Добавлен: 30.10.2023
Просмотров: 1487
Скачиваний: 16
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Сварочный ток разделен резисторами Я и Ю. на два регулируемых потока (один проходит через деталь, а другой — через присадочную ленту). Это дает возможность регулировать скорость плавления присадочной ленты 3. Кроме тепла сварочной дуги, на ленту воздействуют капли расплавленного металла электрода и сварочной ванны. Электродную проволоку подают под углом а, что обеспечивает интенсивное перемешивание металла в ванне и расплавление ленты. Производительность этого способа наплавки высокая (до 18 кг/ч), толщина наплавленного слоя до 8 мм. В качестве наплавочных материалов рекомендуется использовать порошковую проволоку ПП-ТН250 и присадочную ленту ПЛ-АН101. По результатам испытаний было установлено, что износостойкость опорных роликов по сравнению с новыми в 1,6—1,7 раза больше. Наплавку проводят на установке, обеспечивающей производительность не менее 25 деталей в смену.
Ремонтируют опорные катки также установкой дополнительных ремонтных деталей. Например, беговые дорожки протачивают на токарном станке до определенного диаметра. Изготовленные заранее стальные кольца (бандажи) нагревают до температуры 300—400°С, напрессовывают на беговые дорожки и приваривают с обоих торцов. Однако этот способ не обеспечивает надежного качества, поскольку бандаж при работе постепенно растягивается, сварочные швы разрушаются и бандаж через некоторое время отстает от опорного катка. Для устранения этого недостатка предлагается на бандаже изнутри протачивать глубокие фаски, которые позволяют глубже проплавлять бандаж и ремонтируемую деталь
(рис. 4.61). В этом случае прочность сварного соединения повышается, а использование материала бандажа, более износостойкого по сравнению с металлом опорного катка, повышает износостойкость отремонтированного катка.
Для восстановления опорных катков направляющих колес и поддерживающих роликов с большими и неравномерными износами ободьев целесообразно использовать способ заливки жидким металлом (например, высокопрочным чугуном) в специальные формы (кокили), изготавливаемые из серого чугуна СЧ15-32.
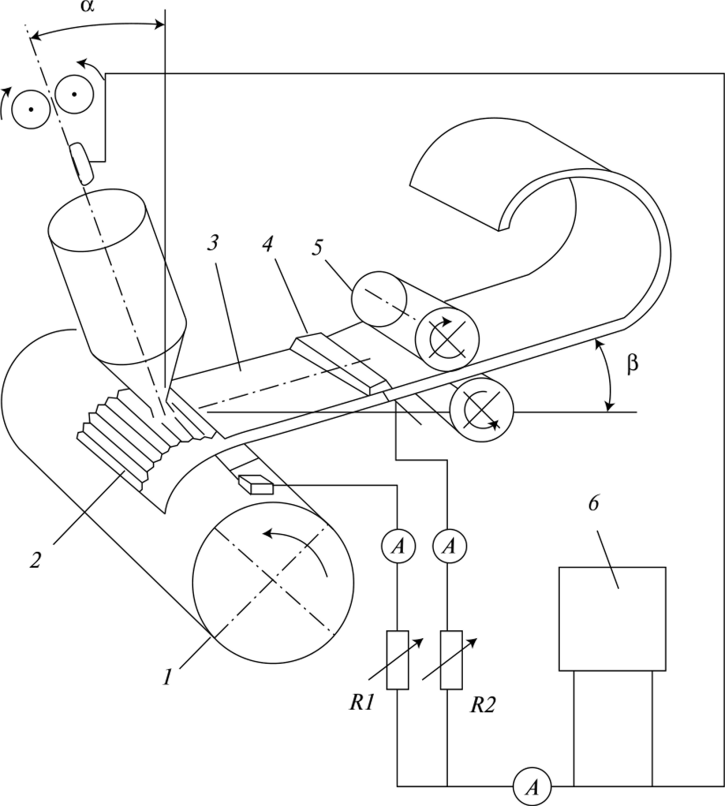
Рис. 4.60. Схема широкополосной наплавки детали:
7 — деталь; 2 — наплавленный слой; 3 — присадочная лента; 4 — токопровод; 5 — подающие валики; 6 — источник питания.
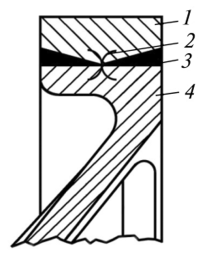
Рис. 4.61. Опорный каток, восстановленный постановкой бандажа:
1 — бандаж; 2 — зона проплавления; 3 — сварка; 4 — опорный каток
Технологический процесс восстановления деталей заливкой жидким металлом состоит из подготовки металла, установки на стенд изношенной детали, собственно заливки и извлечения детали из кокиля. На очищенную от грязи, масла и ржавчины деталь наносят специальный флюс, нагревают ее ТВЧ в индукторе и помещают в форму. Жидкий чугун заполняет промежуток между стенкой формы и поверхностью изношенной детали.
На качество сплавления металлов существенное влияние оказывают предварительная подготовка поверхности, температура детали и заливаемого металла, способ заливки и др. Качество сплавления повышается с увеличением шероховатости поверхности. Последовательность выполнения операций представлена на рис. 4.62. Опорный каток /, поднятый из кокиля 3 пневмоцилиндром 5, нагревают ТВЧ от индуктора 2 до температуры 1000— 1100°С (I). Нагретый опорный каток опускают в кокиль и перемещают кареткой 4 по направляющим в позицию II, где из ковша 9 в кокиль заливают чугун. После заливки кокиль при помощи штурвала 8 опрокидывают (III). Остывший опорный каток пневмоцилиндром выпрес- совывается из кокиля и падает на склиз 6, а оттуда — в контейнер- накопитель.
Ремонт ходовой части колесных тракторов и автомобилей. Продольные балки рам автомобилей изготавливают из сталей 30Т, 25, 15ГЮТ и 19ХГС, поперечины — из сталей 08, 08кп, 20, 20кп, 15ГЮТ, 20 и др.
Погнутые или скрученные продольные балки правят в холодном состоянии с помощью винтовых и гидравлических переносных приспособлений или на стендах с гидравлическим прессом. Поврежденные кронштейны заменяют новыми.
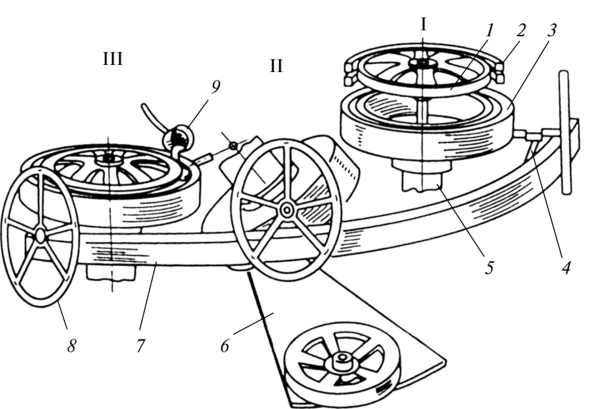
Рис. 4.62. Схема установки для заливки опорных катков:
/ — опорный каток; 2 — индуктор ТВЧ; 3 — кокиль; 4 — каретка; 5 — пневматический цилиндр; 6 — склиз; 7 — рама; 8 — штурвал; 9 — ковш
Ослабление заклепок определяют по дребезжащему звуку и их перемещению под ударами молотка массой 250 г. Их заменяют новыми. Изношенные отверстия под заклепки развертывают под их увеличенный диаметр или заваривают на медной подкладке с последующей обработкой под чертежный размер.
Трещину в продольной балке или поперечине разделывают под углом 70—90°, а ее конец засверливают сверлом диаметром 4 мм. Заваривают трещины на постоянном токе обратной полярности электродами УОНИ 13/55 или ОЗС-6 диаметром 4—6 мм. Для увеличения предела выносливости сварной шов и поверхность по обе стороны от него на расстоянии 3—4 мм упрочняют наклепом с помощью пневматического молотка со сферическим бойком диаметром 4,5 мм. Диаметр отпечатка не более 3 мм.
Трещины большой длины заваривают. На поврежденный участок устанавливают прямоугольную или ромбовидную накладку. Прямоугольные накладки приваривают только продольными швами. Если трещина проходит через все поперечное сечение продольной балки, то ее заваривают, а на поврежденный участок на заклепках устанавливают накладку коробчатого сечения.
Рессоры изготавливают из сталей 60С2, 50ХГА и др. Основной показатель их технического состояния — стрела прогиба, которую определяют в свободном состоянии и под нагрузкой. При стреле прогиба меньше допустимой и наличии других дефектов рессору разбирают.
Балки передних мостов автомобилей выполняют из сталей 45, ЗОХ, 40Х и др. При наличии обломов и трещин их выбраковывают. Изгиб и скручивание проверяют на специальном стенде. Если есть отклонения геометрических параметров, то балку правят в холодном состоянии. Изношенное отверстие под клин шкворня обрабатывают под ремонтный размер. Отверстие под шкворень растачивают и в него запрессовывают втулку, которую затем обрабатывают под чертежный размер. Изношенные бобышки по высоте, следы повреждений и неравномерный износ площадок под рессоры устраняют фрезерованием.
Поворотные кулаки изготавливают из сталей 40Х, 35Х и др. Детали с обломами, трещинами и с изношенными конусными отверстиями под рычаги выбраковывают. Износ проушины под бобышку балки переднего моста устраняют фрезерованием. Для обеспечения номинального зазора между бобышкой балки и проушиной поворотного кулака при сборке устанавливают шайбы. Изношенные втулки под шкворень заменяют новыми.
Шкворни поворотных кулаков сделаны из сталей 18ХГТ, 50, 45 и др. Шкворни с обломами и трещинами выбраковывают. Изношенные шкворни восстанавливают железнением и другими способами.
Ступицы направляющих колес тракторов изготавливают из серого чугуна. Детали с трещинами и изломами заменяют новыми. Изношенные резьбовые отверстия рассверливают и нарезают в них резьбу увеличенного размера. Посадочные места под подшипники и отверстия под обойму сальника восстанавливают установкой втулок.
Трещины в дисках колес тракторов заваривают, сварные швы зачищают, погнутые диски правят. Ослабленные заклепки срубают, отверстия развертывают и устанавливают заклепки увеличенного размера.
Покрышки автомобилей подвергают двум видам ремонта: местному, при котором устраняют проколы, прорывы, разрезы; восстановительному, предусматривающему наложение нового протектора.
Заключение
Правильная эксплуатация и ежедневное техническое обслуживание позволит долго прослужить нашей технике. Для этого не надо быть супер умным или гением. Надо всего лишь быть внимательным и трудолюбимым. И тогда вам и вашей технике будеть намного легче жить.
Литература
-
https://bstudy.net/ -
https://ru.wikipedia.org/wiki/ -
https://nivovod.ru/ekspluatatsiya-i-obsluzhivanie/ustroystvo-avtomobilya-dlya-nachinayuschih-stroenie-mashiny/ -
https://hydro-maximum.com.ua/a342667-sistema-tehnicheskogo-obsluzhivaniya.html -
https://ustroistvo-avtomobilya.ru/traktora/remont-hodovoj-chasti-gusenichny-h-mashin/ -
https://autoassa.ru/blog/planovoe-avtomobilya-chto-vhodit-kak-kontrolirovat/ -
https://wheelnews.ru/obschee-ustroystvo-avtomobilya-kratko-i-ponyatno/ -
https://studopedia.ru/29_57246_obshchee-ustroystvo-traktorov.html -
https://studme.org/187876/tehnika/hodovaya_chast_upravlenie_traktorov_avtomobiley