Файл: Такие электрические машины называются преобразователями.rtf
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.11.2023
Просмотров: 51
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Повреждения электродвигателей по месту их возникновения и характеру происхождения делят на электрические и механические. К электрическим
Относят повреждение или токопроводящих частей обмоток, коллекторов, контактных колец и листов сердечников. Механическими повреждениями считают ослабление крепежных соединительных резьб, посадок, нарушения формы и поверхности деталей, перекосы и поломки. Повреждения обычно имеют очевидные признаки или легко устанавливаются измерениями.
Таблица №1 Неисправности электрических двигателей и возможные причины их возникновения.
| Признаки неисправности | Причины неисправности | Способы устранения |
| Двигатель при включении в сеть не развивает нормальной частоты вращения, издает не нормальный шум, при проворачивание вала от руки работает неравномерно | Возможен обрыв фазы при соединении обмоток статора звездой или двух фаз при соединении треугольником | Наиболее вероятное место повреждения – межкатушечные соединения или окисления контактных поверхностей замыкающих колец (у двигателей с фазным ротором). Производят ремонт соединения, зачистку контактов, ремонт обмотки |
| При работе электродвигателя на холостом ходу наблюдаются местные перегревы активной стали статора | Замкнуты между собой листы сердечника статора из-за порчи межлистовой изоляции или выгорания зубцов при повреждениях обмотки | Удалить заусеницы, обработав места замыкания острым напильником, разъединить листы и покрыть их лаком. При сильном выгорании листов – вырубить поврежденные места, между листами проложить тонкий электрокартон и пролакировать |
| Перегрев обмотки статора в отдельных местах при несимметрии токов в фазах; двигатель гудит и не развивает номинального момента | Витковое замыкание одной фазы в обмотке статора; межфазное замыкание в обмотках статора | В случае необходимости – перемотать поврежденную часть обмотки |
| Признаки неисправности | Причины неисправности | Способы устранения |
| Равномерный перегрев всего электродвигателя | Неисправен вентилятор (система вентиляции) | Снять защитный кожух и отремонтировать вентилятор |
| Частота вращения якоря меньше или больше номинальной при нормальных значениях напряжения сети и тока возбуждения | Щетки сдвинуты с нейтрали соответственно в направлении вращения или против направления вращения вала | Чаще всего неисправность бывает в регуляторе возбуждения |
| При нормальном нагреве двигателя и совершенно исправных щеточном аппарате и поверхности коллектора щетки искрят | Ослабла прессовка коллектора или выступает миканит дорожек изоляции Недопустимый износ коллектора | Проверить пайку всех соединений между обмоткой якоря и почерневшими пластинами коллектора. Обнаруженные неисправности соединения – пропаять |
Неисправности часто можно установить лишь по косвенным признакам. При этом приходится производить не только измерения, но и сопоставлять обнаруженные факты с известными из опыта и делать соответствующие выводы.
2.2.1 Предремонтные испытания
Для электродвигателей, поступающих в ремонт, когда это, возможно, следует проводить предремонтные испытания.
Объем испытаний устанавливают в каждом случае в зависимости от вида ремонта, результатов анализа карт осмотра и внешнего состояния электродвигателя. Работа по предметному выявлению неисправности машин называется дефектацией. Перед испытаниями электродвигатель подготавливают к работе с соблюдением всех требований правил технической документации: измеряют размеры зазоров в подшипниках и воздушные зазоры, осматривают доступные узлы и детали и оценивают возможность их использования при испытаниях. Непригодные детали по возможности заменяют исправными (без разборки)
В асинхронных двигателях на холосто ходу измеряют ток холостого хода, контролируют его симметрию и оценивают визуально или с помощью инструментов все параметры, подлежащие контролю при эксплуатации.
В электродвигателях с фазным ротором и двигателях постоянного тока оценивают работу контактных колец, коллекторов. Щеточного аппарата. Нагружая электродвигатель в допустимой мере оценивают влияние нагрузки на работу его основных узлов, контролируют равномерность нагрева доступных частей, вибрацию, определяют неисправности и устанавливают возможные их причины.
Типичные признаки и причины неисправностей асинхронных электродвигателей при номинальных параметрах питающей сети и правильном включении обмоток электродвигателя приведены в таблице №1.
2.3 Разборка электродвигателя
Разборку электродвигателя начинают со снятия:
- шкива или полумуфты.
- крышки подшипников качения, отпускают хомуты траверс, отвинчивают гайки со шпилек, стягивающих фланцы шарикоподшипников.
- выпускают масло из подшипников скольжения.
- снимают подшипниковые щиты.
- вынимают ротор электродвигателя.
- снимают с вала подшипники качения, вытаскивают из щитов втулки или вкладыши подшипников скольжения.
- промывают бензином или керосином щиты, подшипники, траверсы, вкладыши, масленки, уплотнения и т. п.
- очищают обмотки от пыли или продувают их очищенным сжатым воздухом.
- загрязненные обмотки после продувки протирают чистой тряпкой, смоченной в бензине.
- производят распайку соединений и вынимают обмотки из пазов.
Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Туго выворачивающиеся болты смачивают керосином и оставляют на несколько часов, после чего болты ослабляют и выкручивают.
При разборке электродвигателя все мелкие детали складывают в специальный ящик. Каждая деталь электродвигателя должна иметь бирку, на которой указывают номер ремонтируемого электродвигателя. Болты и шпильки после разборки лучше ввернуть на свои места, что предотвратит возможную их утерю.
Шкив, полумуфту и шарикоподшипник снимают с вала при помощи съемника (рис. 7), желательно чтобы съемник был с тремя скобами.

Рис.№7 Съемник
2.3.1 Ремонт обмотки статора
Перед ремонтом внимательно осматривают обмотки, обращая особое внимание на места выхода обмотки из пазов статора. Замасленные места обмоток протирают обтирочным материалом, смоченным в бензине. Места обмотки с незначительными повреждениями изоляции (отслоение, механическое повреждение, оголение проводов и др.) покрывают изоляционным лаком или эмалью воздушной сушки, нанося лак щеткой или пульверизатором.
Оборванные, ослабленные или потерявшие механическую прочность бандажи осторожно снимают и бандажируют лобовые части обмоток, используя тафтяную ленту при изоляции обмотки класса нагревостойкости А и стеклоленту при изоляции классов Е, В и F. Бандаж укладывают по окружности лобовых частей обмотки через один или два паза с помощью специального шила (рис 8) с натяжением. Затем пропитывают бандажи одним из лаков или эмалей воздушной сушки.
Места выводных проводов обмотки статора электродвигателя с механическими повреждениями изоляции покрывают несколькими слоями изоляционной ленты. Выводные провода заменяют новыми, если их изоляция по всей длине имеет трещины, отслоения или механические повреждения, распространяющиеся на медную жилу. При замене снимают бандаж с лобовой части обмотки и рассоединяют поврежденный провод с выводами катушечной группы обмотки статора.
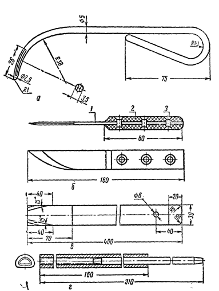
Рис.№8
Если обмотка электродвигателя намотана медным проводом, то на длине 35—40 мм ножом (рис 8, б) зачищают концы проводов катушечных групп и выводного провода. Зачищенные концы скручивают скруткой, как это показано на рисунке 9а, причем длина скрутки не должна быть меньше 20—25 мм. Место скрутки проводов пропаивают припоем ПОС-30 или ПОС-40 или сваривают угольным электродом. При сварке один зажим трансформатора присоединяют.. к скрутке, а второй — к угольному электроду (рис9,в). Напряжение на дуге должно быть 16—18В.
Если обмотка электродвигателя выполнена алюминиевым проводом, то концы проводов катушечных групп зачищают на длине 70—80 мм, а конец медного выводного провода — на длине 50 мм. Зачищенные концы соединяют скруткой таким образом, чтобы все жилы медного провода находились внутри четырех-пяти витков алюминиевого провода и конец медного провода выступал над алюминиевым на 3—4 мм (рис 9б). Кисточкой наносят на торцевую поверхность скрутки флюс (канифоль—25%, спирт этиловый—75%) и оплавляют угольным электродом до получения качественного соединения проводов. Оплавление начинают с торцевой поверхности медного провода. После сваривания со скрутки удаляют остатки флюса.
Место соединения проводов изолируют, надев на скрутку линоксиновую трубку (рис9, г) или намотав несколько слоев изоляционной ленты. Затем бандажируют лобовые части обмотки, разместив витки бандажа через один или два паза по окружности лобовой части обмотки, и пропитывают лаком воздушной сушки.
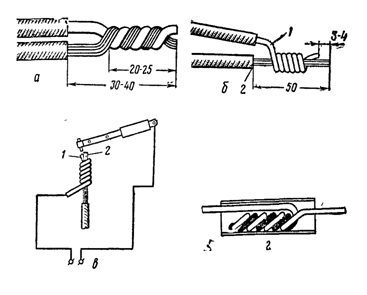
Рис.№9
2.3.2 Выжигание обмотки статора
Для размягчения изоляции статор электродвигателя помещают в печь-термостат и постепенно поднимают температуру до 300 С и выдерживают статор при ней в течение 4-5 ч. При этом происходит деструкция и размягчение связующего состава изоляции обмотки. Затем демонтируют катушки статора, выполняя ряд ремонтно-технологических операций (срезают изоляцию с мест пайки схемы, распаивают схему, выбивают пазовые клинья из пазов, извлекают обмотки из пазов, очищают пазы от остатков изоляции и т.д.).
Следует обращать внимание на состояние витковой изоляции. У катушек, не имеющих повреждения изоляции, объем восстановительных работ существенно сокращается, так как нагрев обмотки в термостате не вызывает нарушения изоляции. При необходимости поврежденную витковую изоляцию удаляют, используя различные способы очистки провода от изоляции (проволочные щетки-круги и т.п.)
Катушки с уложенной витковой и корпусной изоляцией рихтуют на шаблоне, подсушивают в термостате при температуре до 100°С, опрессовывают в пресс-форме их пазовую часть, укладывают в статор по типовой технологии и запекают в печи-термостате при температуре 150°С в течение 6-8 ч.
2.3.3 Выемка обмотки статора
Установить статор на токарный станок.
Обрезать лобовую часть обмотки статора со стороны соединения катушек.
Разогреть изоляцию обмоток статора в тупиковой электропечи при температуре 250…300 °С в течение 30…40 мин (при загрузке и выкатке тележки из электропечи нагреватели должны быть отключены, а местный отсос включен).
При остывании статора до температуры 80…90 « установить держатель активной стали и удалить по частям обмотку из пазов на установке для выемки обмоток.
Снять держатель активной стали.
2.3.4 Изготовление обмотки
Для намотки катушек необходимо заготовить медного эмалированного провода марки ПЭЛ 120 г. Диаметр провода без изоляции должен быть равен 0,23 мм (с изоляцией 0,25 мм). За неимением провода такого диаметра можно использовать провода диаметром 0,21 или 0,25 мм.
Каждая катушка должна состоять из 670 витков этого провода.
Указанные обмоточные данные соответствуют тому случаю, когда электродвигатель должен работать от сети напряжением 127 а.
Укладку витков провода на шаблоне следует стремиться производить возможно ровнее. Витки должны прилетать друг к Другу, образуя так называемую слоеную обмотку. После окончания намотки катушки и снимите катушку с шаблона без опасения, что витки разойдутся.
Освободите шаблон от скрепляющего его витка, снимите щёки и осторожно удалите из полученной катушки сердечник. Таким же образом намотайте и вторую катушку. Намотанные катушки подвергаются пропитке и сушке.
Чтобы выводы катушек не переломились при перегибах, их выполняют гибким изолированным кабелем сечением 0,5 ко. мм или, если кабеля не достанете, медным проводом диаметром 0,8- 1,0 мм. Места припайки выводов должны быть изолированы от витков обмотки. Выводы должны быть припаяны аккуратно, чтобы не осталось острых мест от наплывов припоя, которые могут привести к замыканию между собой витков катушек или на корпус.
После припайки катушки изолируются полосами из лакоткани или лаколентой шириной 10-12 мм в полна- хлёста; каждый оборот ленты должен наполовину перекрывать предыдущий оборот. Сверх этой изоляции катушки должны быть изолированы тафтяной или батистовой лентой шириною 10-М2 мм, также в пол нахлёста.
На внутренних углах катушек, чтобы не получалось утолщений, следует ленту сужать, подрезая её ножницами.
Укладка катушек статора. Взять комплект секций на электродвигатель и положить слева от подставки. Взять одну группу фазы и развязать нитки, связывающие группу. Первую секцию согнуть. Секцию сгибать так, чтобы части секции, вкладываемые в пазы» были параллельны. Вязки сдвинуть на лобовые части. В первый паз вставить одну сторону секции, заправляя проводники ножом, оправкой, изготовленным из твердых пород дерева или текстолита, эбонита и т. д. Первым пазом считается паз (если смотреть слева), лежащий напротив кармана или места выхода из статора выводных концов. Укладку производят по часовой стрелке. Закрепить секции пазовой крышкой. Обжать секцию в пазу гладилкой и заклинить клином. В зависимости от шага по пазам отсчитать необходимый паз и вставить в него вторую сторону секции, повторяя операции по укладке первой стороны. Уложить в том же порядке остальные катушки секции. Согласно схеме обмотки уложить остальные секции. Установить шаблон для формовки лобовых частей в расточку статора и оправкой отформовать лобовую часть. Вставить лобовые межфазные прокладки. Повернуть электродвигатель другой стороной, повторить процесс формовки лобовой части. Вставить лобовые межфазные прокладки. Статор установить вертикально, расправить концы секций и надеть на них поливинилхлоридные или линоксиновые трубки. На концы секций в местах межкатушечных соединений надеть поливинилхлоридные или линоксиновые трубки по одной на каждое. Зачистить места сварки от изоляции и соединить катушки.