ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 459
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
По п.п.5, 6, 8 испытываются электродвигатели, поступающие на монтаж в разобранном виде.
Определение возможности включения без сушки электродвигателей напряжением выше 1кВ
Руководящими материалами для определения условий включения электродвигателей без сушки являются "Инструкция по определению возможности включения вращающихся электрических машин переменного тока без сушки" и заводская документация.
По условиям включения без сушки электрические машины переменного тока условно разделяют на две группы:
I - электродвигатели мощностью до 5 МВт включительно, имеющие частоту вращения не более 1500 об/мин;
II - генераторы и синхронные компенсаторы, а также электродвигатели, не отнесенные к группе I.
Критериями оценки состояния изоляции обмоток электродвигателей переменного токая являются: сопротивление изоляции К 60, коэффициент абсорбции Кабс, характеристика токов утечки и коэффициент нелинейности. Допустимые значения измеренных величин для электродвигателей выше 1кВ приведены в табл. 1.
Таблица 1 - Условия включения электродвигателей переменного тока без сушки
| Измеряемые величины для контроля увлажненности изоляции обмоток статоров электродвигателей переменного тока | Допустимые значения величин для электродвигателей | |
| I группа | II группа | |
| Одноминутное сопротивление изоляции обмоток К60 (замеренное через 60с после начала измерений), измеренное при температуре не ниже +10°С. | Не менее значений, приведенных в табл.22.2. | При отсутствии заводских данных минимальное значение сопротивления изоляции R60, МОм, при t=+75°С, определяется по формуле R60=Uном/(1000+0,01Рном) где Uном - номинальное напряжение электродвигателя, В; Рном - номинальная мощность, кВт. Если вычисленное значение R60 менее 0,5МОм, за наименьшее допустимое значение R60 принимается 0,5МОм. Значение R60 измеренное при температуре обмотки ниже +75°С, подсчитывается по формуле и умножается на коэффициент пересчета Кt: t,0 C 10; '-0; 30; 40; 50; 60; 70; 75. К R60, 9,4; 6,7; 4,7; 3,4; 2,4; 1,7; 1,2; 1,0. |
| Коэффициент абсорбции, равный отношению одноминутного сопротивления изоляции к 15-секундному значению R60/R15 при температуре измерения 10-30°С. | Не менее 1,2 | Не менее 1,3 |
| Характеристика токов утечки при приложении выпрямленного испытательного напряжения и коэффициента нелинейности, равным отношению Kн=Rmin/Rmax Rmin и Rmax определяются по формулам Rmin = Umin/iUmin ; Rmax = Umax/iUmax где Umin и Umax - минимальные и максимальные ступени приложенного испытательного напряжения; iUmin и iUmax – соответствующие токи утечки. | Снятие характеристики токов утечки от приложенного испытательного выпрямленного напряжения и определение коэффициента нелинейности производятся при условии неудовлетворительных значений R60 или Кабс. Величина токов утечки не должна превышать значений, приведенных в табл.22.4. Характеристика токов утечки не должна иметь крутых изгибов, а К„должен быть не более 3. | Снятие характеристик токов утечки и определение коэффициента нелинейности обязательно. Токи утечки не должны превышать значений, приведенных в табл.22.4. Характеристика токов утечки не должна иметь крутых изгибов, Кн, не более 3. |
Абсолютные значения сопротивления изоляции +p одной фазы обмоток статоров электрических машин I группы, измеренные при температуре не ниже +10°С, должны быть не менее, указанных в табл. 2.
Таблица 2 - Значения сопротивления изоляции для электродвигателей I группы
| Температура обмотки, °С | Значение сопротивления R60, МОм, при номинальном напряжении электродвигателя, кВ | ||
| 3-3,15 | 6-6,3 | 10-10,5 | |
| 10 | 35 | 75 | 125 |
| 20 | 25 | 50 | 85 |
| 30 | 18 | 35 | 60 |
| 40 | 12 | 24 | 40 |
| 50 | 9 | 16 | 27 |
| 60 | 6 | 10 | 18 |
| 75 | 3 | 6 | 10 |
Величина Umax для электрических машин I группы принимается равной 2,5·Umin а для электродвигателей II группы принимается в соответствии со значениями, приведен ными в табл. 3. Минимальная величина Umin для машин I группы принимается равной 0,5· Umin а для электродвигателей II группы - не более 0,2·Umax.
Таблица 3 - Допустимые испытательные напряжения для электродвигателей II группы
| Мощность, кВ·А | Номинальное напряжение, В | Испытательное выпрямленное напряжение, В |
| Менее 1000 | Все напряжения | 1,2 (2Uном+1000) |
| От 1000 и выше | До 3300 до 6600 включительно | 1,2 (2Uном +1000) |
| | Вышще 3300 до 6600 включительно | 1,2·2,5 Uном |
| | Выше 6600 | 1,15 (2Uном +3000) |
Допустимые значения токов утечки приведены в табл.22.4.
Таблица 4 - Предельные значения токов утечки
| Ступень (краткость) испытательного напряжения по отношению к Uном | 0,5 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 |
| Наибольший допустимый ток утечки, мА | 250 | 500 | 1000 | 2000 | 3000 | 3000 |
Снятие характеристик токов утечки допускается при минимальной величине сопротивления изоляции обмоток статора 1 МОм на 1кВ номинального напряжения электродвигателя при температуре не ниже 10°С.
Измерение токов утечки производится по схеме рис. 1.
Выпрямленное напряжение проводится к каждой фазе обмотки относительно корпуса при двух других, соединенных между собой и "землей". При наличии параллельных ветвей фаз обмотки каждая ветвь испытывается отдельно.
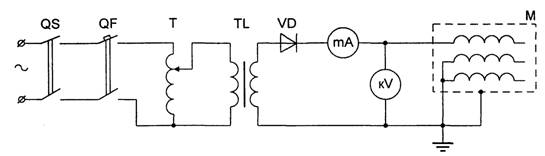
Рис. 1. Схема измерения токов утечки
Проводник, с помощью которого на обмотку электродвигателя подается испытательное напряжение выпрямительного тока, прокладывается и надежно закрепляется на расстоянии менее чем 0,5м от корпуса двигателя и других заземленных частей во избежании перекрытия и попадания высокого потенциала на конструкции.
Вначале, не подсоединяя одну из фаз обмотки статора, плавно увеличивают испытательное напряжение и замеряют величины токов утечки измерительной схемы для корректировки при необходимости дальнейших результатов измерений. Затем, после присоединения обмотки электродвигателя, осуществляется подъем испытательного напряжения не менее чем пятью равными ступенями в диапазоне от Umin дo Umax. На каждой ступени напряжение следует выдерживать в течение 1 мин. Ток утечки при этом измеряется через каждые 15 и 60 с.
Если в процессе испытания возникают по какой-то причине колебания или уменьшаются значения испытательного напряжения на любой ступени, испытания про водят повторно. Если же в процессе испытаний наблюдается возрастание тока утечки или его значение превышает предельное значение (см. табл. 4), испытания прекращают, устраняют причину (загрязнение, увлажнение и др.) и после этого повторяют испытания.
Характеристики тока утечки Iут = f (Uи/Uном) должна быть близка к линейной (рис. 2.).
Нарушение линейности (наличие крутого изгиба кривой) свидетельствует об увлажненности изоляции. Резкое расхождение величин тока по фазам (больше чем в 2-3 раза) указывает на дефекту изоляции.
После измерений токов утечки импульсную обмотку разряжают и заземляют не менее чем на 5 мин.
Измерение токов утечки обмоток статора электродвигателя, имеющего шесть выводов (начала и конца обмоток), должны производиться пофазно. При наличии трех выводов обмоток статора электродвигателя характеристику токов утечки не снимают. Обязательным условием для включения таких электродвигателей является соблюдение допустимых значений R60 и Кабр при значениях R60, вдвое меньших по сравнению с приведенными в табл. 1.
Сопротивление изоляции обмоток роторов электродвигателей напряжением выше 1кВ при температуре 10-20 °С должно быть не менее 0,2МОм.

Рис. 2. Примерные характеристики тока утечки.
Измерение сопротивления изоляции.
Измерение сопротивления изоляции обмотки статора напряжением до 1кВ производится мегаомметром на напряжение 1000В. Величина сопротивления изоляции должна быть не менее 0,5МОм при температуре 10-30 °С.
Измерение сопротивления изоляции обмотки ротора синхронного электродвигателя и электродвигателя с фазным ротором производится мегаомметром на напряжение 500 В. Величина сопротивления изоляции должна быть не менее 0,2 МОм при температуре 10-30°С (допускается не ниже 2 кОм при +75 °С или +20°С для неявнополюсных роторов).
Измерение сопротивления изоляции встроенных температурных индикаторов производится мегаомметром на напряжение 250 В. Величина сопротивления изоляции не нормируется.
Измерение сопротивления изоляции подшипников синхронных электродвигателей напряжением выше 1кВ производится мегаомметром на напряжение 1000В. Измерение выполнятся относительно фундаментной плиты при полностью собранных маслопроводах. Величина сопротивления изоляции не нормируется.
Измерение сопротивления изоляции обмоток статора электродвигателей напряжением выше 1кВ производится с помощью мегаомметра на напряжение 1000-2500 В. Мегаомметры напряжением 2500 В применяют для измерения сопротивления изоляции обмоток статоров крупных электродвигателей переменного тока с напряжением 6 кВ и выше.
Методика измерения сопротивления изоляции представлена в испытание изоляции электрооборудования повышенным напряжением.
После окончания измерений сохранившийся на обмотке потенциал высокого напряжения следует разрядить путем замыкания ее на корпус, предварительно соединенным с корпусом. Продолжительность разряда для обмоток с номинальным напряжением 3 кВ и выше должны быть не менее 15 с для электродвигателей до 1000 кВт и 60 с для электродвигателей больше 1000 кВт,
Измерение сопротивления изоляции обмоток относительно корпуса электродвигателя и между обмотками производят поочередно для каждой электрически независимой цепи при соединении всех прочих цепей с корпусом электродвигателя.
Допустимые значения сопротивления изоляции электродвигателей напряжением выше 1 кВ должны соответствовать требованиям, изложенным в п.22.2.2.
Практическое занятие №39
Изучение Правил технической эксплуатации электроустановок потребителей. Нормы испытаний машин постоянного тока
Цель работы: ознакомиться с нормами испытаний машин постоянного тока, согласно требований ПТЭ электроустановок