Файл: Общий раздел. Служебное назначение, техническая характеристика изделия, детали. Определение типа производства.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 515
Скачиваний: 7
Для изготовления моей детали на предприятии используют стандартные приспособления для токарных станков.
Токарный патрон – это основной элемент оснастки токарного станка, зажимное устройство обеспечивающее фиксацию заготовок на шпинделе. Применение патронов позволяет производить обработку на высоких скоростях вращения, обеспечивает точность установки и необходимое усилие зажима.
Данный элемент оснастки изготавливается из прочных марок чугуна или закаленной инструментальной стали, имеет различные варианты исполнения, обеспечивающие широкие возможности обработки деталей различной конфигурации.
Эскиз трехкулачкового токарного патрона представлен на рисунке 10
Р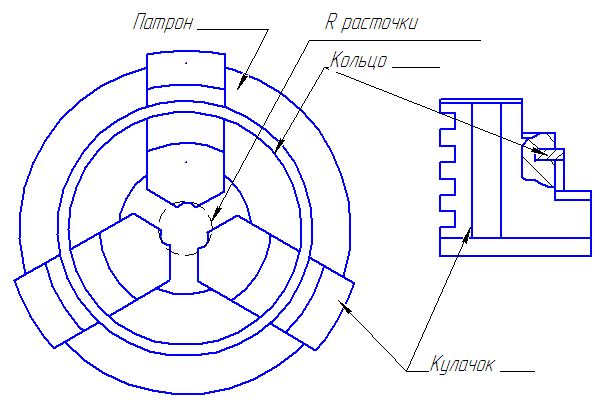
исунок 10 – Трехкулачковый токарный патрон
2.8. Расчет припусков на механообработку и межоперационных размеров
При обработке поверхностей вращения величина операционного припуска зависит от многих факторов, которые трудно определить расчётным путём. К таким факторам относятся:
-
погрешность установки детали, -
деформация детали, вызывающая изменение пространственных отклонений, -
нежёсткость системы станок – приспособление – инструмент – деталь.
| №оп | Наименован. операции | Миним. операц. припуск | Операционный размер | |||
| Обо- знач. | Величина | Обо- знач. | Формулы расчета | Принятый размер | ||
| Заг | Прокат | | | Dзаг | Dзаг=D110+2Z110 | 46-0.25 |
| 010 | Точение черновое | Z110 | 10,875 | D110 | D110=D225+2Z225 | Ø24-0,52 |
| 025 | Точение чистовое | Z225 | 0,815 | D225 | D225 = Dчерт. | Ø21,85-0,15 |
Наружный диаметр Ø21,85-0,15 Ra3,2Отверстие Ø16H7(+0,016) Ra1,6
| Заг | Прокат | | | | | |
| 010 | Сверление | Z110 | 7,0 | D110 | D110= 2Z110 | Ø14+0,43 |
| 025 | Растачивание черновое | Z225 | 0,585 | D225 | D225 = D325- 2Z325 | Ø15,6+0,1 |
| 025 | Растачивание чистовое | Z325 | 0,15 | D325 | D325=Dчерт | Ø16+0,016 |
| Заг | Прокат | | | | | |
| 020 | Сверление | Z120 | 1,0 | D120 | D120= 2Z120 | Ø2+0,25 |
2.9 Расчет и определение режимов обработокАналитический расчетОперация 050 Токарная с ЧПУ (переход- тонкое точение). Рекомендации для отделочной обработки приведены в таблице 19, с.271: для обрабатываемого материала - алюминиевых сплавов, материала рабочей части РИ рекомендуются режимы резания:
-
глубина t=0.1 - 0.15 мм , принимаем t= 0.14 мм; -
подача S=0.04 - 0.1 мм/об , принимаем S= 0.1 мм/об; -
стойкость РИ Т=60 мин; -
скорость резания определяем по формуле:
-
глубина t= 7мм -
подача S= 0.5 мм/об -
скорость резания V= (Cv*Dq*Kv)/(Tmsy)
-
крутящий момент
-
осевая сила
-
мощность резания
N=(11.26*1706)/9750= 1,97 кВтПаспортная мощность станка- 22 кВт, следовательно, обработка возможна.Операция 040 Фрезерная с ЧПУ (переход фрезерование паза R16).Режимы резания:
-
глубина t= 16 мм -
подача S= 0.6 мм/об -
стойкость фрезы Т=180 мин -
скорость резания
, (2.57)Где Lрез– длина резания; – величина врезания и перебега; – количества рабочих ходов.Основное время: ; минОпределяем вспомогательное время ,(2.58)где – время на установку и снятие детали [5, С.165]; – время на приёмы управления станком [5, С.165]; – время на измерение детали [5, С.165]. мин.Определяем оперативное время ,(2.59) минОпределяем время на обслуживание рабочего места и отдых ,(2.60) мин.Определяем штучное время мин.Определяем подготовительно-заключительное время мин.Определяем штучно-калькуляционное время мин.Определяем основное время ; минОпределяем вспомогательное время мин.Определяем оперативное время мин.Определяем время на обслуживание рабочего места и отдых , (2.61)