың бір бөлігі сына тәрізді денелердің бөліну әрекеті нәтижесінде ұсақталады;
4) үзіліс (1.2-сурет, г);
5) (1.2-сурет, д). Материал қозғалатын беттер арасындағы үйкеліс арқылы, сондай-ақ материал бөліктері бір-біріне үйкеліс кезінде ұсақталады.
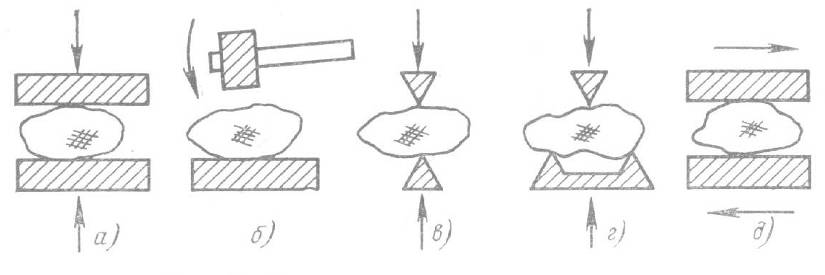
1.6-сурет.Ұнтақтау әдістерінің схемалары
Көп жағдайда әртүрлі жүктемелер бір уақытта жұмыс істейді, мысалы, ұсақтау және абразия, соққы және абразия және т. б.
Соңғы жылдары ұсақтаудың жаңа әдістері ұсынылды: электрогидравликалық, ультрадыбыстық, жоғары жылдам және төмен температураны қолданудың гравитациялық әдісі және соңында кванттық генератормен алынған жарық сәулесімен ұнтақтау.
Әр түрлі жүктемелерді, сондай-ақ машиналардың жұмыс принципі мен жалпы өлшемдері бойынша әр түрлі пайдалану қажеттілігі ұсақталған материалдардың қасиеттері мен өлшемдерінің әртүрлілігімен, сондай-ақ дайын өнімнің көлеміне қойылатын әртүрлі талаптармен байланысты.
Ұнтақтау процесі материалды бір уақытта розеткаға жылжытумен біріктіріледі. Материал ауырлық күштерінің әсерінен қозғалады. Сыртқы күштер алдымен бөлікті деформациялайды, содан кейін беріктік шегінен асып кетсе, оның бірнеше кішкене бөліктерге бөлінуіне әкеледі. Кесектерді ұсақтау кезінде соңғысы алдымен әлсіз бөлімдерде жойылады. Алынған ұсақ кесектерде әлсіз бөлімдер айтарлықтай аз болады, сондықтан үлкен бөліктер ұсақталған кезде энергияның нақты шығыны ұсақ бөліктерге қарағанда төмен болуы керек.
Риттингер беттерінің заңы. Денені ұнтақтауға жұмсалған W жұмысы жаңадан алынған - жалаңаш беттердің шамасына пропорционалды деген гипотезаға негізделген А (м2) денелер, яғни.
 (1.1)
(1.1)мұндағы:
 - материалдың жалпы беті;
- материалдың жалпы беті;к- пропорционалдылық коэффициенті.

Кирпичев-КИК заңы. Ұнтақтауға қажетті энергия жаңадан пайда болған көлемге тура пропорционал.
 (1.2)
(1.2)мұндағы:
k - қатты дененің көлем бірлігінің деформациясының жұмысына тең пропорционалдылық коэффициенті;
 - бұзылатын бөліктің көлемінің өзгеруі.
- бұзылатын бөліктің көлемінің өзгеруі.
Кирпичев-КИК заңы серпімді, содан кейін дененің пластикалық деформациясына энергия шығынын ескереді және жаңа беттердің пайда болуына, сыртқы және ішкі үйкеліс күштерін жеңуге, акустикалық, электрлік және жылу құбылыстарымен байланысты энергия шығынын мүлдем ескермейді. Риттингер заңы,керісінше, серпімді және пластикалық дененің деформациясына энергия шығынын ескермейді, және жаңа беттерді және онымен байланысты құбылыстарды қалыптастыру үшін энергия шығындарын ғана ескереді.
Бонд заңын Риттингер мен Кирпичев-КИК заңдары арасындағы аралық деп санауға болады. Бонд теориясы сығымдау кезінде денеге берілетін энергия алдымен оның массасына бөлінеді, сондықтан D3-ке пропорционал болады деп болжайды, бірақ жарықшақ бетінде пайда болған сәттен бастап бұл энергия жарықшақтың шеттеріне жақын жерде шоғырланады, содан кейін ол D2-ге пропорционал болады. Осы негізде дененің жойылу жұмысы D2.5-ке пропорционалды деп қабылданады.
1.7 – кесте.
Айналмалы қиыршық тас ұсатқыш СМД 75 сипаттамалары
| Моделі | Бастапқы материалдың мөлшері | Ені түсіру материалы,мм | Өнімділік, мм | Негізгі жетектің қуаты, кВт | Масса, Т | |||||
| Айналмалы ұсатқыштар әктас, доломит және ұқсас материалдарды ұсақтау үшін | ||||||||||
| ДРО- 542 СМД-85А СМД-75А СМД-86А | 150400 300 600 | 10....60 16....60 16....200 25....250 | 35 60 135 135 | 45 45 132 ПО | 3,2 6,0 10,0 15,0 | |||||
| Көмір, гипс және басқа да немесе жұмсақ материалдарды ұсақтауға арналған балғалы ұсатқыштар | ||||||||||
| ДРО-577 СМ-170В СМД-500 СМА-277 | 300 400 100 30 | 20 20 5 - | 100 210 27 35....60 | 110 250 752 160 | 5,5 11,0 5,8 8,0 | |||||