Файл: Красножгущуюся, которая после обжига становится красной, и беложгущуюся.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.10.2023
Просмотров: 41
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
В первом периоде (при температуре 150 °С) из изделия уходит механически связанная вода. При резком повышении температуры, прежде всего, испарится вода с поверхности черепка и образуется пленка, которая задержит влагу, находящуюся в середине. Для ее удаления придется повысить температуру, что приведет к парообразованию и разрушению.
Второй период — температура 150—500 °С. В это время удаляется химически связанная вода, изделие краснеет.
Температуру обжига можно определить по цвету накала. Когда изделие начинает краснеть — это 550—600 °С; становится тёмно-красным — 600—700; вишнево-красным с переходом в светло-вишневый — 800—900; ярко-вишневым — 900—1000; темно-оранжевым — 1100; начинается белое каление — 1300; становится белым — 1400 °С.
Печь выключают, а когда она остынет до 200 °С, дверцы печи приоткрывают. Изделие вынимают после полного остывания печи.
Обжиг керамических изделий осуществляется в туннельных печах с автоматическим управлением. Туннельная печь представляет собой длинный канал, выложенный внутри огнеупорной футеровкой. Вагонетки с изделиями, составляющие сплошной поезд, перемещаются в печи и постепенно проходят зоны подогрева, обжига и охлаждения. Максимальная температура обжига кирпича и других стеновых керамических изделий (950 – 1000°С) необходима для спекания керамической массы. Спекание происходит вследствие цементирующего действия расплава эвтектик (жидкостное спекание), реакций в твердой фазе и кристаллизации новообразований.
Обжигать глину удобно в муфельной печи. В печь загружают изделия, предварительно просушенные в течение пяти - шести дней при комнатной температуре. В печи под действием высокой температуры глина теряет связанную с ней химически воду и становится влагоустойчивой и прочной. Обжигают глину примерно около трех часов. Обожженную, но не покрытую глазурью глину называют терракотой. По окончании обжига печь выключают, и изделия остывают прямо в печи.
2.ТРЕБОВАНИЯ К СЫРЬЮ И МАТЕРИАЛАМ
Глинистое сырье, кремнеземистые породы (трепел, диатомит), лессы, промышленные отходы (углеотходы, золы и др.), минеральные и органические добавки, а также упаковочные материалы и средства транспортирования изделий (поддоны) должны соответствовать требованиям действующих нормативных и технических документов на них.
3. Технология производства
Если влажность от 12 до 25% — мы наблюдаем пластичную массу. Податливую, прилипающую к рукам. Ее можно скатать в шарик или колбаску и лепить из нее все что захочется. Из пластичной массы лепят вручную, на гончарном круге, получают слепки и оттиски, на производстве выдавливанием (экструзией) производят кирпичи, раскаткой тарелки. Сушат такие изделия осторожно, накрывая влажной тряпкой или пленкой, ведь при неравномерной сушке могут возникать трещины и изделие может деформироваться. Линейный размер при сушке уменьшается на 5-7%, то есть изделия усыхают (вода испаряется, и частицы приближаются друг к другу).
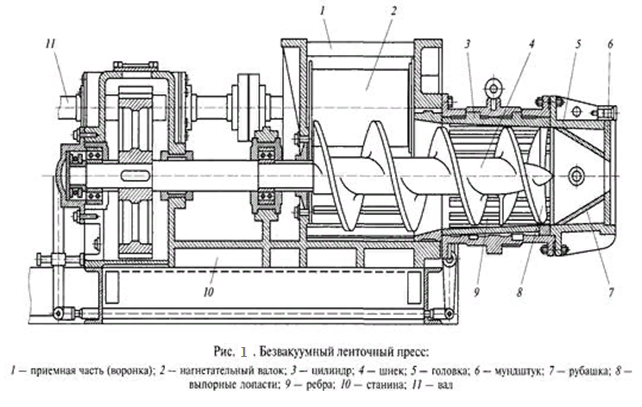
Пластическое формование (W- 17...22%) осуществляют при помощи шнекового (ленточного) пресса. Современный безвакуумный ленточный пресс — сложный агрегат, однако принцип его работы чрезвычайно прост (рис.1). Керамическая масса через воронку / и нагнетательные валки 2 подается на лопасти шнека (червяка) 4, который, вращаясь вокруг своей оси, захватывает массу и перемещает ее в сторону сужающейся части — головки 5. На выходе из головки устанавливается съемная насадка — мундштук 6, отверстие в котором имеет ту или иную форму, зависящую от конкретного изделия. При изготовлении кирпича мундштук имеет прямоугольное отверстие размером 250x120 мм. Под действием давления (1,6...7,0 МПа), развиваемого шнеком, масса выдавливается через отверстие мундштука и выходит в виде непрерывной глиняной ленты, которая разрезается на отдельные кирпичи стальными струнами.
3.1.1. Приемное отделение
Приемное отделение рассчитано на работу с двухкомпонентной шихтой:
—глина–80-90%;
—опила–10-20%.
Дозировка компонентов производится двухотсечным ящичным питателем СМК-214. Глинистое сырье автосамосвалом напрямую подается в больший по объему отсек питателя, расположенного в передней его части. Ленточным конвейером древесные опила загружаются в задний (меньший) отсек питателя и при дозировке ложатся подстилающим слоем под глиной на пластинчатом конвейере, тем самым препятствуя её прилипанию к пластинам. Соотношение компонентов регулируется степенью открытия (поднятия) 2-х шиберов питателя – глины и опил. Отдозированные компоненты создают определенный регламентом состав шихты, и ленточным конвейером подаются на переработку в отделение глинопереработки.
3.1.2. Отделение глинопереработки
Грубое дробление и удаление крупных включений производится на камневыделительных вальцах СМ-1198Б. Два валка, один — гладкий, другой – ребристый, вращаясь с разной скоростью друг против друга, при попадании камней в межвалковое пространство отбрасываются ребрами быстроходного валка, попадают в наклонный лоток и по нему скатываются в бункер отходов. Аналогами вальцов СМ-1198Б являются вальцы СМК-517 и ВК-1. Возможно применение для вышеозначенных целей вальцов с винтовым и гладким валками СМК-194 и КБ-3012.02. Пройдя камневыделительные вальцы, глиномасса по ленточному конвейеру поступает в двухвальный смеситель СМК-126 , где шихта подвергается первичному смешению и, при необходимости, увлажнению. Далее конвейером масса подается на вальцы с гладкими валками, например, СМК-516 или аналоги. Гладкие валки вальцов, вращаясь друг против друга с разными угловыми скоростями с малым зазором между ними, перетирают глиномассу и содержащиеся в ней твердые включения. Зазор между валками выставляется практическим путем, исходя из проходимости конкретной глиномассы через вальцы, и составляет в среднем 3-4 мм. Прижимными скребками глиномасса срезается с валков и по течке поступает в глиномешалку пресса.
3.1.3. Отделение формовки кирпича
Формовка кирпича производится на вакуумном шнековом прессе СМК-217 или его аналогах. Пресс комплектуется вакуум-насосом ВВН-12, оборудуется ресивером и баком для рециркуляции воды в вакуум-насосе. В глиномешалке пресса производится доведение влажности глиномассы до оптимальной формовочной. Пресс также комплектуется мундштуками для формовки полнотелого и пустотелого кирпича. Брус из мундштука пресса непрерывной лентой поступает на автомат многострунной резки (АМВР) КБ045 , где производится резка кирпича в две стадии. Сначала отрезается мерный брус длиной равной толщине 10 шт. кирпича (первый узел АМВР). Затем мерный брус поступает на второй узел многострунной резки АМВР, где разрезается на 10 шт. одинарного или на 8 шт. утолщенного пустотелого кирпича. На третьем узле АМВР – разгрузочном ленточном (или цепном) конвейере производится раздвижка кирпича с зазором в 20-30 мм. Этим же конвейером кирпич-сырец доставляется в зону укладки его на сушильную оснастку – посты укладки оборудуются с 2-х сторон конвейера. Сушильная оснастка – паллета. Укладка кирпича на сушильную оснастку. Формирование транспортабельных пакетов. Загрузка сушил. Так как технологией производства предусматривается искусственная сушка кирпича с работой в круглогодовом режиме, обязательным является использование сушильной оснастки для укладки свежесформованного кирпича на нее перед подачей в сушила. Настоящим проектом для максимальной механизации транспортных и погрузо-разгрузочных операций с кирпичом в качестве сушильной оснастки принимается паллета – металлический решетчатый поддон. Конструкция паллет позволяет производить формирование вертикальных пакетов различной высоты накладыванием их друг на друга. Размеры паллеты в плане – 1220×1220 мм. Вертикальный шаг в паллет в пакете – 220 (250) мм. Пакеты пустых паллет из 5 шт. поочередно подаются на 2 поста укладки, расположенные по обе стороны от разгрузочного конвейера АМВР. Очередная пустая паллета устанавливается на специально оборудованную площадку для удобства работы укладчиков. Количество кирпича в пакете: 5 рядов х 40 шт. = 200 шт. Погрузчик перевозит пакет и устанавливает его в камере сушил. Транспортировка производится по гладкому полу. Следующий пакет устанавливается рядом с первым в первом ярусе. Третий пакет устанавливается над первым на второй ярус с образованием пакета десяти полочной конструкции с количеством кирпича: 2 пакета х 200 шт. = 400 шт. Далее 4-й пакет устанавливается на 2-й ярус над вторым и т.д., загрузка продолжается. Таким образом каждая сушильная камера заполняется 2-мя рядами пакетов в 2 яруса и в глубину 5 рядов с количеством кирпича: 2 ряда х 400 шт. х 5 рядов = 4'000 шт.
3.1.4. Сушильное отделение
Сушка кирпича производится в блоке сушил камерного типа, оборудованного вентиляторами внутренней рециркуляции сушильного агента. Технические характеристики блока приведены ниже. Блок камерных сушил состоит из восьми камер, смесительной камеры, вентилятора нагнетающего, центрального нагнетающего канала и воздуховодов покамерной раздачи теплоносителя к рециркуляционным реверсивным осевым вентиляторам, шиберов и механизмов упраления ими, теплоизолированных шахт выброса отработанного теплоносителя. Осевые вентиляторы расположены в ложном своде и обеспечивают многократную рециркуляцию теплоносителя внутри сушил в целях равномерного обдува кирпичей сушильным агентом и создания одинаковых условий сушки по температуре и влажности по ширине и высоте отдельной камеры. Процесс сушки – периодический. После загрузки сырцом сушка кирпича в каждой из восьми камер производится индивидуально. Контроль и регулирование процесса сушки производится системой автоматизированного управления камерными сушилами (САУ КС) . Для регулирования процесса сушки предусмотрены заслонки (шиберы) с дистанционным управлением на подаче и отсосе теплоносителя в каждой камере. В смесительной камере сушил производится предварительная подготовка параметров теплоносителя перед подачей в центральный нагнетающий канал – здесь смешиваются в необходимых пропорциях горячие газы из остывающих печей и атмосферный воздух для разбавления. Объективный контроль за динамикой параметров сушки в течение каждого цикла в камере производится «сухими» и «мокрыми» термометрами САУ КС. Технические характеристики блока сушил. Габариты камерных сушил,м:—длина по фронту сушил –28,4 — ширина (глубина камеры) –8,3 — высота до верха центрального воздуховода –4,8 Количество камер в блоке, шт. –8 Емкость камеры по кирпичу, шт. –4'000 Расчетный срок сушки, ч – 72 Производительность блока сушил по кирпичу, шт.в год: 32'000 шт. х 365 дней х 24 часа где 0,97 – коэффициент, учитывающий брак в сушке. Вентиляторы блока сушил
| № | Наименование технологического оборудования | Кол-во, шт. | Установленная мощность, кВт | Масса ед., кг |
| 1. | Вентилятор радиальный (нагнетающий) ВР 80-70 № 12,5 | 1 | 18,5 | 840 |
| 2. | Вентилятор осевой (рециркуляционный) ВО 13-284 № 8 | 16 | 3 | 60 |