Файл: Красножгущуюся, которая после обжига становится красной, и беложгущуюся.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.10.2023
Просмотров: 40
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
3.1.5. Разгрузка сушил и формирование пакетов садки для обжига
Разгрузка высушенного кирпича из сушил производится вильчатым погрузчиком в последовательности, аналогичной загрузке, но в обратном порядке. 5-рядный пакет с паллетами высушенного кирпича доставляется на площадку к очередной камерной печи обжига, освобожденной для следующего цикла обжига кирпича. Садчики поочередно выбирают сухой сырец из паллет и производят садку кирпича с формированием полупакетов садки на небольшой плоской платформе. Освободившиеся паллеты обратно складываются в пакет и доставляются погрузчиком к укладчикам кирпича для следующей загрузки свежесформованным кирпичом. Полупакеты садки формируются согласно схеме садки с образованием технологических зазоров между кирпичами для обеспечения полноты обжига. Размеры полупакетов: 1'000 х 1'000 х 840 мм. Количество кирпича – 328 шт.
3.1.6. Обжиговое отделение
Обжиг кирпича производится пакетным способом в камерных печах периодического действия, работающих на природном газе. Обжиговые мощности балансируются вводом в действие печей с нижеуказанными параметрами. Каждая печь работает в автономном режиме, однако по технологическим соображениям и в целях экономии топлива, цикл обжига сдвинут по времени, и в работу они запускаются поочередно в соответствии со сроками обжига. Конструктивно печь представляет собой следующее. При внешних габаритах в плане 4'250 х 3'650 мм стены выполняются двухслойными с использованием в наружном слое керамического кирпича и во внутреннем – теплоизоляционного огнеупорного материала. Общая толщина стены – 500 мм. Под печи выше фундамента выкладывается из шамотного кирпича. Печь перекрывается цельной (одной) съемной теплоизолированной крышкой. Высота печи с крышкой при формировании внутри печи пакетов, состоящих из двух установленных друг на друга стандартных полупакетов, не более 2'300 мм. Загрузка печи производится подъемом и установкой внутрь печи полупакетов садки механизированным захватом, навешанным на крюк опорной или подвесной кран-балки г/п 3,2 тн. Полупакеты устанавливаются друг на друга в 2 яруса и образуют пакет с количеством кирпича: 2 х 328 шт. = 656 шт. Всего в печь загружается 4 таких пакета, соответственно емкость печи по кирпичу = 2'624 шт. После загрузки крышка печи закрывается (с помощью той же кран-балки) , и начинается процесс обжига. Обжиг кирпича в каждой печи производится 6-ю боковыми горелками (по 3 шт. с противоположных сторон печи) среднего давления с принудительной подачей воздуха на горение. Факелы горелок во избежание подвара кирпича подаются в предусмотренные для этого межпакетные зазоры в 400 мм. Внутреннее газоснабжение печей производится от газораспределительного пункта шкафного типа. Давление газа в коллекторе перед печами – 40 кПа. В целях безопасности ведения обжига системой автоматизированного управления (САУ) каждой печи предусмотрены автоматическая отсечка газа при погасании факела горелок, при падении разрежения ниже нормы, при изменениях давления газа выше или ниже нормы, появлении в рабочей зоне загазованности в виде метана или окиси углерода, при отключении электроэнергии и термозапорный клапан при повышении температуры в районе газопровода. САУ также обеспечивает управление, контроль и архивацию технологических параметров обжига. Расчет производительности обжигового отделения.
1.Емкость одной камерной печи по кирпичу, шт. – 2'624
2. Емкость четырех печей, шт. – 10'496
3. Время обжига, час – 24
4. Годовой фонд времени, час – 8'760
5. Нормативный коэффициент брака при обжиге – 0,98
Выгрузка кирпича из печей производится также полупакетами механизированным захватом. Полупакеты устанавливаются непосредственно на транспортные поддоны и, после перевязки или упаковки их в термоусадочную пленку, готовы к отгрузке. Транспортировка их на склад готовой продукции производится тем же погрузчиком. Имеется возможность погрузки кирпича из печей непосредственно на автотранспорт, для чего в производственном корпусе предусмотрены ворота.
3.2. Технологическая схема
При производстве глиняных и огнеупорных кирпичей прессование шихты (одностороннее или двустороннее, однократное
многократное, ударное или плавное) осуществляется в колено-
рычажных, ротационных и гидравлических прессах.
Для производства облицовочных плиток и плиток для полов
используют колено-рычажные прессы.
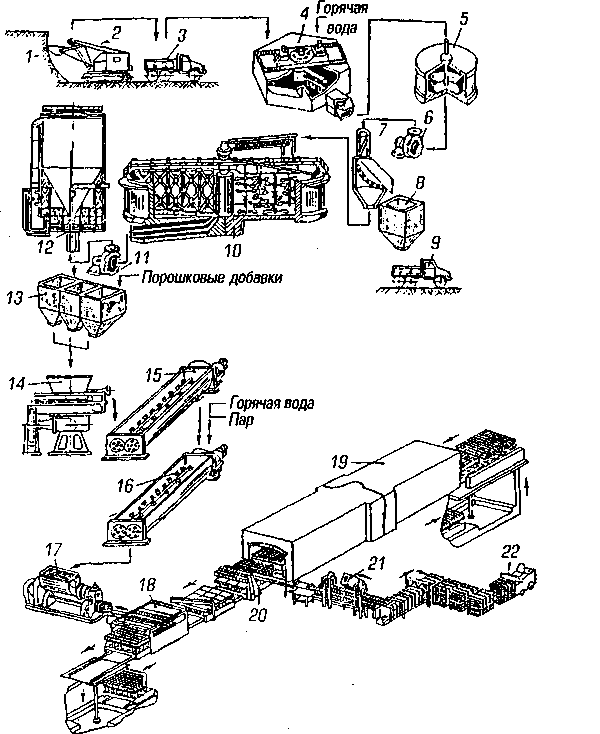
Рис. 2 Технологическая схема производства кирпича методом пластического
прессования с применением распылительных сушилок: 1 — карьер; 2 — экскаватор; 3, 9 — автосамосвалы; 4 — глиноболтушка; 5 — сливной бассейн; 6, 11 — насосы; 7 — дуговое сито; 8 — бункер каменистых включений; 10 — шламбассейн; 12 — распылительная сушилка; 13 — бункер; 14 — дозатор-питатель; 15 — глиносмеситель сухого перемешивания; 16 — глиносмеситель мокрого перемешивания; 17 — ленточный вакуумный пресс; 18 — автоматизированная линия ЦКБ «Строммашина» для резки, отбора и укладки сырца на печные вагонетки; 19 — сушительно-обжиговый конвейер, 20 — разгрузчик обожженных изделий; 21 — пакетировщик; 22 — автопогрузчик, транспортирующий изделия на склад готовой продукции
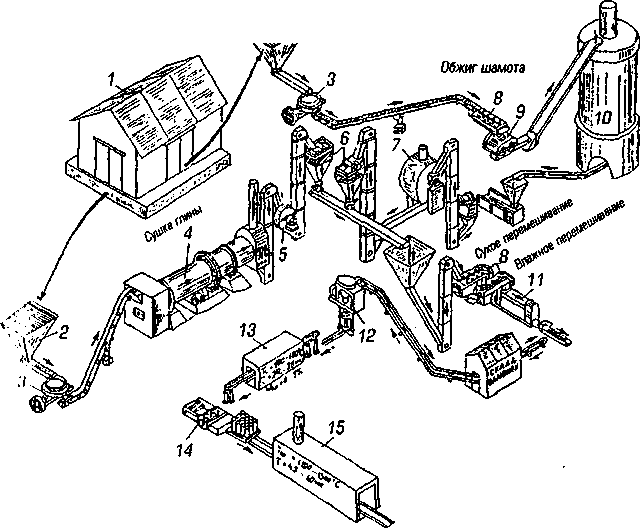
Рис. 3. Технологическая схема производства керамических труб: 1 – склад глины; 2 — бункеры для глины; 3 — стругачи; 4 — сушильный барабан; 5 — дезинтегратор; 6 — грохоты; 7 — шаровая мельница; 8 — смесители; 9 – брикетные вальцы; 10 — шахтная печь; 11 — вакуум-пресс; 12 — трубный прecc; 13 — сушилка; 14 — глазуровочная машина; 15 — печь для обжига
4. Контроль качества
Изделия должны быть приняты техническим контролем предприятия-изготовителя. Изделия принимают партиями. Объем партии устанавливают в количестве не более суточной выработки одной печи. При приемке изделий потребителем партией считают изделия, отгружаемые по конкретному договору (заказу) или изделия в объеме одного транспортного средства, оформленном одним документом о качестве. Партия должна состоять из изделий одного условного обозначения. Качество изделий обеспечивают:
- входным контролем сырья и материалов;
- операционным производственным (технологическим) контролем.
Качество изделий подтверждают приемочным контролем готовых изделий. Приемочный контроль включает в себя приемосдаточные и периодические испытания. Для проведения испытаний методом случайного отбора из разных мест партии отбирают число изделий (образцов) в соответствии с таблицей 1.
Таблица 1 - Число отбираемых изделий (образцов) для проведения испытаний
| #G0Наименование показателя | Число отбираемых изделий (образцов), шт. | Вид испытаний | Периодичность контроля | Метод испытания | |||
| | | Приемо- сдаточные | Перио- дические | | | ||
| Внешний вид, размеры | Камень - 25, кирпич - 35 | + | - | Каждая партия | По 7.3 | ||
| Отклонения от номинальных размеров и формы | | + | - | Каждая партия | По 7.3-7.5 | ||
| Наличие известковых включений | 5 | - | + | Один раз в две недели | По 7.6 | ||
| Наличие высолов | 5 | - | + | Один раз в месяц | По 7.7 | ||
| Средняя плотность | 5 | + | - | Каждая партия | По #M12291 901700526ГОСТ 7025#S | ||
| Водопоглощение | | - | + | Один раз в месяц | По #M12291 901700526ГОСТ 7025#S | ||
| Предел прочности при сжатии кирпича | 10 (или 10 парных половинок) | + | - | Каждая партия | По #M12291 901700489ГОСТ 8462#S | ||
| Предел прочности при сжатии камня | 5 | + | - | Каждая партия | По #M12291 901700489ГОСТ 8462#S | ||
| Предел прочности при сжатии крупноформатного камня | 5 | + | - | Каждая партия | По 7.8 | ||
| Предел прочности при изгибе кирпича | 5 | + | - | Каждая партия | По #M12291 901700489ГОСТ 8462#S | ||
| Морозостойкость | 5 | - | + | Один раз в квартал | По #M12291 901700526ГОСТ 7025#S | ||
Отобранные изделия проверяют на соответствие требованиям настоящего стандарта по размерам, внешнему виду и правильности формы, а затем испытывают. Периодические испытания по показателям водопоглощения, наличию высолов и морозостойкости изделий проводят также при изменении сырья и технологии; по наличию известковых включений - при изменении содержания включений в глинистом сырье. Результаты периодических испытаний распространяют на все поставляемые партии изделий до проведения следующих периодических испытаний. Удельную эффективную активность естественных радионуклидов
- наименование предприятия-изготовителя и (или) его товарный знак;
- наименование и условное обозначение изделия;
- номер и дату выдачи документа;
- номер партии;
- число (массу) изделий в партии, шт. (кг);
- марку по прочности, класс средней плотности, марку по морозостойкости;
- водопоглощение;
- группу по теплотехнической эффективности;
- удельную эффективную активность естественных радионуклидов
- способ изготовления изделий.
При экспортно-импортных операциях содержание сопроводительного документа о качестве уточняется в конкретном договоре на поставку изделий.