ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.10.2023
Просмотров: 254
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
 между собой устанавливаемые на детали, поджимной винт с рукоятью при- жимающий две прижимных планки.
между собой устанавливаемые на детали, поджимной винт с рукоятью при- жимающий две прижимных планки.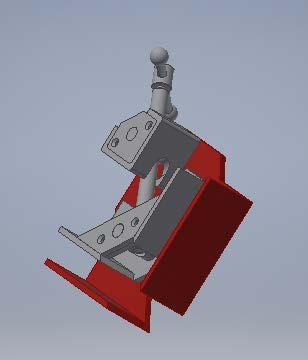
Рисунок 24 – Угловой зажим
1.10.7 Станок термической резки металла с ЧПУ
Станок термической резки металла с ЧПУ (рисунок 25), с рабочей зо- ной от 2500х6000мм, предназначен для термической резки листового метал- ла. Числовое программное управление позволяет вырезать детали любой конфигурации.
Комбинированный станок термической резки с плазменным и газовым резаком может резать металл от 1 до 100 мм. Плазма режет металлы до 20мм, газ от 10 до 100мм.
 Рисунок 25 - Станок термической резки металла с ЧПУ Смена режима плазменной резки на газовую и наоборот происходит просто и быстро благодаря специальной подвеске резаков. Поджиг газового резака происходит дистанционно с пульта оператора. Для безопасной газовой резки установлены обратные огнепреградите- льные клапаны. Основные технические характеристики: Ширина обрабатываемого листа до 2500 мм. Длина обрабатываемого листа – 6000 мм. Габаритные размеры консоли управления: 600*600*1450 мм. Вертикальный ход перемещения резака Z: до 200мм. Количество плазменных резаков, установленных на машине – 1 Количество газовых резаков, установленных на машине – 1 Точность плазменной резки, мм ±0,5. Точность плазменной резки, мм ±1 Скорость перемещения портала до 10000 мм/мин; | ||||||
| | | | | | | |
| | | | | | 54 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| Напряжение питания – 220В, 50Гц Потребляемая мощность, кВт Мощность, потребляемая СК Старт-2М – 1кВт Вес рабочего стола не более 2500 кг. 1.10.8 Технология сварочного процесса
| ||||||
| | | | | | | |
| | | | | | 55 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
1) Перед изготовлением проверить с отметкой о предъявлении детали на пригодность к сборке:
2) Перед изготовлением проверить отметку о предъявлении сварочных материалов на пригодность:
010 Слесарная
| ||||||
| | | | | | | |
| | | | | | 56 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| Оборудование: торцевая шлифовальная машинка ИП-2203А, щетка металли- ческая ГОСТ 28638-90. 015 Зачистка
020 Контроль Визуально контролировать отсутствие в местах сварки заусенец, расслое- ний металла, ржавчины, масляных загрязнений. Оборудование: лупа измерительная ЛИП-3-10Х ГОСТ 25706-83. 025 Сборка
Оборудование: кран мостовой электрический. 030 Контроль
| ||||||
| | | | | | | |
| | | | | | 57 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||