ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 462
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Если измеренные параметры не удовлетворяют нормам, то электрическую машину подвергают сушке.
Обмотки машин перед сушкой должны быть очищены от загрязнений и осевшей пыли, продуты сухим и чистым воздухом давлением не выше 2 кгс/см2 (0,2 МПа). Если вода продолжительное время воздействует на обмотки двигателя, то измерения и испытания, снизанные с подачей напряжения, должны производиться после контрольного прогрева и подсушки путем внешнего нагрева. Осуществлять сушку пропусканием тока через обмотки допускается в том случае, если сопротивление изоляции обмоток статора машин переменного тока и обмотки якоря машин постоянного тока не менее 5 кОм, а сопротивление изоляции обмоток ротора машин переменного тока и обмоток возбуждения машин постоянного тока не менее 20 кОм.
Перед проведением сушки корпус машины должен быть обязательно заземлен. В период подготовки к сушке необходимо предусмотреть возможность выполнения измерений, поэтому необходимо вывести концы обмоток в удобное для измерений место, изолировать их, установить термометры и температурные индикаторы. В процессе сушки измеряют сопротивление изоляции, температуру обмоток, активной стали и окружающего воздуха. Во избежание потерь теплоты машина должна быть закрыта.
В период подготовки к сушке проводят необходимые противопожарные мероприятия: место проведения сушки обеспечивают средствами пожаротушения, водоснабжения. В помещении не должны храниться горючесмазочные материалы.
В процессе сушки следует постоянно контролировать температуру обмоток и стали частей электрических машин. Максимальная температура в наиболее нагретом месте обмотки или стали при нагреве током не должна превышать 80°С при измерении термометрами, 100°С при измерении методом сопротивления, 90°С при измерении встроенными и заложенными температурными индикаторами и 100 °С при измерении термометром при сушке методом внешнего нагрева.
Скорость достижения установившейся температуры не должна превышать 4…5°С/ч. Для ограничения резкого повышения температуры своевременно снижают ток или периодически отключают источник питания. До достижения установившейся температуры делается запись один раз в час, с момента достижения установившейся температуры - один раз в 2 ч.
Сушка прекращается после того, как сопротивление изоляции
будет держаться при постоянной температуре практически неизменным в течение 3…5 ч. Сушка считается законченной при условиях: R60" и R60"/R15" имеют установившееся значение в течение 3…5 ч и значения их не менее допустимых.
Способы сушки электрических машин.
1) Внешний нагрев (рисунок 7.1). Этим методом рекомендуется производить сушку всех электрических машин и обязательно сильно отсыревших. Для нагрева применяются тепловоздуходувки, нагревательные сопротивления (для машин малой мощности - сушильные шкафы). Для электрических машин с замкнутой системой вентиляции нагреватели размещают в вентиляционной камере и температуру горячего воздуха, поступающего в машину, регулируют выключением нагревателей. Мощность (кВт) нагревательных элементов тепловоздуходувки определяют по формуле:
Р = 0,07 QC(t2 – t1), (7.2)
где Q - количество воздуха, прогоняемого вентилятором через камеру,
м3/мин;
С - теплоемкость воздуха, равная 0,273 ккал/кг (1,14 кДж/кг);
t1 - температура окружающего воздуха, °С;
t2 – температура горячего воздуха, °С (принимается примерно равной
90 °С).
Количество воздуха, прогоняемого в 1 мин через камеру, принимают равным 1,5 Qк, где Qк - объем камеры, м3.
При ориентировочных расчетах мощность нагревательных элементов тепловоздуходувок можно принимать: для электрических машин мощностью до 500 кВт - 3,5 %; для электрических машин 500…1000 кВт - 1,5…3 % мощности машины.
2) Сушка инфракрасными лучами. Этот метод также рекомендуется для всех электрических машин и обязателен для сильно отсыревших. В качестве источника инфракрасных лучей применяют зеркальные лампы накаливания. Электродвигатель должен находиться от лампы на расстоянии 20..40 см. Лампы для равномерного прогрева желательно располагать в шахматном порядке с расстояниями между осями ламп 20…30 см. По мере возрастания температуры часть ламп отключается. Как правило, мощность применяемых ламп 250 или 500Вт. Для сушки электрических машин общая мощность ламп колеблется в пределах 5…15 кВт.
3) Метод индукционных потерь мощности в стали статора с использованием вала в качестве намагничивающего витка (рисунок 7.2).
Этот метод рекомендуется для всех электрических машин, у которых изолированы подшипники или есть возможность их изолировать.
Через вал пропускается ток от сварочного трансформатора (или нескольких параллельно включенных). Вторичный ток может регулироваться реактором сварочного трансформатора. Необходимые параметры трансформаторов U = 15…50 В, ток - до 1000 А. Возможно использование силовых трансформаторов 6000/400 В при подключении к стороне высшего напряжения 400 В и получении на стороне низшего напряжения 24 В. Подводимое напряжение (В) частотой 50 Гц
определяют по формуле
Uс = BSω/45, (7.3)
где В - заданная индукция, Тл (В = 0,6…0,8 Тл);
S - сечение активной стали, см2;
ω = 1.
Сечение активной стали (см2)
S = klст hст, (7.4)
где k - коэффициент запаса стали, равный 0,95;
lст - длина активной стали статора без воздушных каналов, см;
hcт - высота активной стали, см (без зубцов).
lст = l – nbк, (7.5)
где l - полная длина стали статора;
n - количество вентиляционных каналов;
bк - ширина вентиляционных каналов.
Потребную МДС (ток, протекающий по валу) (А) определяют по формуле
aω = IB = π Dcр aω0, (7.6)
где Dcp - средний диаметр активной стали статора, см;
aω0 - удельная МДС (зависит от сорта стали).
При В, равном 0,6; 0,7; 0,8 Тл, удельная МДС соответственно равна 1,4; 1,8; 2,2 для слабо- и среднелегированных сталей.
4) Meтод индукционных потерь мощности в активной стали статора с помощью специальной намагничивающей обмотка (рисунок 7.3).
Этот метод рекомендуется для электрических машин, поступивших в разобранном состоянии или прошедших разборку при ревизии. При этом методе нагревание происходит за счет создания в стали статора переменного магнитного потока путем наматывания на статор специальной намагничивающей обмотки из изолированного провода. Обмотка питается однофазным током. Сушка электродвигателя должна производиться при вынутом роторе. Намагничивающие витки изолируются от стали статора асбестом или электрокартоном. Нагрузку на провода выбирают в пределах 0,5…0,7 допустимой. Регулирование температуры производится периодически включениями и отключениями намагничивающей обмотки или переключением числа витков. При использовании этого метода лобовые части обмотки подогревают тепловоздуходувкой. Ротор машины подсушивают постоянным током.
Число витков намагничивающей обмотки определяется по формуле:
ω = 45Uc/(SB), (7.7)
Обозначения элементов, входящих в формулу, приведены в п. 3 Ток в намагничивающей катушке
I = аω/ω = πDср аω0/ ω, (7.8)
Подводимое напряжение Uc выбирают равным 380 В или 220 В; аω0, В, S определяют так же, как в п. 3.
Провода и кабели для намагничивающей обмотки не должны иметь металлической оболочки. Нагрузку на провод принимают равной 50…70% допустимой.
Для быстрого подъема температуры в начале сушки индукцию рекомендуется выбирать 0,7…0,8 Тл. При установившемся тепловом режиме она может быть снижена до 0,4…0,6 Тл путем уменьшения подводимого напряжения или увеличения числа витков намагничивающей обмотки.
Этот метод непригоден для сушки машин мощностью менее 150…220 кВт, так как вследствие малого сечения активной стали требуется очень большое количество витков.
5) Метод потерь на вихревые токи в статоре машин переменного тока или в станине электрических машин постоянного тока (рисунок 7.4).
Этот метод применяется для электрических машин малой и средней мощности с щитовыми подшипниками. Намагничивающая обмотка из изолированных проводов наматывается по наружной поверхности станины электрической машины. Вследствие создания вихревых токов станина нагревается. В качестве источников питания наиболее удобными являются сварочные трансформаторы, позволяющие регулировать ток. Возможно последовательное подключение нескольких.
Рисунок 7.4 – Сушка потерями на вихревые токи в станине электрических машин с щитовым подшипником (малой и средней мощности)
Мощность (кВт), потребная для сушки,
Р = kF (tкорп - t0) ·10-3 (7.9)
Удельные потери (кВт/м2)
Δр = Р/F0, (7.10)
где F0 - поверхность корпуса электрической машины, охватываемая
намагничивающей обмоткой, м2.
Число витков намагничивающей обмотки
ω = U A/L, (7.11)
где U - напряжение, подведенное к обмотке, В;
А - коэффициент, определяемый по таблице 7.1, в зависимости от
удельных потерь;
L - длина одного витка, м.
Таблица 7.1 – Зависимость коэффициента А от удельных потерь
| Удельные потери, кВт/м2 | Коэффициент А | Удельные потери, кВт/м2 | Коэффициент А | Удельные потери, кВт/м2 | Коэффициент А | Удельные потери, кВт/м2 | Коэффициент А |
| 0,10 0,30 0,50 0,70 0,90 | 4,21 2,76 2,30 2,06 1,90 | 1,00 1,20 1,40 1,50 1,60 | 1,85 1,72 1,03 1,60 1,55 | 1,80 2,00 2,20 2,40 2,60 | 1,49 1,44 1,39 1,35 1,31 | 2,80 3,00 3,25 3,50 4,00 | 1,27 1,24 1,20 1,18 1,12 |
Ток в намагничивающей обмотке (А)
I = P/(U cos φ), (7.12)
где cos φ ориентировочно принимают 0,5…0,7.
Нагрузку на провод выбирают 0,5…0,7 от допустимой.
Этот способ мало пригоден для сушки крупных электрических машин, так как требует большой мощности и большого числа витков.
6) Сушка от постороннего источника постоянного (переменного) тока (рисунок 7.5). Сушка постоянным током производится при заторможенном роторе и рекомендуется для машин переменного тока, а также для обмоток возбуждения машин постоянного тока. Если выведены все шесть концов обмотки, ток пропускается последовательно через обмотки всех фаз (рисунок 7.5, а, б). Если выведены только три конца обмотки, то обмотки соединяются, как показано на рисунке 8.5, в, г, с переключением фаз через каждый час. Отключение производят постепенным снижением подводимого напряжения. Обмотка ротора высыхает и не требует дополнительной сушки.
Ток сушки поддерживается в пределах 0,4…0,7Iном. Температуру регулируют путем изменения тока сушки с помощью изменения подводимого напряжения или реостатом. Необходимое напряжение (В) источника постоянного тока находят по формуле
Uc = Ic R, (7.13)
где Ic – ток сушки, А;
R – сопротивление постоянному току обмоток машин по принятой
схеме сушки, Ом.
Аналогично можно проводить сушку от постороннего источника однофазного тока. Этот способ рекомендуется для электрических машин переменного тока. Ротор может быть вынут и высушен отдельно. Ротор с двойной клеткой при сушке по схемам рисунка 7.5 должен быть вынут обязательно. Сушка производится так же. Ток сушки должен составлять 50…70 % от номинального.
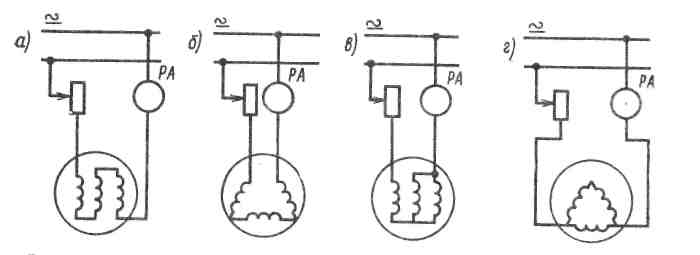
Рисунок 7.5 – Сушка потерями в меди от постороннего источника постоянного тока
Помимо описанных методов сушки существуют метод с помощью постороннего источника трехфазного тока в режиме короткого замыкания, метод короткого замыкания в генераторном режиме, метод «ползучей» скорости. Однако эти методы из-за их трудоемкости и сложности применяют редко и в работе не рассматриваются.
Контрольные вопросы:
1. Перечислите основные критерии включения электрических машин без сушки.
Ответ:Основными критериями для включения машин без сушки являются: - —одноминутное значение сопротивления изоляции обмоток (замеренное через 60 с после начала измерения), Мом; —коэффициент абсорбции, равный отношению одноминутного значения сопротивления к 15-секундному значению или температуре измерения от 10…30 °С.
2. Что такое R60" и R60"/R15" ?
Ответ:Коэффициент абсорбции — отношение R60 к R15, где R60 представляет собой значение сопротивления изоляции, отсчитанное через 60 секунд после приложения напряжения, R15 — то же, только отсчитанное через 15 сек.
3. В каких случаях возникает необходимость сушки электрических машин?
Ответ:Электрические машины подлежат сушке после окончания монтажа или в том случае, если понизилось сопротивление изоляции их обмоток в результате длительного бездействия. В первом случае сушка обязательна и тогда, когда сопротивление изоляции обмоток относительно корпуса, а также между изолированными друг от друга обмотками оказывается удовлетворительным.