Файл: Билет 1 1 Фазы сплавов твердые растворы и промежуточные фазы. Влияние состава на свойства твердых растворов. Промежуточные фазы постоянного и переменного составов, их строение и свойства (фазы внедрения, карбиды, нитриды, электронные соединения и т д.).docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 90
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Если скорость охлаждения в сердцевине изделия превышает критическую то сталь имеет сквозную прокаливаемость.
Нерастворимые частицы и неоднородность аустенита уменьшают прокаливаемость.
Характеристикой прокаливаемости является критический диаметр.
Критический диаметр – максимальное сечение, прокаливающееся в данном охладителе на глубину, равную радиусу изделия.
С введением в сталь легирующих элементов закаливаемость и прокаливаемость увеличиваются (особенно молибден и бор, кобальт – наоборот).
2.Антифрикционные материалы, используемые в узлах скольжения. Факторы, влияющие на коэффициент трения и пути его уменьшения.
Антифрикционные материалы (пористость 15…30 %), широко применяющиеся для изготовления подшипников скольжения, представляют собой пористую основу, пропитанную маслом. Масло поступает из пор на поверхность, и подшипник становится самосмазывающимся, не требуется подводить смазку извне. Это существенно для чистых производств (пищевая, фармацевтическая отрасли). Такие подшипники почти не изнашивают поверхность вала, шум в 3…4 раза меньше, чем от шариковых подшипников.
Подшипники работают при скоростях трения до 6 м/с при нагрузках до 600 МПа. При меньших нагрузках скорости скольжения могут достигать 20…30 м/с. Коэффициент трения подшипников – 0,04…0,06.
Для изготовления используются бронзовые или железные порошки с добавлением графита (1…3 %).
Разработаны подшипниковые спеченные материалы на основе тугоплавких соединений (боридов, карбидов и др.), содержащие в качестве твердой смазки сульфиды, селениды и гексагональный нитрид бора. Подшипники могут работать в условиях вакуума и при температурах до 500oС.
Применяют металлопластмассовые антифрикционные материалы: спеченные бронзографиты, титан, нержавеющие стали пропитывют фторопластом. Получаются коррозионностойкие и износостойкие изделия. Срок службы металлопластмассовых материалов вдвое больше, чем материалов других типов.
Фрикционные материалы (пористость 10…13 %) предназначены для работы в муфтах сцепления и тормозах. Условия работы могут быть очень тяжелыми: трущиеся поверхности мгновенно нагреваются до 1200oС, а материал в объеме – до 500…600o
С. Применяют спеченные многокомпонентные материалы, которые могут работать при скоростях трения до 50 м/с на нагрузках 350…400 МПа. Коэффициент трения при работе в масле – 0,08…0,15, при сухом трении – до 0,7.
По назначению компоненты фрикционных материалов разделяют на группы:
а) основа – медь и ее сплавы – для рабочих температур 500…600oС, железо, никель и сплавы на их основе – для работы при сухом трении и температурах 1000…1200oС;
б) твердые смазки – предотвращают микросхватывание при торможении и предохраняют фрикционный материал от износа; используют свинец, олово, висмут, графит, сульфиты бария и железа, нитрид бора;
в) материалы, обеспечивающие высокий коэффициент трения – асбест, кварцевый песок, карбиды бора, кремния, хрома, титана, оксиды алюминия и хрома и др.
Примерный состав сплава: медь – 60…70 %, олово – 7 %, свинец – 5 %, цинк – 5…10%, железо – 5…10 %, кремнезем или карбид кремния – 2…3 %, графит – 1…2 %.
Из фрикционных материалов изготавливают тормозные накладки и диски. Так как прочность этих материалов мала, то их прикрепляют к стальной основе в процессе изготовления (припекают к основе) или после (приклепывают, приклеивают и т.д.).
Билет 28
продолжение2
Сплавы на основе титана можно подвергать всем видам термической обработки, химико-термической и термомеханической обработке. Упрочнение титановых сплавов достигается легированием, наклепом, термической обработкой.
Часто титановые сплавы легируют алюминием, он увеличивает прочность и жаропрочность, уменьшает вредное влияние водорода, увеличивает термическую стабильность. Для повышения износостойкости титановых сплавов их подвергают цементации или азотированию.
Основным недостатком титановых сплавов является плохая обрабатываемость режущим инструментом.
По способу производства деталей различаются деформируемые (ВТ 9, ВТ 18) и литейные (ВТ 21Л, ВТ 31Л) сплавы.
Области применения титановых сплавов:
-
авиация и ракетостроение (корпуса двигателей, баллоны для газов, сопла, диски, детали крепежа); -
химическая промышленность (компрессоры, клапаны, вентили для агрессивных жидкостей); -
оборудование для обработки ядерного топлива; -
морское и речное судостроение (гребные винты, обшивка морских судов, подводных лодок); -
криогенная техника (высокая ударная вязкость сохраняется до –253oС).
Билет 20
продолжение2
Глубина и поверхностная твердость
азотированного слоя зависят от ряда факторов, из которых основные: температура азотирования, продолжительность азотирования и состав азотируемой стали.
В зависимости от условий работы деталей различают азотирование:
-
для повышения поверхностной твердости и износостойкости; -
для улучшения коррозионной стойкости (антикоррозионное азотирование).
В первом случае процесс проводят при температуре 500…560oС в течение 24…90 часов, так как скорость азотирования составляет 0,01 мм/ч. Содержание азота в поверхностном слое составляет 10…12 %, толщина слоя (h) – 0,3…0,6 мм. На поверхности получают твердость около 1000 HV. Охлаждение проводят вместе с печью в потоке аммиака.
Значительное сокращение времени азотирования достигается при ионном азотировании, когда между катодом (деталью) и анодом (контейнерной установкой) возбуждается тлеющий разряд. Происходит ионизация азотосодержащего газа, и ионы бомбардируя поверхность катода, нагревают его до температуры насыщения. Катодное распыление осуществляется в течение 5…60 мин при напряжении 1100…1400 В и давлении 0,1…0,2 мм рт. ст., рабочее напряжение 400…1100 В, продолжительность процесса до 24 часов.
Антикоррозионное азотирование проводят и для легированных, и для углеродистых сталей. Температура проведения азотирования – 650…700oС, продолжительность процесса – 10 часов. На поверхности образуется слой
Азотирование проводят на готовых изделиях, прошедших окончательную механическую и термическую обработку (закалка с высоким отпуском).
После азотирования в сердцевине изделия сохраняется структура сорбита, которая обеспечивает повышенную прочность и вязкость.
Билет 27
1. Точечные, линейные, поверхностные и объемные дефекты кристаллического строения и их влияние на физико-механические характеристики твердых тел. Механические свойства бездефектных кристаллов; нитевидные кристаллы.
Неоднородный химический состав и внешние условия вызывают дефекты кристаллической решетки. Выделяют дефекты трех типов:
-
точечные (вакансии, внедренные атомы); -
линейные (краевые и винтовые дислокации); -
объемные (микропоры, трещины, газовые пузырьки).
Точечные дефекты:
Вакансия – отсутствие атома в узле кристаллической решетки.
Внедренные атомы: а) чужеродный атом в узле кристаллической решетки; б) атом вне узла, в межузельном пространстве.
Линейные дефекты:
Дислокации: краевые – оборванный край атомной плоскости внутри кристаллической решетки; винтовые – условная ось внутри кристалл, относительно которой закручиваются атомные плоскости в процессе кристаллизации.
Объемные дефекты:
Возникают из-за влияния внешних условий кристаллизации или под действием внешних нагрузок. В результате несколько вакансий дают пору; несколько линейных дислокаций – трещину.
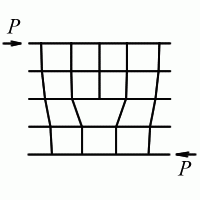
Влияние дислокаций на процесс деформирования кристалла.
Наличие дислокаций значительно облегчают движение атомных плоскостей друг относительно друга и способствует уменьшению предела прочности. В результате деформирования дислокации могут выходить за грани кристалла. Под действием значительных усилий в кристалле могут возникать новые дислокации, облегчающие деформирование кристалла (площадка текучести). Дислокации переплетаются.
Билет27
Продолжение1
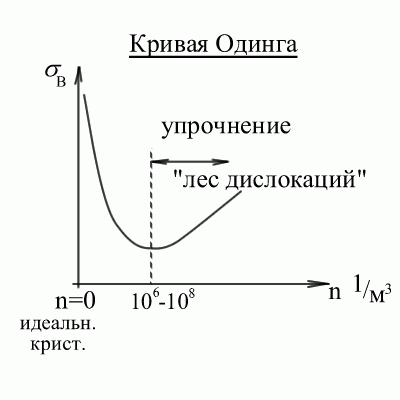
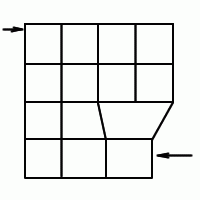
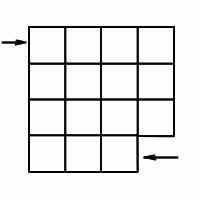
Если дислокаций нет, то требуется значительное усилие, чтобы деформировать материал. Чем больше дислокаций, тем меньше усилие необходимое для деформации образца. Начиная с некоторой концентрации дислокаций деформация затрудняется, дислокации мешают движению друг друга. Возникает эффект упрочнения. Структура, возникающая при большом количестве мешающих друг другу дислокаций.
Реальные кристаллы имеют много дефектов, от которых зависят свойства материала.
Билет26
2. Конструкционная прочность, ее характеристики. Способы повышения конструкционной прочности; повышение металлургического качества, легирование, термическая, термомеханическая и поверхностная обработка.
Конструкционная прочность – комплексная хар-ка, включающая сочетание критериев прочности, жесткости, надежности и долговечности.
Характеристики прочности и жесткости:
1) Прочностные хар-ки: временное сопротивление
2) Упругие хар-ки: модули упругости E и G
Надежность – свойство изделий, выполнять заданные функции, сохраняя эксплуатационные показатели в заданных пределах в течение требуемого времени или сопротивление материала хрупкому разрушению. Долговечность – способность детали сохранять работоспособность до определенного состояния.
Характеристики надежности и долговечности:
-
Пластичность δ, ψ, ударная вязкость KCU, KCV, вязкость разрушения, порог хладноломкости, -
Циклическая долговечность, скорость изнашивания, ползучести, коррозии.
Способы повышения прочности:
-
Металлургические, 2) технологические, 3) Структурные