Файл: Такие электрические машины называются преобразователями.rtf
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.11.2023
Просмотров: 52
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Присоединение выводов электродвигателя. Места соединений сварить при помощи сварочного трансформатора. Концы обмотки свариваются на стыковом аппарате. Для этого к зачищенным и скрученным вместе проводам прикладывают металлический электрод. В данном случае используют плоскогубцы, к которым присоединен один провод от сварочного трансформатора. Ручки плоскогубцев изолированы. К концу скрутки прикладывают угольный электрод. Возникшая дуга оплавляет провода и сваривает, их.
Зачистить место сварки, отогнуть скрутку и надвинуть трубку. Надвинуть линоксиновую (поливинилхлоридную) трубку большего диаметра на отогнутую скрутку с выводным концом так, чтобы каждый ее конец находил на трубку меньшего диаметра не меньше чем на 10 мм. Уложить выводные концы, направив их к карману или месту вывода, а затем связать в пучок. Бандажировка обмоток электродвигателя. Забандажировать лобовую часть хлопчатобумажным шнур-чулком или стеклошнур-чулком, прошивая обмотку возле каждого паза. Шнур завязать узлом у первого паза. Повернуть статор и забандажировать вторую лобовую часть. Установить статор в приспособление для опрессовки. Выводные концы заправить в соответствующую прорезь. Опрессовать лобовую часть. Повернуть статор и опрессовать вторую лобовую часть. После опрессовки произвести перетяжку бандажа. Развязать крепление шнур-чулка, выбрать слабину, образовавшуюся при опрессовке и завязать узлом заново. При изготовлении приспособления для опрессовки лобовых частей статор; необходимо учитывать, что после опрессовки обмотки лобовых частей немного пружинят, увеличивая размер на 2...3 мм. Кроме того, необходимо также учитывать увеличение размера лобовых частей обмотки на 2...3 мм после пропитки и сушки. Установить шаблон для оправки лобовых частей и оправить последние с обеих сторон статора. Произвести контроль обмотки на контрольном стенде. Отправить статор на пропитку и сушку.
2.3.5 Пропитка лаком
Для пропитки обмотки статора в бак по патрубку подается сжатый воздух давлением 0,45 - 0,5 МПа, с помощью которого уровень лака поднимается до заполнения всей обмотки, но ниже верхней части кромки станины статора. По окончании пропитки выключают подачу воздуха и выдерживают статор примерно 40мин (для слива остатков лака в бак), снимают заглушку с коробки выводов. После этого статор направляют в сушильную камеру.
Это же приспособление используют для пропитки обмоток статора под давлением. Необходимость в этом возникает в тех случаях
, когда в пазах статора очень плотно уложены провода и при обычной пропитке (без давления лака)лак не проникает во все поры изоляции витков. Процесс пропитки под давлением заключается в следующем. Статор устанавливается как и в первом случае, но сверху закрывается крышкой. Сжатый воздух подается в бак и цилиндр, который прижимает крышку к торцу станины статора через установленную прокладку уплотнения. Поворотная траверса, укрепленная на колонке, и винтовое соединение крышки с цилиндром позволяют использовать это приспособление для пропитки обмоток статоров различной высоты.
Пропиточный лак в резервуар подается из емкости, расположенной в другом, не пожароопасном помещении. Лак и растворители являются токсичными и пожароопасными и в соответствии с правилами охраны труда работа с ними должна проводиться в защитных очках, рукавицах, резиновом фартуке в помещениях, оборудованных приточно-вытяжной вентиляции.
2.3.5 Сушка обмотки статора
Применяется несколько способов сушки. Наиболее целесообразно в условиях участка сушить обмотки в сушильном шкафу при температуре 80-90° С в течение 7-10 ч. Для сушки обмоток электродвигателей можно использовать шкаф ОП-4443 (рис.10). Крышка шкафа в открытом положении служит площадкой для установки электродвигателей при съеме с кран-балки или другого подъемного средства, а рольганг на крышке и внутри шкафа - для подачи двигателей в камеру шкафа.
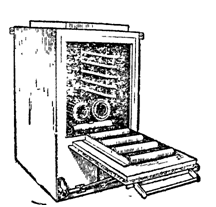
Рис.№10
Изоляция обмоток считается высушенной, если ее сопротивление при установившейся температуре не изменяется в течение 2-3 ч.
При сушке обмоток на месте установки электродвигателей обычно пользуются одним из трех способов нагрева: внешним нагревом (терморадиационный способ), нагревом током, пропускаемым через обмотки электродвигателя или индукционным нагревом.
Для сушки обмоток внешним нагревом в большинстве случаев применяют лампы инфракрасного излучения типа ЗС мощностью 250, 500, 1000 Вт, обычные осветительные лампы мощностью 100-250 Вт или трубчатые электронагреватели типа ТЭН. Лампы и трубчатые электронагреватели размещают в расточке статора так, чтобы обмотка нагревалась равномерно. Во время сушки контролируют температуру нагрева и сопротивление изоляции обмоток. Температуру нагрева контролируют термометром со шкалой 0-150° С, а сопротивление изоляции - мегомметром на 500 В. В начале сушки температуру измеряют через 15-30 мин, а после установления температуры-через каждый час. Температура обмотки в наиболее нагретом месте не должна превышать 90° С, а время нагрева обмоток до температуры 70-90° С должно быть не менее 2-2,5 ч. Для электродвигателей серии СХ допустимая температура обмоток при сушке составляет 110°С. Чтобы избежать рассеивания тепла, статор и ротор при сушке следует оградить листами из негорючего материала.
При сушке токовым нагревом заземляют корпус электродвигателя, обмотки статора соединяет последовательно или параллельно (рис. 11, а) и подключают к вторичной обмотке понижающего трансформатора.
В качестве понижающего трансформатора для сушки обмоток электродвигателей мощностью до 10 кВт можно использовать осветительные трансформаторы ТБС-2 или ОСО-0,25, а для электродвигателей большей мощности - сварочные трансформаторы. Перед началом сушки с помощью реостата или регулятора устанавливают силу тока в обмотках электродвигателя, равную 60-80% его номинального значения. При сушке контролируют температуру нагрева обмоток и сопротивление изоляции.
Чтобы избежать пробоя изоляции, сушить токовым методом можно только обмотки электродвигателей, сопротивление изоляции которых не менее 0,1 МОм. Особенно опасно сушить постоянным током обмотки с низким сопротивлением изоляции, так как при сушке может возникнуть электролитическое действие тока.
Для сушки обмоток индукционным нагревом на станину статора наматывают намагничивающую обмотку (рис.11,б). Обмотки электродвигателя нагреваются за счет тепловых потерь, возникающих вследствие нагрева магнитопровода.
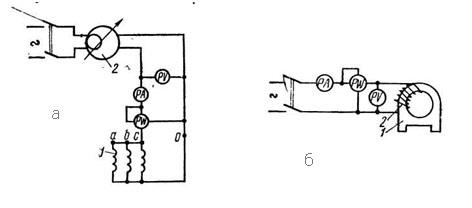
Рис.№11
2.3.6 Сборка Электродвигателя
Сборку электродвигателя начинают со сборки отдельных узлов. В подшипниковые щиты запрессовывают перезалитые вкладыши или выточенные заново втулки. Их надо предварительно пришабрить по валу и выпилить в них по старым размерам канавки для смазки и прорези для смазочных колец.
Вкладыши и втулки запрессовывают в щит при помощи небольшого винтового или гидравлического пресса или осторожными ударами молотка через прокладку. При этих операциях сборки особенно опасны перекосы, которые могут привести к заклиниванию втулок и вкладышей.
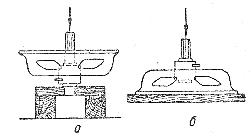
Рис. 12. а- правильная, б- неправильная
Установка подшипникового щита электродвигателя при выбивании вкладыша (рис.12): а - правильная, б - неправильная.
Шарикоподшипники необходимо туго посадить на вал. Для облегчения этой операции подшипник нагревают в масляной ванне до температуры 70 - 75°. При этом подшипник расширяется и легче надевается на вал электродвигателя. При нагревании подшипник не рекомендуется ложить на дно ванны, а надо подвешивать его на проволоке. Подогревать подшипник в пламени паяльной лампы не рекомендуется, чтобы не допустить отпуск стали подшипника.
Насаживают подшипник на вал электродвигателя легкими ударами молотка по трубе, упирающейся во внутреннее кольцо подшипника. При дальнейшей сборке наружная обойма подшипника должна быть посажена нормально в гнездо подшипникового щита. Слишком тугая посадка может привести к зажиму шариков, а слабая вызовет проворачивание наружной обоймы подшипника в гнезде щита, что недопустимо.
Следующую операцию - введение ротора в расточку статора производят так же, как и при разборке. Затем устанавливают подшипниковые щиты, закрепляя их временно болтами. При этом необходимо, чтобы щиты были установлены на свое старое место
, что проверяют по совпадению меток, нанесенных на корпусе и щите при разборке.
При одевании щитов на вал электродвигателя надо приподнять смазочные кольца подшипников скольжения, иначе они могут быть повреждены валом.
После установки щитов ротор электродвигателя проворачивают вручную. Ротор правильно собранного электродвигателя должен вращаться сравнительно легко.
Тугое вращение вала электродвигателя может быть вызвано: неправильной посадкой подшипника качения на вал (малый радиальный зазор), недостаточной рас шабровкой втулки или вкладыша подшипника скольжения, наличием в подшипнике опилок, грязи, засохшего масла, перекосами вала, обработкой вала или корпуса, не соответствующей посадке, увеличенным трением кожаных или войлочных уплотнений о вал.
Затем окончательно затягивают болты подшипниковых щитов, заполняют соответствующей смазкой подшипники качения и закрывают их крышками. В подшипники скольжения заливают масло.
Ротор собранного электродвигателя еще раз проворачивают вручную, проверяют отсутствие задевания вращающихся частей за неподвижные, определяют и подгоняют необходимую величину разбега (осевого перемещения ротора).
После сборки электродвигатель подключают к сети и проверяют при работе вхолостую, а затем она поступает на окончательные испытания.
2.3.7 Испытания электродвигателя
Электродвигатели испытываются следующим образом:
Таблица №2
| Испытания | Пункты |
| Приемо-сдаточные испытания при полной или частичной смене обмоток | 1, 2, 3, 4, 5, 6, 7, 8, 9 |
| При капитальном ремонте | 1, 2, 3, 4, 5, 6, 7, 8, 9 |
| При текущем ремонте | 2, 5 , 7. |
Объём и нормы приёмосдаточных и профилактических испытаний приводятся (по пунктам) ниже:
1) Измерить сопротивление постоянному току обмоток статора и ротора. Сопротивления обмоток статора и ротора измеряют при капитальном ремонте двигателей напряжением 2 кв и выше. Величины сопротивления обмоток различных фаз не должны отличаться от ранее измеренных величин или заводских данных более чем на 2%.
2) Измерить сопротивление изоляции мегоометром на напряжение 1000—2500 в. Величина сопротивления изоляции не нормируется.