ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 452
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
ОСНОВНЫЕ ПРАВИЛА РАБОТЫ С ЭЛЕКТРИЧЕСКИМ ДВИГАТЕЛЕМ
− при разборке не следует использовать зубила или наносить удары, прилагая при этом большие усилия;
− приступая к работе необходимо отключить прибор от электросети и отсоединить его от вращающего механизма;
− процесс разборки и сборки должен проходить в строго определенной последовательности;
− работать нужно аккуратно, чтобы не повредить щетки, обмотки, коллектор и не погнуть вал;
− для дальнейшего удобства при сборке рекомендуется сделать пометки в местах размещения крышек относительного корпуса двигателя и положения вентилятора на валу. Неправильная установка вентилятора может повлечь за собой разбалансировку всего вала.
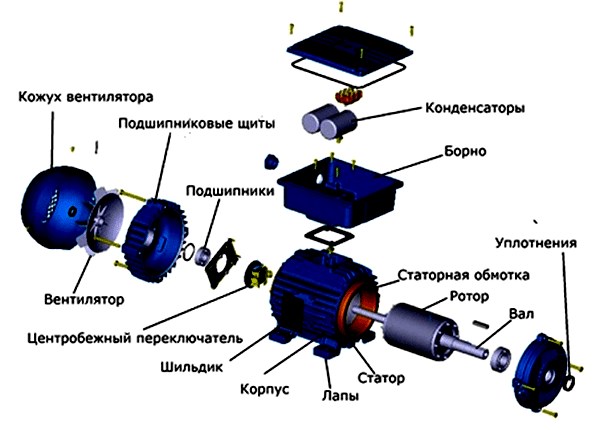
ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗБОРКИ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ
Основными составляющими асинхронного двигателя является ротор, вращающийся вокруг вала и неподвижная его часть – статор.
Этапы разборки:
1. Выкручиваются крепежные болты, удерживающие кожух вентилятора.
2. Наносятся метки, согласно которым подшипниковые щиты при сборке устанавливаются в прежнее положение.
3. Вынимается упорное пружинное кольцо и снимается вентилятор (крыльчак охлаждения) с помощью съемника.
4. Извлекается шпонка.
5. Откручиваются и снимаются болты, крепящие подшипниковые щиты и крышки

6. Щит отделяется от двигателя. Для этого легкими ударами молотка необходимо постучать по выступающим ребрам подшипникового щит с использованием специальной деревянной прокладки. При этом бить по ушам для крепления болтов нельзя. В небольших двигателях снять заднюю крышку можно всего лишь, подковырнув отверткой между корпусом и щитом со всех сторон. В более крупных моделях электродвигателей нарезается резьба, по которой винтовыми движениями вкручивается болт, и снимается щит. Главное не допускать перекосов
7. После отделения щита от корпуса двигателя, он сдвигается по валу машины. В процессе снятия во избежание повреждения изоляции обмоток в отверстие между статором и ротором помещают лист плотного картона. На него же после удаления щита укладывается ротор. Это предотвратит вероятность повреждения изоляции обмоток электрического двигателя.
8. С вала снимаются подшипники, невинтовые гофрированные пружины, и покрывающие их внутренние крышки, расположенные с двух сторон.
9. Снимается короткозамкнутая обмотка и сердечник ротора. При выемке ротора необходимо следить, чтобы его движения были строго по оси электродвигателя.
10. С клеммной коробки выкручивается заглушка (напоминает форму болта).
11. С коробки снимается крышка, под которой размещены выводы обмотки статора.
12. Освобождается обмотка от клемм и очень осторожно вынимается сердечник статора.
Остается пустая станина (корпус) электродвигателя.
После разборки рекомендуется основные части конструкции двигателя (вкладыши, щиты, уплотнители, траверсы, переключатели, подшипники и т.д.) промыть керосином или бензином. Обмотки статора очищаются от пыли и грязи пылесосом либо струей сжатого воздуха и протираются чистой тряпкой, предварительно смоченной в бензине.
Контрольные вопросы:
1.Основные правила работы с электрическим двигателем
Ответ:при работе на электродвигателе напряжением выше 1000 В или приводимом им в движение механизме, связанной с прикосновением к токоведущим или вращающимся частям, с электродвигателя должно быть снято напряжение согласно пп. Б2.3.4 и Б3.3.4. - при работе на электродвигателе заземление накладывается на кабеле (с отсоединением или без отсоединения его от электродвигателя) или на его присоединении в РУ.
2.Последовательность разборки асинхронного электродвигателя
Ответ:1. Выкручиваются крепежные болты, удерживающие кожух вентилятора.
2. Наносятся метки, согласно которым подшипниковые щиты при сборке устанавливаются в прежнее положение.
3. Вынимается упорное пружинное кольцо и снимается вентилятор (крыльчак охлаждения) с помощью съемника.
4. Извлекается шпонка.
5. Откручиваются и снимаются болты, крепящие подшипниковые щиты и крышки.
3.Правила безопасности при разборке электродвигателя
Ответ:При разборке двигателя необходимо строго соблюдать правила техники безопасности:
применять только исправный инструмент
пользоваться только проверенными и соответствующими весу демонтируемой детали грузоподъемными средствами
снимая крепежные детали (гайки, болты, шпонки и т. д.), убедиться в том, что освобождаемая деталь не упадет
снимая пружины, убедиться в том, что освобождаемая деталь не будет выброшена силой пружины
Практическое занятие №28
Изучение технологии ремонта станины
Цель: научиться составлять описание технологии ремонта механической части оборудования
Ход занятия:
1. Изучить краткие теоретические сведения.
2. Пользуясь теоретической частью, специализированными сайтами, специальной и учебной литературой, собственным производственным и жизненным опытом, заполнить таблицу.
3. Сделать вывод и подготовить ответы на контрольные вопросы.
| Узел, деталь, элемент | Вид дефекта | Технология восстановления |
| 1 | 1 | |
| | 2 | |
| 2 | 1 | |
| | 2 | |
| 3 | 1 | |
| | 2 | |
| 4 | 1 | |
| | 2 | |
| 5 | 1 | |
Теоретическая часть
Трещины в станинах могут быть ликвидированы различными способами: заваркой с последующей механической обработкой (при необходимости), с помощью накладок, штифтов, стяжек.
Для предотвращения дальнейшего распространения трещины используют накладки. Концы трещины засверливают сверлом 0 4...5 мм; вырезают из мягкой листовой стали толщиной 4...5 мм накладку (ее размеры должны перекрывать границы трещины не менее чем на 15 мм); согласно размерам накладки из картона или листового свинца вырезают прокладку; в накладке и прокладке по периметру сверлят сквозные отверстия под винты М5 и М6 с потайной головкой на расстоянии 10 мм от края и 10...15 мм друг от друга; в станине размечают по накладке и сверлят отверстия и нарезают резьбу М5 или М6; прокладку и накладку смазывают суриком или клеем (БФ2, карбонильным клеем, цементом и др.) и закрепляют на станине винтами; края накладки расчеканивают и опиливают.
С помощью стяжек трещины устраняют следующим образом: на некотором расстоянии от трещины по обе ее стороны сверлят и развертывают два отверстия, в которые запрессовывают штифты с выступающими концами; из стального листа изготавливают пластину-стяжку, имеющую два сквозных отверстия (под штифты), межосевое расстояние которых несколько меньше расстояния между штифтами, установленными на станине; трещину стягивают струбцинами; пластину-стяжку нагревают и устанавливают на штифты. При остывании пластины-стяжки трещина стягивается.
Посредством штифтов трещины ликвидируют так: концы трещины засверливают сверлом 0 4...5 мм, тем же сверлом сверлят отверстия вдоль трещины на расстоянии 6...8 мм друг от друга; во всех отверстиях нарезают резьбу, в них ввинчивают резьбовые штифты, изготовленные из меди или мягкой стали, концы которых должны выступать над поверхностью станины на 1,5...2 мм; затем сверлят отверстия между штифтами с перекрытием штифтов не менее чем на 1/4 диаметра; в отверстиях нарезают резьбу и ввинчивают в них штифты, обрубленные заподлицо; концы штифтов расчеканивают. Пробоины и сколы в станине устраняют заваркой пробоин и наплавкой сколов с последующей механической обработкой, а также установкой вставки, ввертыша или пробки.
При установке вставки сколотое место запиливают или фрезеруют; изготавливают вставку по форме паза и запрессовывают ее в паз; вставку можно дополнительно крепить винтами.
При установке ввертыша поврежденное место станины рассверливают; нарезают в отверстии резьбу; в отверстие ввертывают металлическую, предварительно смазанную суриком резьбовую пробку, которую стопорят кернением.
При установке пробки небольшие сколы засверливают и развертывают; в полученное отверстие запрессовывают металлическую пробку, опиленную по форме ремонтируемой поверхности.
Сломанные выступающие части станины (кронштейны, ушки, стержни) восстанавливают следующими способами: приваркой отломанной части, установкой вставки или пробки. В последнем случае оставшуюся на станине часть сломанного элемента удаляют (строганием, фрезерованием, обрубкой, запиливанием, высверливанием); затем под эту вставку фрезеруют или выпиливают паз или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом); вставку запрессовывают в паз и крепят винтами; пробку запрессовывают, а штифт ввинчивают резьбовым концом, смазанным суриком. При наличии в сломанном кронштейне отверстия его растачивают или развертывают до номинального размера после установки вставки.
Изношенные отверстия станины восстанавливают наплавлением слоя металла на поверхность отверстия с последующей механической обработкой до нужного диаметрального размера и установкой ремонтной втулки: изношенное отверстие рассверливают или растачивают под запрессовку в него втулки или стакана; от проворота последние стопорят винтом; во втулке (стакане) растачивают или развертывают отверстие нужного диаметрального размера.
Выбор способа восстановления направляющих станины определяется характером и
степенью их износа, а также условиями ремонта (оснащенностью предприятия специальным оборудованием и приспособлениями). Задача заключается в том, чтобы выбрать такой способ восстановления, который обеспечивал бы необходимую точность направляющих при наименьших затратах времени и средств. В ремонтной практике для восстановления направляющих применяют шабрение, шлифование, тонкое фрезерование, строгание с последующим шлифованием, строгание с последующим шабрением и притиркой. В таблице приведены данные, которые характеризуют трудоемкость и эффективность некоторых способов восстановления направляющих станин.
Образующиеся при эксплуатации направляющих глубокие риски и задиры запаивают баббитом. Ремонтируемое место тщательно зачищают, разделывают кромки под углом 90° с высокой шероховатостью поверхности. Поверхность обезжиривают ацетоном, бензином или раствором кальцинированной соды, подогревают, наносят флюс (хлористый цинк) и осуществляют пайку массивным (1,5...2 кг) паяльником.
Указанные дефекты устраняют также металлизацией. Для этого после осуществления перечисленных подготовительных операций на дефектное место посредством металлизатора напыляют цинк или латунь. После напыления или паяния направляющие шлифуют или шабрят.
Если ремонт станин выполняет цеховая ремонтная бригада, то применять специальные станки для механической обработки направляющих нецелесообразно из-за их малой загрузки.
При износе направляющих станин до 0,12 мм в этих условиях используют шабрение или шабрение с притиркой пастой ГОИ. Следует отметить, что даже при незначительном износе (до 0,05 мм) направляющих, их восстановление шабрением отличается значительной трудоемкостью и стоимостью, но низкой производительностью. Однако шабрение обеспечивает высокую точность контакта сопрягаемых поверхностей (до 30 пятен на площади 625 мм2). Шабрение направляющих осуществляют либо без снятия станин с их фундамента, либо со снятием с фундамента и установкой на плите или жестком бетонном полу. После установки станин, например, токарного станка ее направляющие