ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 150
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
 в долях от средней квадратичной погрешности SX
в долях от средней квадратичной погрешности SX. Коэффици-
 ент Стьюдента зависит от числа измерений nи от надежности
ент Стьюдента зависит от числа измерений nи от надежности и указан в табл. 1.1.
Абсолютная погрешность Xрассчитывается по формуле
 X .
X .В большинстве случаев более существенную роль играет не
 абсолютная X, а относительная погрешность :
абсолютная X, а относительная погрешность : X
Xили
X
100% . (1.4)
Все результаты расчетов заносят в табл. 1.2.
Таблица1.2



 Результатарасчетапогрешностиизмерений
Результатарасчетапогрешностиизмерений| № п/ п | Xi | X | Xi | X2 i | Х2 i | SX | Xсл | t,n | Xпр | X Х | |
| | мм | мм | мм | мм2 | мм2 | мм | мм | мм | мм | мм | % |
| 1 | | | | | | | | | | | |
| 2 | | | | ||||||||
| 3 | | | | ||||||||
| 4 | | | | ||||||||
| 5 | | | |
Расчетпогрешностейкосвенныхизмерений
При косвенных измерениях искомая величина определяется из результатов прямых измерений других величин, которые свя- заны с ней соответствующей функциональной зависимостью.
Расчет погрешностей косвенных измерений производится с помощью дифференциального исчисления.
Пусть искомая величина yявляется функцией нескольких независимых переменных. Например,
y a b2 c3.
Среднее арифметическое значение y вычисляют, подстав-ляя в формулу средние арифметические значения прямых изме- рений:
 y a
y ab2 c
3. (1.5)



 Вычисляют относительную погрешность искомой величи-
Вычисляют относительную погрешность искомой величи-ны:
 y
y y
y или y
2 42 92 ,


 a b c
a b c(1.6)
где
a,
b, c
– относительные погрешности соответствующих
прямых измерений, взятые в относительных единицах.

 Находят абсолютную погрешность (доверительный интер- вал) при заданной надежности :
Находят абсолютную погрешность (доверительный интер- вал) при заданной надежности :y
y y. (1.7)
Результаты записываются в виде:
y y y. (1.8)-
ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
В лаборатории механики наиболее часто используемыми измерительными приборами являются штангенциркуль, микро- метр, микроскоп, весы, секундомер.
-
Измерение штангенциркулем
Штангенциркуль представляет собой линейку 1 (масштаб), разделенную на сантиметры и миллиметры (рис. 2.1). Линейка снабжена двумя ножками, ножка 2 неподвижна. Измеряемое тело зажимается между ними.
X=1,0+0,6=1,6 мм
 б)
б)Рис.2.1.Штангенциркуль
Для увеличения точности измерения штангенциркуль снаб- жен нониусом 3, который представляет собой короткую линейку, помещенную на подвижной ножке, скользящую вдоль масштаба.
Расстояние между двумя соседними черточками нониуса не равно длине между двумя соседними черточками масштаба. Ина- че говоря, цена деления нониуса не равна цене деления основного масштаба.
Для измерения размера тела с помощью штангенциркуля необходимо:
-
Проверить исправность штангенциркуля. Для этого следует сдвинуть ножки штангенциркуля до соприкосновения и посмотреть, совпадает ли нуль нониуса с нулем масштаба. Если совпадения нет, то замерить по штрихам нониуса, на сколько де- лений (десятых и/или сотых долей миллиметра) нуль сбит в ту или другую сторону. Это расхождение нуля будет постоянным при всех измерениях и эту индивидуальную поправку нужно со- ответственно прибавить или отнять от результата измерений. -
Измеряемый предмет зажимают между ножками штан- генциркуля. -
Берут отсчет по основной шкале и по нониусу (рис.2.1.б).
-
Измерение микрометром
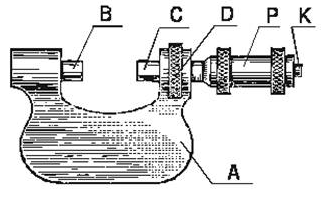 Более точные измерения (диаметр проволоки, толщина пла- стин) можно произвести микрометром (рис. 2.2). Микрометр со- стоит из скобы – рамки А, на концах которой имеются цилиндри- ческие отверстия с винтовыми нарезками. С левого конца рамки ввинчивается опорная пята В, а с правого – микрометрический винт С.
Более точные измерения (диаметр проволоки, толщина пла- стин) можно произвести микрометром (рис. 2.2). Микрометр со- стоит из скобы – рамки А, на концах которой имеются цилиндри- ческие отверстия с винтовыми нарезками. С левого конца рамки ввинчивается опорная пята В, а с правого – микрометрический винт С.
X=6+0,5+0,35=6,85 мм
а) б)
Рис.2.2.Микрометр
Ход такого винта, т. е. расстояние по оси между двумя со- седними делениями, равняется 0,5 мм. Поэтому винт при полном
обороте перемещается поступательно на 0,5 мм. Винт соединен с барабаном D, вращающемся и перемещающемся вместе с винтом относительно неподвижной трубки Р, которая закреплена на ско- бе – рамке. На барабан по окружности наносят 50 делений. Гори- зонтальная шкала
трубки представляет собой двойную шкалу, нанесенную по обе стороны продольной черты таким образом, что верхняя шкала сдвинута относительно нижней на половину деления, которое равно 1 мм. Поэтому цена деления неподвиж- ной трубки 0,5 мм. По неподвижной шкале трубки отсчитывают размер тела с точностью до 0,5 мм, сотые доли миллиметра – по барабану D. Для измерения размера тела с помощью микрометра нужно:
-
Определить цену деления линейной шкалы микромет- рического винта, т. е. установить, чему равняется расстояние ме- жду соседними черточками шкалы, нанесенной вдоль продольной черты трубки микрометрического винта. -
Определить цену деления круговой шкалы. Для этого цену деления линейной шкалы трубки разделить на число деле- ний круговой шкалы, нанесенной на барабан D. -
Проверить исправность микрометра. Для этого вращая головку К микрометра, привести конец винта С в соприкоснове- ние с упором В. При этом нулевое деление круговой шкалы (на баране D) должно совпадать линией неподвижной шкалы трубки. -
Измеряемый предмет зажать между концом винта С и упором В. Как только конец винта С достигнет измеряемого предмета, вращение головки К будет вхолостую, винт не будет перемещаться. Это устраняет ошибку на измерительное усилие. -
Определить деление линейной шкалы, за которым сто- ит край вращающегося барабана, и в соответствии с найденной ценой деления линейной шкалы выразить сделанный отсчет в со- тых долях миллиметра. -
Сложить отсчеты по линейной и круговой шкалам, учесть систематическую ошибку (рис.2.2.б).
3. ПОСТРОЕНИЕ ГРАФИКОВ
Построение графиков является важной частью представле- ния результатов измерений
физических величин и отображение их взаимосвязей.
При построении графиков необходимо пользоваться сле- дующим правилами:
-
.
.
5,7
 Построить ко- ординатные оси с
Построить ко- ординатные оси с
учетом выбранного удобного масштаба. Если результаты измерений далеко за пределами нулевых отметок и если не требуется привязки
к нулевой отметке по условиям задачи,
5,6
5,5
Момент силы трения
5,4
5,3
5,2
5,1
5
4,9
0,12
 4,8
4,8 y = -11,768x + 6,1064 R2 = 0,9831
то совсем необяза-
0,00 0,02 0,04 0,06 0,08 0,10
Расстояние
d,м
тельно, чтобы пере- сечение осей коор- динат совпадало с