Файл: шінші кезеойыртпа ала отырып жне кейіннен оны флотацияа жібере отырып, барабанды диірмендерде кенді нтатау.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 125
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
 1-тазалау Бақылау құмды флотация
1-тазалау Бақылау құмды флотация





 классификация
классификация




 2-тазалау
2-тазалау
 қайта ұнтақтау
қайта ұнтақтау


 3-тазалау қалдық
3-тазалау қалдық Дайын кен
5-6 секция картасы



 Кен
Кен 1саты(ұнтақтау)
1саты(ұнтақтау)


 классификация
классификация

 классификация
классификация 2саты(ұнтақтау)
2саты(ұнтақтау)




 Бөлгіш классификация
Бөлгіш классификация





 Классификация
Классификация , 8Д(қайта ұнтақтау)
, 8Д(қайта ұнтақтау)






 Негізгі шламдық флотация классификация
Негізгі шламдық флотация классификация

 9д(қайта ұнтақтау)
9д(қайта ұнтақтау)






 Бақылау шламдық ф-я классификация
Бақылау шламдық ф-я классификация




 Негізгі құм-қ ф-я
Негізгі құм-қ ф-я 








 1-ші тазалау Бақылау құм-қ ф-я
1-ші тазалау Бақылау құм-қ ф-я 


 Классификация
Классификация

 қайта ұнтақтау
қайта ұнтақтау қалдық Қалдық
қалдық Қалдық

 2-ші тазалау
2-ші тазалау
 3-ші тазалау
3-ші тазалау Мыс концентраты
Мыс концентратыГК-1 бөлімшесіндегі № 5-6 секциялардың технологиялық процесінің сипаттамасы:
Бункерден реттелген кен ленталы конвейерлермен ұсақтаудың бірінші сатысына МШР 3200х3100 диірменіне беріледі. № 14, 17, 18 бір спиральмен тұйық циклде жұмыс істейді.
Бірінші сатыда ұнтақталған кен насостармен (8 Гр-8 ) беріледі. №1, 2, 5, 6 жіктеу процесіне 750мм диаметрлі гидроциклон қолданылады, ал классификатордың құмдары бірінші сатыдағы диірмендерге оралады.
№ 1,2,5,6 гидроциклондардың құмдары екінші сатыдағы шарлы диірмен МШР 3200х3100 арқылы түседі.
4. Көмекші процесс.
4.1 Қоюландыру процессі.
Қойылту - ауырлық күші мен ортадан тепкіш күштердің әсерінен пульпада қатты бөлшектерді тұндыру. Қоюлау процесі қоюландырғыштарда жүргізіледі.
Олар диаметрлері 2,5-150 м аралығында металдан (егер диаметрі кіші болса)не бетоннан кұйылған чан түрінде жасалады. Пульпа чанньң ортасына трубамен түсіріледі. Оның төменгі шеті чанның жоғарғы ернеуінен төмен орналасады.
№1 ЖБФ П-30 типті қоюландырғышы қолданылады.
Шөгу жылдамдығын арттыру үшін флокулянт,коагулянт қолданады.
Флокуляция деп ұнтақ түйіршіктерді жоғары молекулалы органикалық қосылыстармен өңдеу арқылы біріктіріп ірілеуді айтады.
Коагуляцияда соған ұқсас, бірақ сол мақсатпен пульпа анорганикалық күшті электролиттермен өнделеді. Қоюландыру корпусында диаметрі 30м болатын үш қоюландырғыш бар:
№ 1 қоюландырғыш - жұмысшы, № 2 қоюландырғыш-бақылау,
№ 3 қоюландырғыш пульпа қабылдауға арналған.
Жезқазған байыту фабрикасының мыс концентратын қойылту және сүзу технологиялық схемасы
 Мыс концентраты
Мыс концентраты



 1-Қоюландыру
1-Қоюландыру

 Бақылау қоюландыру
Бақылау қоюландыру
 Ағызынды
Ағызынды
 Қыздыру
Қыздыру

 Сүзу
Сүзу
 Дайын концентрат
Дайын концентратқоймаға
4.2 Сүзу, кептіру процессі.
Сүзу - вакуумнан немесе артық ауа қысымынан туындаған қысым айырмашылығының әсерімен пульпаның сұйық және қатты фазаларын бөлу процесі.
Бөлініп альнған су фильтрат деп, қалқа бетіне жабысып қалған зат кек деп аталады.
Сүзу – сүзгіштерде (вакуум-фильтр) жүргізіледі.
Байыту фабрикаларында барабанды, дискалы және сирек ленталы вакуум-сүзгіштер колданылады. Артық қысыммен істейтін сузгіштер пресс-сүзгіштер деп аталады.
№1,2 ЖБФ БОУ 40 типті вакуум-сүзгіштері қолданылады.
Сүзгіштерде вакуум шамасы 53.2-86.4 кПа,ал қысым шамасы 40-70кПа болады. Сүзілгеннен кейін концентраттың ылғалдылығы 12-14% құрайды.
Сүзу параметрлері:
Кек үрлеуге ауа қысымы-0,1-0,2 кгс / см
Вакуумдық сүзгідегі сирету-0,5-0,6 кгс/см
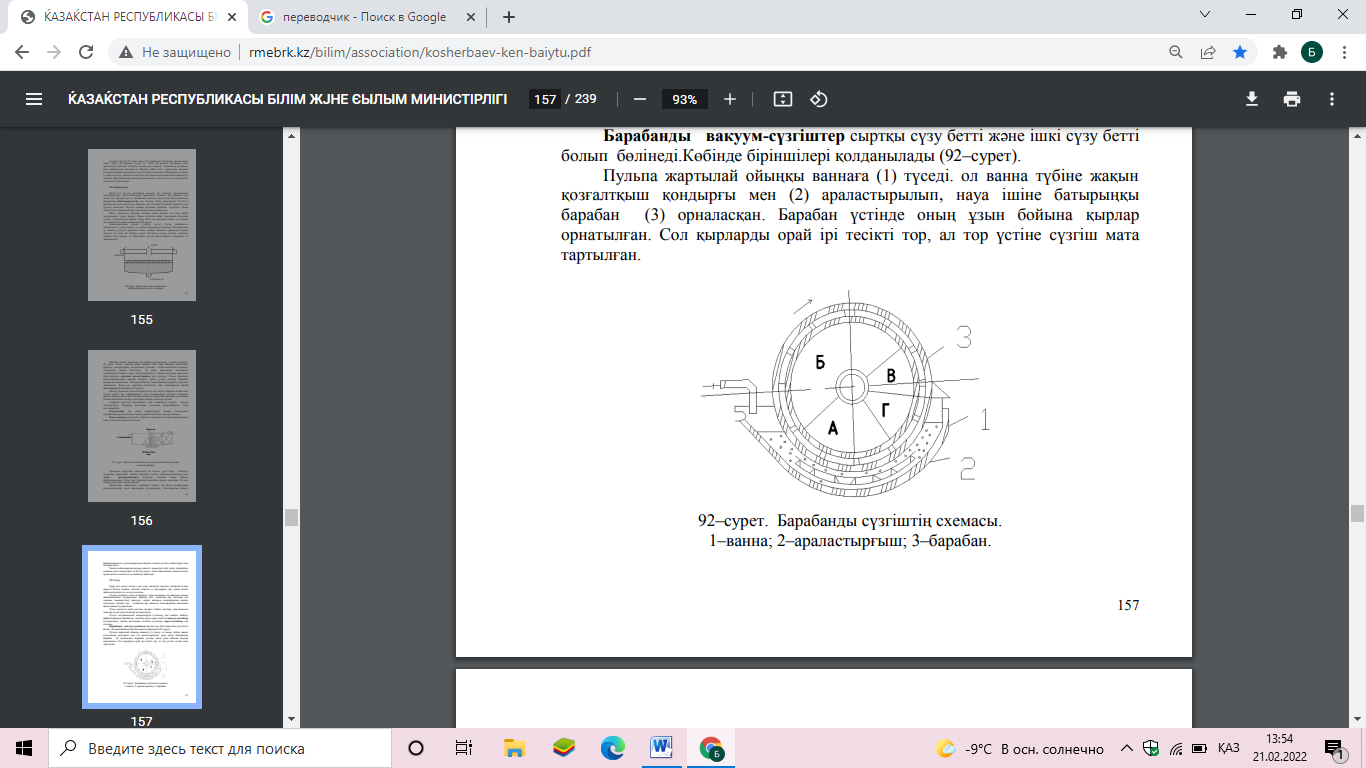
Барабанды сүзгіштің схемасы. 1–ванна; 2–араластырғыш; 3–барабан
Кептіру – ылғалды материалды қыздыру кезінде оның құрамындағы судың булануына негізделген құрғату процесі. №1,2 ЖБФ кептіру процесі СБ-1 типті барабанды кептіргіштерде жүргізіледі. Барабанды кептіргіш сүзу процесінен алынған кенді (сүзілген мыс концетратын) құрғату үшін арналған.