Добавлен: 29.10.2023
Просмотров: 153
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
-
Коэффициент точности обработки
Кт.ч = 1 - ni / (Tini), (1.1)
где Ti– квалитет точности,
ni– число поверхностей детали одинакового квалитета
Кт.ч = 1–36/(7∙2 + 30·14+1·12+1·13+1·11)=0,923
Так как Кт.ч> 0,8, деталь по этому показателю является технологичной.
-
Коэффициент шероховатости поверхности
Кш = 1 - (1.2)
где Rai– параметр шероховатости поверхности детали; mi– число поверхностей с одинаковым параметром шероховатости.
Кш=1–36/(27·12,5+3∙6,3+1·3,2+4·2,5+1·1,6)=0,90 Поскольку Кш > 0,68, по этому показателю деталь технологична.
-
Коэффициент унификации конструктивных элементов детали:
Куэ= Qуэ / Qэ, (1.3)
где Qуэ – коэффициент унифицированных типоразмеров конструкторских элемен-
тов;
Qэ – количество унифицированных элементов в детали
Куэ= 22 / 36 = 0,61
По этому показателю деталь также технологична, так как Куэ> 0,6
-
Коэффициент использования материала
Ким = mд / mз (1.4)
где mд – масса детали, mд = 1,3 кг (из чертежа детали); mз – масса заготовки, mз = 1,6 кг (из заводского техпроцесса) Ким = 1,3 / 1,6 = 0,81
Для исходной заготовки – проката такой показатель достаточно высокий, что свидетельствует об удовлетворительном использовании материала.
Вывод: качественная и количественная оценка показала, что деталь в целом является технологичной, нетехнологичный показатель – наличие глухих отверстий.
1.3 Технические требования на деталь, методы их обеспечения и контроля
Анализируя назначение каждой поверхности, приходим к выводу, что указанные требования точности и шероховатости являются обоснованными и вытекают из требований технологичности, работоспособности, надежности и долговечности узла и всего механизма в целом при изготовлении, сборке и эксплуатации. Технические требования сведены в таблицу 1.4.
Таблица 1.4– Анализ технических требований
| Технические требования | Методы обеспечения | Средства контроля |
 торцевое биение относительно базы А не более 0,04 мм | При обработке поверхности при базировании на базовую поверхность | Биениемер |
| Радиальное биение относительно базы А не более 0,04 мм | При обработке поверхности при базировании на базовую поверхность | Биениемер |
 Отклонение профиля продольного сечения поверхности А не более 0,008 мм Некруглость не более 0,008 мм | При чистовой токарной обработке на станке с ЧПУ | Контрольно-измерительное приспособление |
 Полное торцевое биение относительно базы А не более 0,06 мм | При обработке за один установ с базовой поверхностью | Биениемер |
 Допускаемое позиционное отклонение не более 0,5 на диаметра зависит от допуска на базированную поверхность А | Фрезерно-сверлильная операция на станке с ЧПУ при базировании на базовую поверхность А | Комплексный калибр |
| Ra1,6 | Обеспечивается технологически – тонким точением | Прибор – профилометр |
1
 .4 Установление типа производства, его характеристика
.4 Установление типа производства, его характеристикаДля определения типа производства используем заданный годовой объем выпуска –1000шт. и массу детали – 1,3 кг. Тип производства – среднесерийный.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска, чем в единичном типе производства. При серийном производстве используются универсальные станки, оснащенные как специальными, так и универсальными и универсально-сборными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В серийном производстве технологический процесс изготовления изделия дифференцирован, т.е. расчленен на отдельные самостоятельные операции, выполняемые на определенных станках.
При серийном производстве обычно применяют универсальные, специализированные, агрегатные и другие металлорежущие станки. При выборе технологического оборудования специального или специализированного, дорогостоящего приспособления или вспомогательного приспособления и инструмента необходимо производить расчеты затрат и сроков окупаемости, а также ожидаемый экономический эффект от использования оборудования и технологического оснащения.
1.5 Выбор вида и метода получения заготовки, технико-экономическое обоснование выбранного метода
На выбор способа получения исходной заготовки влияют следующие факторы: вид материала, его физико-механические свойства; объём выпуска изделия и тип производства; размеры и форма изделия и др. Заготовка может быть получена методами литья, прокат и паковка неприемлемы.Литьё под давлением это раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется плёнка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
Сравним два варианта получения заготовки для изготовления стакана.
-
вариант –литье в песчано-глинистые формы Ø122×60 обычной точности по ГОСТ 19497-90, имеет массу 1,6 кг.
Коэффициент использования металла
Ким = mд/mз = 1,3/ 1,6 = 0,81
Стоимость получения заготовки находим по формуле:
Сз= См·mз – (mз – mд)Сотх/1000, (1.5)
где См – цена 1 кг материала заготовки, См = 180 руб.;
Сотх– цена 1 т отходов материала, Сотх= 8000 руб.
Сз = 180∙ 1,87 – (1,87 – 1,3) ∙ 8000 / 1000 = 285 руб
2вариант –литье под давлением.
Расчёт припусков, допусков и кузнечных напусков выполняем по ГОСТ 26645-85
Расчётные данные.
Определим расчётную массу поковки по формуле:
mрп = mд · Кр, (1.6)
где mд – масса детали, кг;
Кр – расчётный коэффициент, Кр = 1,5 (приложение 3). mрп = 1,3 ∙ 1,5 = 1,95 кг
При использовании выбранного оборудования принимаем класс точности 7.
Степень сложности литья определяемпо отношению mрп / mоф, где mоф – масса, описывающей поковку фигуры (цилиндр).
Размеры фигуры:
-
диаметр – 122 ∙ 1,05 = 128,1 мм -
длина – 60 ∙ 1,05 = 63 мм
Масса описывающей фигуры:
Vоф=(3,14 * 12,82 / 4) * 6,3= 810,2
mоф = 7,2 ∙ 810,2= 5 833 г= 5,8 кг (1.7)
Припуски и кузнечные напуски, размеры литья.
ГОСТ 26645-85. Значения припусков и расчётных размеров сведем в табл. 1.5.
Таблица 1.5
| Размеры детали, мм | Шерох. Ra, мкм | Основной припуск, мм | Припуск на обработку, мм | Допуск, мм | Принятые размеры заготовки, мм |
| Ø80 | 3,2 | 2×1 | 2×0,9 | 1.1 | 78.2±0,55 |
| Ø70 | 3,2 | 2×1 | 2×0,55 | 1.1 | 68.9±0,55 |
| Ø95 | 3,2 | 2×1 | 2×0,55 | 1.1 | 96,8±0,55 |
| 55 | 3,2 | 1 | 1 | 1 | 54±0,5 |
| 60 | 3,2 | 1 | 1 | 1 | 61±0,5 |
Определение массы поковки.
Массу литья определяем по 3D модели и ее масс-инерционной характеристики, см.рис.1.1:
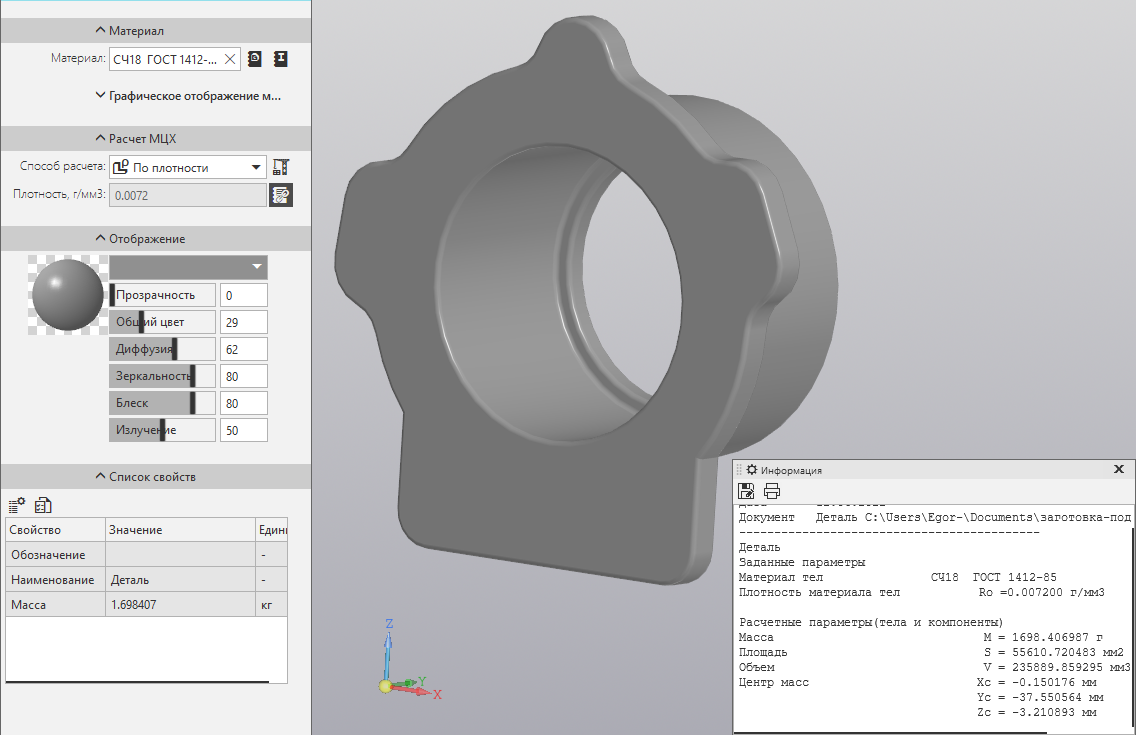
Рисунок 1.1
Определим расход материала на деталь с учётом неизбежных технологических потерь (угар и т.д.) равным 10%:
mзп = mз ∙ (100 + 10) / 100 = 1,7 ∙ 1,1 = 1,87 кг (1.8)
Коэффициент использования материала:
Ким = mд/mзп = 1,3 / 1,87 = 0,69
Стоимость литья по давлением:
Сз = См·mз – (mз – mд)Сотх/1000,
где См – цена 1 кг материала заготовки, См = 220 руб.;
Сотх – цена 1 т отходов материала, Сотх = 8000 руб.
Сз = 220 ∙ 1,6 – (1,6 – 1,3) ∙ 8000 / 1000 = 406 руб
Результаты расчетов двух вариантов сведём в таблицу 1.6
Таблица 1.6
| Наименование показателей | Варианты заготовок | |
| Вид заготовки | Литьё в ПГФ | Литьё под давлением |
| Класс точности отливки | 9 | 7 |
| Степень сложности | P4 | P3 |
| Масса заготовки, кг | 1,87 | 1,6 |
| Ким | 0,69 | 0,8 |
| Стоимость материала за кг, руб. | 180 | 220 |
| Стоимость заготовки, руб. | 285 | 406 |
1.6 Расчет припусков и предельных промежуточных размеров (на наиболее точную поверхность расчетно-аналитическим методом, на остальные – статистическим)
I. Расчетно-аналитический метод.
Элементарная поверхность для расчета припусков Ø80JS7(±0,015)с Ra 3,2 мкм.
Параметры поверхности заготовки по ГОСТ 7505-85 – T0 = 1,6 мм, Rz = 80 мкм, h = 80 мкм.
Технологический маршрут обработки поверхности и элементы припусков Rz и h для переходов:
-
черновое точение – квалитет 12, T1 = 0,35 мм, Rz = 50 мкм, h = 50 мкм; чистовое точение – квалитет 10, T2 = 0,087 мм, Rz = 20 мкм, h = 20 мкм; -
тонкое точение – квалитет 7, T3 = 0,046 мм, Rz = 5 мкм, h = 5 мкм.
Качество поверхности поковки: Rz = 200 мкм, h = 300 мкм.
Суммарное пространственное отклонение поверхности заготовки при её обработке в центрах:
где ∆Σ???? - общее отклонение оси от прямолинейности;
∆ц - смещение оси заготовки в результате погрешности центрирования.
Общее отклонение оси от прямолинейности
∆Σ????= ∆???? × ???? , (1.10)
где ∆???? – отклонение оси детали от прямолинейности на 1 мм длины, ∆????= 2мкм; l – длина поковки, ????=61 мм.
∆Σ????= 2 × 61 = 122мкм
Смещение оси заготовки в результате погрешности центрирования
где Т – допуск на диаметральный размер базы заготовки, используемой при центрировании, Т = 600 мкм.
Суммарное пространственное отклонение поверхности:
∆заг=√1222+1442=188мкм
Величина остаточного пространственного отклонения
∆ост= ????у × ∆заг, (1.12)
где ????у - коэффициент уточнения.
∆1= 0,06 × 188= 11,28≈ 11 км
∆2= 0,05 × 25 = 1,25 ≈ 1 мкм
∆3= 0,04 × 1= 0,2 мкм (ниже 1 мкм, в расчётах можно не учитывать) Погрешность установки заготовки в центрах
????1 = ????2 = ????3 = ????4 = 0 (1.13)
Расчёт минимальных значений припусков на обработку заготовки, установленной в центрах
На черновое точение - 2????2???????????? = 2 × [(50 + 50) + √522 + 0] = 304 мкм ≈ 0,3 мм
На чистовое точение -2????3???????????? = 2 × [(20 + 20) + √252 + 0] = 130 мкм ≈ 0,13 мм
На тонкое точение -2????4???????????? = 2 × [(5 +5) + √12 + 0] = 70 мкм ≈ 0,07 мм
Минимальные расчетные размеры по переходам
| dmini-1 = dmini + 2zmini, dmin3 = 80,015мм dmin2 = 80,015 + 0,07 = 80,085мм dmin1 = 80,085 + 0,13 = 80,215мм dminзаг = 80,215 + 0,3 = 80,515 ≈ 80,5мм Максимальные расчетные (округленные) размеры | (1.15) |
| dmaxi= dmini+ Ti, dmax3 = 80,015 + 0,046 = 80,061 мм dmax2 =80,085 + 0,087 = 80,172мм dmax1 = 80,215 + 0,35 = 80,565 мм dmaxзаг = 80,5 + 1,6 = 82,1 мм Определяем предельные минимальные припуски | (1.16) |
| 2zminiпр = dmini-1 – dmini, 2zmin3пр = 80,085 – 80,015 = 0,07 мм 2zmin2пр= 80,215 – 80,085 = 0,13 мм 2zmin1пр= 80,5 – 80,215 = 0,285 мм Определяем предельные максимальные припуски | (1.17) |
| 2zmaxiпр = dmaxi-1 – dmaxi, | (1.18) |