ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.10.2023
Просмотров: 249
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| | | | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | | |
| | | | | | | | | |
| | |||||||||||||||||
| | 7 | 27,3 | 2,4 | 9,6 | 4,4 | 4 | 601 | 640 | 6 | С8 | | ||||||
| 23,9 | 2,8 | 10,8 | 5,1 | 4,6 | 14 | ||||||||||||
Для автоматической сварки применим сварочный робот QRC-320 (ри- сунок 15) выпускаемый фирмой CLOOS.  Рисунок 15 - Сварочный робот QRC-320 Краткое описание сварочного робота QRC-320.
| |||||||||||||||||
| | | | | | | | |||||||||||
| | | | | | 45 | ||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | |||||||||||||
| Рекомендуемые области применения: автомобильная промышленность и производство комплектующих. Автомобили специального назначе- ния/строительные машины. Изготовление оборудования, резервуаров и ста- льных конструкций, машиностроение. Роботизированная сварка. Вагоност- роение. Судостроение. Радиус действия робота QRC -320 в подвесном положении представлен на рисунке 16. 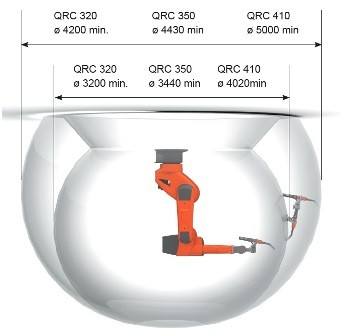 Рисунок 16- Радиус действия QRC-320 в подвесном положении | ||||||
| | | | | | | |
| | | | | | 46 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| 1.10.2 Источник питания QINEO® STEP 600 Источник питания для робота QRC -320 выбираем QINEO® STEP 600 производства фирмы CLOOS (рисунок 17), технические характеристики представлены в таблице 20.  Рисунок 17- Источник питания QINEO® STEP 600 Таблица 20 - Характеристика аппарата QINEO® STEP 600 | ||||||||
| | Модель | STEP 600 | | |||||
| Сварочный ток, А | 40 - 600 | |||||||
| Сварочный ток при ПВ 60 %, А | 600 | |||||||
| Сварочный ток при ПВ 100 %, А | 465 | |||||||
| Напряжение холостого хода, В | 17 - 54 | |||||||
| Напряжение сети, В | 400 / 50 Гц / 3-фазный | |||||||
| Ступени переключения | 4x10 | |||||||
| Кабель подключения, мм2 | 4 x 10 | |||||||
| Защита сети от перегрузок, А | 50 | |||||||
| Вид защиты | IP23 | |||||||
| Класс изоляции | F | |||||||
| Вид охлаждения | F | |||||||
| Размеры Д/Ш/В (без механизма подачи прово- локи), мм | 1226 / 630 / 741 | |||||||
| Вес (без механизма подачи проволоки), кг | 280 | |||||||
| Компактное исполнение, мм | 1226 x 630 x 942 | |||||||
| Вес компактное исполнение, кг | 292 | |||||||
| Максимальноя колея колёс, мм | около 552 | |||||||
| | ||||||||
| | | | | | | | ||
| | | | | | 47 | |||
| Изм. | Лист | № докум. | Подпись | Дата | ||||
| 1.10.3 Выбор заготовительного и сборочного оборудования Выбор сборочно-сварочных оборудования и приспособлений (оснаст- ки) производится в соответствии с предварительно избранными способами сборки- сварки узлов. При разработке данного вопроса необходимо учиты- вать то, что выбор сборочно-сварочного оборудования и приспособлений до- лжен обеспечить следующее:
Приспособления должны удовлетворять следующим требованиям:
1.10.4 Двухосевой позиционер с наклоняемым двухстоечным вращателем | ||||||
| | | | | | | |
| | | | | | 48 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| Двухосевой позиционер -WPEK-G с наклоняемым двухстоечным вра- щателем (рисунок 18). Максимальная нагрузка 5-50 кН. Максимальный радиус свободного вращения 750-1022 мм. Расстояние между планшайбами вращателя 1500-6500 мм. Диапазон вращения планшайб 720°. Макс. скорость вращения 22,5-165°/сек. Диапазон наклона оси вращателя 370° или ±10°. Макс. скорость наклона оси вращателя 3-75°/сек. 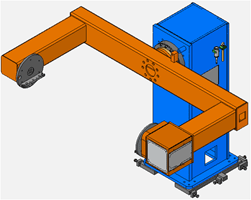 Рисунок 18 - WPEK-G двухосевой позиционер 1.10.5 Сварочная колонна для сварочного робота Сварочная колонна CSTD-V - Колонна с поворотной стрелой и устрой- ством вертикального хода робота( рисунок 19) | ||||||
| | | | | | | |
| | | | | | 49 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
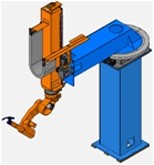 Рисунок 19 - Сварочная колонна CSTD-V Характеристика сварочной колонны для сварочного робота:
1.10.6 Оснастка Для сборки-сварки коромысла была разработана оснастка, позволяю- щая более быстро и точно производить сборку и сварку данной сварной конструкции. Оснастка представляет собой качающийся стол (рисунок 20) на котором располагается комплекс прижимов (рисунок 21). | ||||||
| | | | | | | |
| | | | | | 50 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
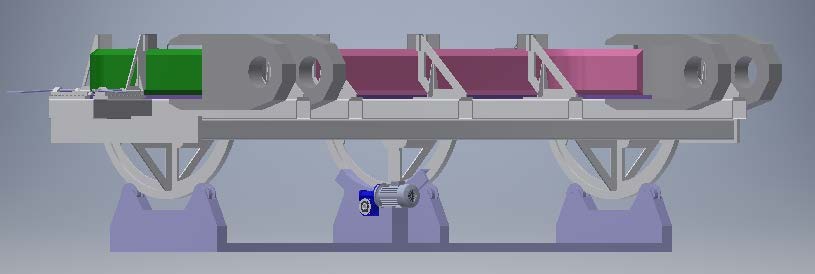 Рисунок 20 – Качающийся стол 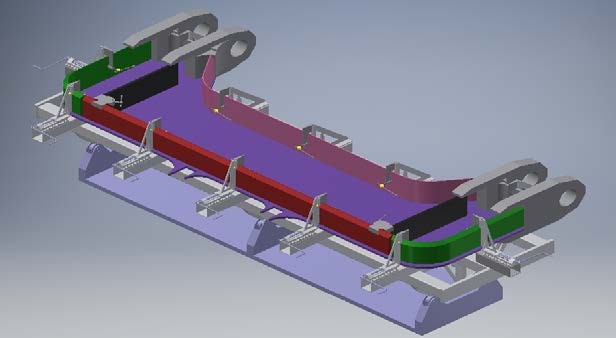 Рисунок 21 – Комплекс прижимов Стол представляет собой металлоконструкцию из квадратных труб 120х120мм, на которой расположен комплекс прижимов. Стол прикреплен на три полукруглые рельсы установленные на роликоопоры. Стол приводится в движение электродвигателем через червячный редуктор. Максимальный угол наклона стола 300. Наклон осуществляется для удобства процесса сварки. Прижимы (рисунок 22) удерживают изделие на столе во время наклона, обеспечивают точность и перпендикулярность установки деталей сварной конструкции. Прижимы представляют собой конструкцию домкратного типа. На противоположной стороне от изделия установлены неподвижные упоры. | ||||||
| | | | | | | |
| | | | | | 51 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
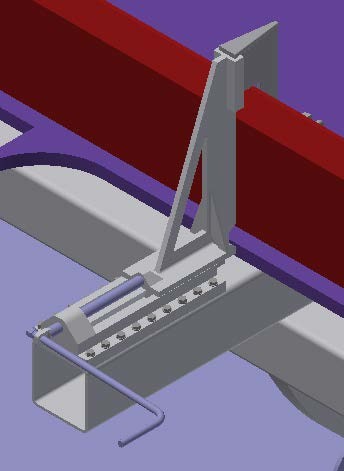 Рисунок 22 – Прижимы На стойке прижима и неподвижных упорах выполнен Т-образный вы- рез для быстрой установки и снятия зажимов (рисунок 23). Зажимы предста- вляют собой струбцины, выполняющую функцию прижатия стенок сварной конструкции к стойкам прижимов, предотвращают от падения стенок, и уме- ньшают деформации при сварке.  Рисунок 23 – Зажим Для крепления ребер жесткости коромысла используем угловые зажи- мы (рисунок 24). Угловые зажимы обеспечивают перпендикулярность ребер и придерживают ребра в нужном положении на время сборки-сварки. Угло- вой зажим представляет собой две планки распложенных перпендикулярно | ||||||
| | | | | | | |
| | | | | | 52 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||