ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 465
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
локальная вибрация, передающаяся на руки работника;
общая вибрация, передающаяся через опорные поверхности тела в положении сидя (ягодицы) или стоя (подошвы ног).
2. По частотному составу:
-
низкочастотная вибрация (с преобладанием максимальных уровней в октавных полосах 1-4 Гц и 8-16 Гц соответственно для общей и локальной вибрации); -
среднечастотная вибрация (8-16 Гц для общей вибрации, 31,5 и 63 Гц для локальной вибрации); -
высокочастотная вибрация (31,5 и 63 Гц для общей вибрации, 125-1000 Гц для локальной вибрации).
3. По направлению вибрационного воздействия – в соответствии с направлением осей ортогональной системы координат:
-
для общей вибрации направление осей Xо, Yо, Zо и их связь с телом человека следующая: ось Xо – горизонтальная от спины к груди; ось Yо – горизонтальная от правого плеча к левому); Zл – вертикальная ось, перпендикулярная опорным поверхностям тела в местах его контакта с сиденьем, полом и т.п. -
для локальной вибрации направление осей Xл, Yл, Zл и их связь с рукой человека следующая: ось Xл – совпадает или параллельна оси места охвата источника вибрации (рукоятки, ложемента, рулевого колеса, рычага управления, удерживаемого в руках обрабатываемого изделия и т.п.); ось Yл – перпендикулярна ладони, а ось Zл – лежит в плоскости, образованной осью Xл и направлением подачи или приложения силы, и направлена вдоль оси предплечья.
4. По характеру спектра:
-
узкополосная вибрация – у которой контролируемые параметры в одной третьоктавной полосе частот более чем на 15 дБ превышает значения в соседних третьоктавных полосах; -
широкополосная вибрация – с непрерывным спектром шириной более одной октавы.
5. По временным.характеристикам:
-
постоянная вибрация, для которой величина виброскорости или виброускорения изменяется не более чем в 2 раза (па 6 дВ) за время наблюдения; -
непостоянная вибрация (колеблющаяся, переменная, импульсная), для которой величина виброскорости или виброускорения изменяется не менее чем в 2 раза (на 6 дБ) за время наблюдения не менее 10 минут.
4. Перечислите причины вибрации и шума в электрических машинах.
Ответ:Вибрация электрических машин может возникнуть из-за механической неуравновешенности роторов; несимметрии электромагнитных сил; неправильной центровки валов турбин и генераторов или нарушения ее из-за тепловых деформаций, а также осадки фундамента, неправильной сборки или износа деталей соединительной муфты между генератором и турбиной; износа или неправильной шабровки подшипников, появления трещин в сварке фундаментной плиты и т. д.
5. Последствия вибрации в электрических машинах.
Ответ:По мере развития техники все большее число ответственных деталей машин и механизмов работает в сложных эксплуатационных условиях. Многие из этих деталей (роторы генераторов, лопатки турбин и др.) подвергаются действию переменных нагрузок [7, 9]. Их надежность в работе определяется, сопротивлением усталости [8, 9]. Разрушение изделия может произойти под действием напряжений, намного меньших пределов прочности и текучести, которые являются мерой прочности при статическом нагружении [6, 10].
Практическое занятие №43
Разборка обмоток из круглого провода
Цель работы: изучить алгоритм разборки обмоток из круглого провода.
Ход занятия:
1. Изучить краткие теоретические сведения.
2. Выполнить задание.
3. Оформить отчет в соответствии с заданием.
4. По контрольным вопросам подготовиться к защите практической работы.
Краткие теоретические материалы по теме практического занятия:
Разборка обмоток из круглого провода электрических машин начинается с обрезки лобовой части. При этом обмотка извлекается из пазов наиболее экономичным способом при сохранении сердечника. Обрезку одной лобовой части производят на токарных станках или на специальных станках: модели СО-ЗМ используются для машин с высотой оси вращения 50... 100 мм, модели СЦО-2 — для машин с высотой оси вращения 100... 280 мм. Применение станков повышает производительность труда по сравнению с методом ручной обрезки. Чтобы избежать при обрезке затяжки провода и образования медной стружки, желательно использовать фрезы или ножевые резцы.
Принципиальная схема станка СО-ЗМ приведена на рис. 8.8. Для обрезки лобовой части корпус (статор) машины устанавливается на стол 5, задняя бабка 2 по направляющим 4 подается вперед электроприводом 1, а кулачки патрона 3 входят в расточку статора и разжимаются. Длина кулачков должна перекрывать не менее 75% длины сердечника статора. После этого стол 5 отводится вниз, а передняя бабка 6 с помощью электропривода /подводится к лобовой части обмотки статора.

Ось вращения установленного на передней бабке отрезного устройства, показанного на рис. 8.9, совпадает с осью установленного на станке статора, а режущий диск 3, вращающийся в подшипниках 2, не касается обрабатываемой поверхности лобовых частей. При вращении шкива 7 с оправкой 1 винт 9 под действием механизма подачи перемещается поступательно в сторону режущего диска 3 и через ролики 10 и гайку-шестерню 8 поворачивает суппорт 6. Поворачиваясь вокруг своей оси, суппорт 6 перемешает державку 5, а вместе с ней вал 4 и режущий диск 3 к поверхности отрезаемой лобовой части обмотки статора.
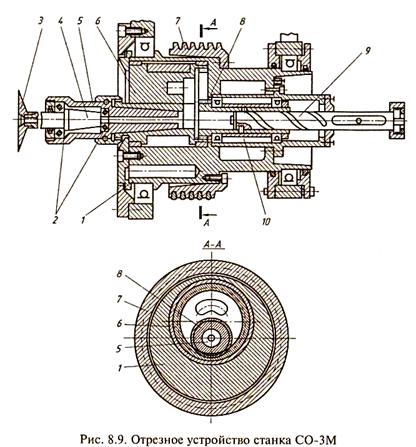
При касании поверхности лобовой части диск 3 за счет сил трения начинает вращаться и, обкатываясь по обмотке, отрезает ее. После этого винт 9 и режущий диск 3 возвращаются в исходное положение. Применение способа резания обкаткой позволяет избежать образования стружки и в несколько раз повышает стойкость режущего инструмента. Стол 5 станка (см. рис. 8.8) возвращается в исходное положение, сжимаются и возвращаются в исходное положение кулачки 3, а статор перемещается на следующую операцию.
Чтобы извлечь обмотку из пазов, не повредив сердечника, необходимо ослабить сцепление обмотки с последним путем ослабления пазовой изоляции. Это можно осуществить выжигом или размягчением изоляции.
Выжиг используется для машин с чугунными или стальными корпусами. Машины с алюминиевыми корпусами выжигу не подвергают, так как при этом у них изменяются размеры.
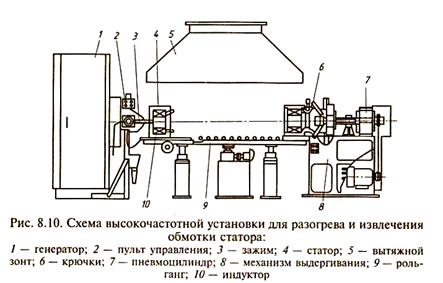
Последовательность высокочастотного нагрева следующая. Выбранный индуктор 10 устанавливают в зажим 3 и подключают к нему контур водяного охлаждения (температура воды равна 5...30°С, избыточное давление 0,2...0,05 МПа, жесткость — не более 8,5 мг на 1 л, удельное электрическое сопротивление не менее 4 105 Ом-м). Если имеющаяся вода не удовлетворяет этим требованиям, необходимо создать замкнутую систему охлаждения дистиллированной водой. После настройки подают охлаждающую воду и убеждаются в правильной работе системы охлаждения (циркуляции воды). Включают напряжение и прогревают установку в течение 30 мин.
На стол устанавливают статор 4 и вводят в него индуктор 10, так чтобы он не касался сердечника. На пульте 2 включают кнопку «нагрев», нагрев сердечника до требуемой температуры происходит за несколько секунд. Нагретый статор перемещается по рольгангу 9 на позицию 8, где извлекается обмотка. Удаление обмотки производится с помощью крючков 6, приводимых в движение пневмоцилиндром 7. Питание установки осуществляется от высокочастотного генератора 1, а для удаления пыли и газов установка снабжена вытяжной вентиляцией с зонтом 5.
Вопросы для закрепления теоретического материала к практическому занятию:
С чего начинается разборка обмоток из круглого провода?
Что необходимо сделать для того, чтобы извлечь обмотку из пазов статора?
В каких случаях используется выжиг?
Задания к практическому занятию:
Составить алгоритм разборки обмоток из круглого провода:
Обрезка лобовой части.
Обмотки из пазов извлекают наиболее экономичным способом, оберегая сердечники. При удалении обмоток отрезают одну лобовую часть на токарных станках ножевыми резцами или на специальных станках модели
СО –3М , СЦО-2 методом обкатки режущим диском .
Ослабление пазовой изоляции.
При извлечении обмотки из паза не повредив сердечник ослабляют сцепление обмотки с сердечником путем выжигания или размягчения пазовой изоляции.
Выжигание –при t 350 в течение 4-6ч. Корпус статора в печи устанавливают горизонтально. Статора с алюминиевым корпусом не выжегают . Повышением t более 350 нельзя т.к. возможно повреждение между листовой изоляции сердечника и измение магнитных свойств стали. Печи оборудуют вытяжной вентиляцией. После извлечения из печи охлаждают до t=60 и удаляют обмотку. Другой метод разрушения изоляции-6-8 ч. в ванне с10% раствором подогретого NaOH.Промывают в проточной воде, сушат. Этод метод трудоемок, большой расход воды и нейтрализаторов, утилизация. Наиболее прогрессивный метод ослабления изоляции –нагрев сердечника. При извлечении обмотки из нагретого сердечника она выходит вместе с пазовыми коробочками, оставляя паз чистым т.е. ей не требуется дополнительная очистка паза.
Практическое занятие №45
Изучение способов сушки изоляции обмоток электродвигателей
Цель: Изучить схемы и методику различных способов сушки изоляции обмоток.
электродвигателей.
По указанию преподавателя подробно изучить, законспектировать и пересказать один из способов сушки.
Рассчитать мощность нагревательного элемента тепловоздуходувки для сушки двигателя мощностью Рном = 2,2 кВт.
При сушке методом 3 для выбранного статора определить подводимое напряжение U (В) и ток, протекающий по валу Iв (А). Принять В = 0,7 Тл.
При сушке методом 4 для выбранного статора определить ток в намагничивающей катушке, выбрать марку и сечение провода намагничивающей обмотки. Принять: В = 0,8 Тл. Uс = 220 В, нагрузка - 70% допустимой.
При сушке методом 5 для выбранного двигателя определить
число витков ω и ток I в намагничивающей обмотке, учитывая, что
машина неутепленная. Примять температуру окружающего воздуха
20оС. Учитывая нагрузку на провод 50% допустимой, выбрать марку и сечение провода.
Составить отчет о работе.
Теоретическое обоснование
Сушка электрических машин должка обязательно производиться при неудовлетворительных характеристиках изоляционных материалов, которые указывают на недопустимую степень увлажненности изоляции. Как правило, сушка производится до установки машины. Сушка машин перед пуском производится в том случае если машина после установки или в период хранения находилась в помещении, где изоляция увлажнилась, и измерения изоляционных характеристик перед пуском показывают на увлажненность изоляции.
Для определения условий, обязательных при включении без сушки, электрические машины переменного тока условно разделяют на две группы:
электродвигатели до 5000 кВт с частотой вращения не более 1500 об/мин;
генераторы и синхронные компенсаторы, а также электродвигатели, не входящие в группу 1.
Основными критериями для включения машин без сушки являются:
R60" - одноминутное значение сопротивления изоляции обмоток (замеренное через 60 с после начала измерения), МОм;
R60"/R15" - коэффициент абсорбции, равный отношению одноминутного значения сопротивления изоляции к 15-секундному значению при температуре измерения от 10 до 30о С;
характеристика токов утечки при приложении выпрямленного
испытательного напряжения.
Это испытание не проводится на машинах группы 1, если R60" и R60"/R15" в норме. Разрешается также не проводить его и на машинах группы 2, а также на машинах группы 1, но обязательным условием включения таких машин является соблюдение допустимых значений R60" и отношения R60"/R15" при значениях R60" вдвое меньших нормы.
Значение R60" для двигателей группы 1 на номинальное напряжение до 1000 В должно быть не менее 0,5 МОм, а коэффициент абсорбции не менее 1,2.
Для машин группы 2 значение R60" измеренных при температуре 75°С должно быть не менее значений, вычисленных по формуле
R60" = Uном /(Pном ∙ 0,01 + 1000), (7.1)
где Uном - номинальное напряжение электрической машины, В;
Pном - номинальная мощность, кВт.
Коэффициент абсорбции для машин группы 2 должен быть не менее 1,3.