Файл: 2. Высокоскоростная револьверная головка на 12 инструментов с поворотом без автоматического подъема.docx
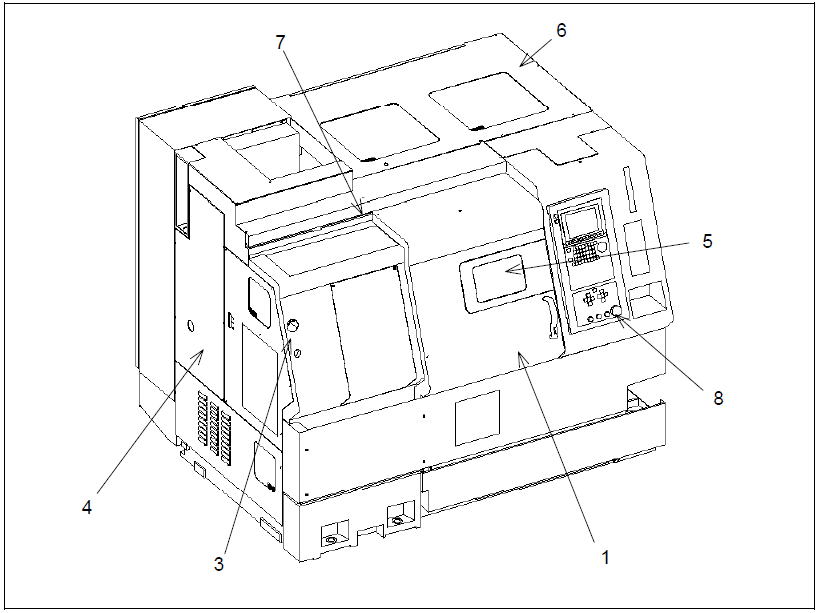
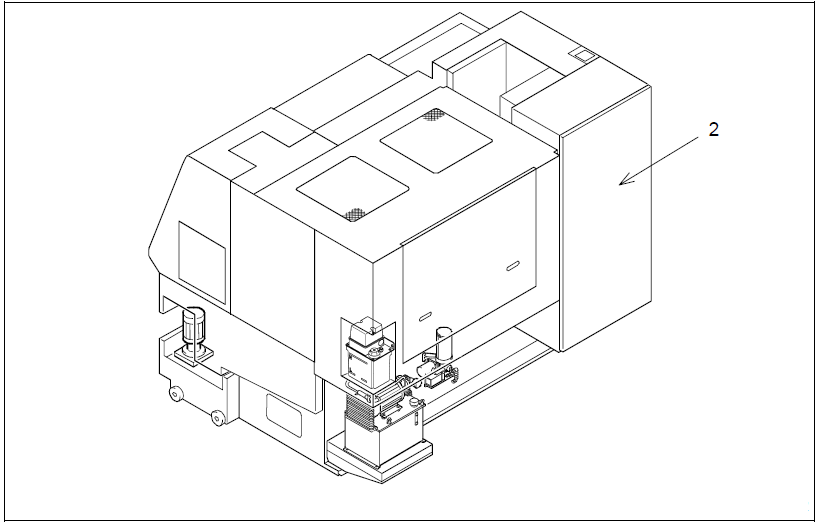
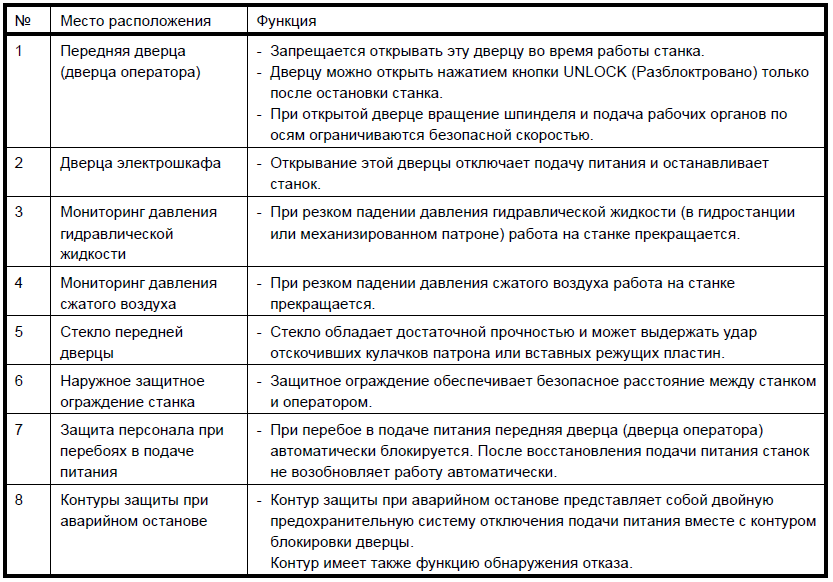
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.11.2023
Просмотров: 28
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Новейшие токарные центры с ЧПУ мирового класса объединяют
в себе передовые технологии, высокую производительность и
качество, отвечающие нуждам абсолютно любого заказчика. Широкое
разнообразие доступных технических характеристик – от 2-х до 4-х
осевых моделей до токарных центров с ЧПУ, оборудованных вторым
шпинделем и приводным инструментом, позволяют осуществить
обработку детали за один установ.
ОСОБЕННОСТИ СТАНКА:
Благодаря высокоскоростной линейной направляющей и шарико-винтовой паре обладает быстрым холостым ходом и простотой эксплуатации.
Серводвигатель осей X/Z. Шпиндель оснащается двигателем с преобразователем частоты или серводвигателем.
В качестве дополнения возможна установка различных систем управления, резцедержек, патронов, задних бабок, что позволяет удовлетворить потребности конкретных предприятий.
Высокоточный шпиндель-мотор
Мощный шпиндель-мотор с улучшенной жесткостью конструкции и усовершенствованной
системой охлаждения достигает высоких значений вращающего момента и высокой частоты вращения, что, следовательно, повышает производительность станка.
2. Высокоскоростная револьверная головка на 12 инструментов с поворотом без
автоматического подъема
На револьверной головке можно закрепить 12 инструментов. Поворот без автоматического подъема с помощью сервомотора переменного
тока способствует быстрой подаче инструмента.
3. Блок ЧПУ класса CNC типа MAZATROL NEXUS
ЧПУ MAZATROL MATRIX NEXUS – это быстрая, высокоточная и высоконадежная система, в которой используется множество технических инноваций, накопленных врезультате развития прекрасно зарекомендовавшей себя серии ЧПУ MAZATROL M640.
Более того, ЧПУ значительно улучшено на основе новейшейших комплектующих и программного обеспечения.
4. Быстрое и высокоточное позиционирование
Быстрое перемещение при величине подачи 30 м/мин для оси X и при величине подачи 33 м/мин для оси Z минимизирует время простоя станка. Сервоуправление с большим усилением, которое гарантирует плавный разгон/ торможение и высокоточное
исполнение, обеспечивает высокую точность обработки.
1-2 Обзор механизмов станка
1. Шпиндель
приводится в действие встроенным сервомодвигателем переменного тока с
регулируемой скоростью работы. Для охлаждения шпинделя с целью сокращения теплового воздействия предусмотрена система воздушного охлаждения.
2. Задняя бабка
Залняя бабка приводится в действие серводвигателем переменного тока через ШВП.
3. Зажимной патрон
Зажимной патрон соединен с поворотным гидравлическим цилиндром на задней части шпинделя с помощью соединительного штока. Кулачок зажимного патрона открывается и
закрывается, когда поршень цилиндра перемещается вперед по направлению к зажимному патрону и назад, соответственно (или наоборот, в зависимости от конкретного типа зажимного патрона).4. Ось X и ось Z
Перемещение суппорта вдоль станины в направлении оси Z осуществляется
серводвигателем переменного тока через ШВП. Перемещение револьверной головки, установленной на суппорте, в направлении оси Х осуществляется серводвигателем переменного тока оси Х через ШВП.
4. Ось X и ось Z
Перемещение суппорта вдоль станины в направлении оси Z осуществляется
серводвигателем переменного тока через ШВП. Перемещение револьверной головки, установленной на суппорте, в направлении оси Х осуществляется серводвигателем переменного тока оси Х через ШВП.
5. Револьверная головка (станки модели QTN200-II/250-II)
Револьверная головка имеет 12 поверхностей для установки 12 инструментов
(вращающегося и токарного инструмента).
The tool holders are of the bolt fixing type. Во время работы в режиме автоматического
управления для индексирования выбранного инструмента револьверная головка
вращается по кратчайшей траектории. Во время работы в режиме ручного управления
при необходимости можно выбрать направление вращения по часовой или против
часовой стрелки.
За исключением периода вращения, планшайба револьверной головки гидравлически
зафиксирована (зубчатые муфты находятся в зацепленном состоянии). При получении
команды на вращение зубчатые муфты расцепляются и освобождают револьверную
головку. Затем электродвигатель переменного тока вращает револьверную головку с
помощью зубчатой передачи, и когда датчик положения сообщает, что револьверная
головка достигла точки, заданной командой, электродвигатель останавливается, и
револьверная головка снова зажимается.
| Система управления | MAZATROL MATRIX NEXUS |
| Макс. длина точения | 512 мм |
| Макс. O точения | 380 мм |
| Отверстие в шпинделе O | 77 мм |
| Перемещение по осям X / Y / Z | 230/575/550 мм |
| Инструментальных мест в револьвере 1,2 | 12 |
| Обороты шпинделя | 4000 об/мин |
| Мощность шпинделя | 26 кВт |
| Обороты приводного инструмента | 4500 об/мин |
| Мощность приводного инструмента | 5,5 кВт |
| Габариты станка ДхШхВ | 2583 х 1780 х 1908 мм |
| Масса станка | 4400 кг |
Производственный цикл (цепочка), в котором участвует QNT 250-II
-
Производственный диспетчерский отдел (ПДО) - получение информации по заготовкам. -
Подготовка материала нужного диаметра для серийного/массового производства . -
Нарезание заготовок необходимой длины на ленточнопильном станке Pegas 400. -
Контроль ОТК. -
Складирование и транспортировка нужного объёма заготовок к станку. -
Транспортировка заготовок к металлообрабатывающему станку. -
Установка заготовок в патрон станка QTN 250-II с последующей обработкой. -
Контроль ОТК. -
Слесарная обработка – удаление заусениц (надфиль, наждачная бумага).. -
Контроль ОТК. -
Транспортировка на склад готовой продукции.




Нарезка деталей заданного размера



Контроль ОТК
Слесарная доработка
Механическая обработка на станке QTN-250-II

Транспортировка на склад
Техническое обслуживание и планово-предупредительный ремонт проектируемого оборудования.
Техническое обслуживание — комплекс технологических операций и организационных действий по поддержанию работоспособности или исправности объекта при использовании по назначению, ожидании, хранении и транспортировании (техническое обслуживание), а также по восстановлению работоспособности, исправности и ресурса объекта и/или его составных частей (ремонт). ТО могут быть как плановыми (регламентированными), так и неплановыми.
Планово-предупредительный ремонт (ППР) - проверка через установленные интервалы времени, независимо от состояния, установки или инженерной системы с осуществлением настройки и регулировки, текущего ремонта, ремонта или замены пришедших в негодность элементов, которые имеют признаки повреждения или рассматриваются как исчерпавшие предусмотренный срок службы.
Перечень быстро изнашиваемых узлов оборудования
| Наименование узлов и деталей | Материалы | Срок службы в мес. |
| Направляющие | Сталь | 36 |
| ШВП | Сборка | 48 |
| Грязесъемные кожуха | Сборка | 24 |
| Подшипник качения | Сборка | 12 |
| РВД | Сборка | 36 |
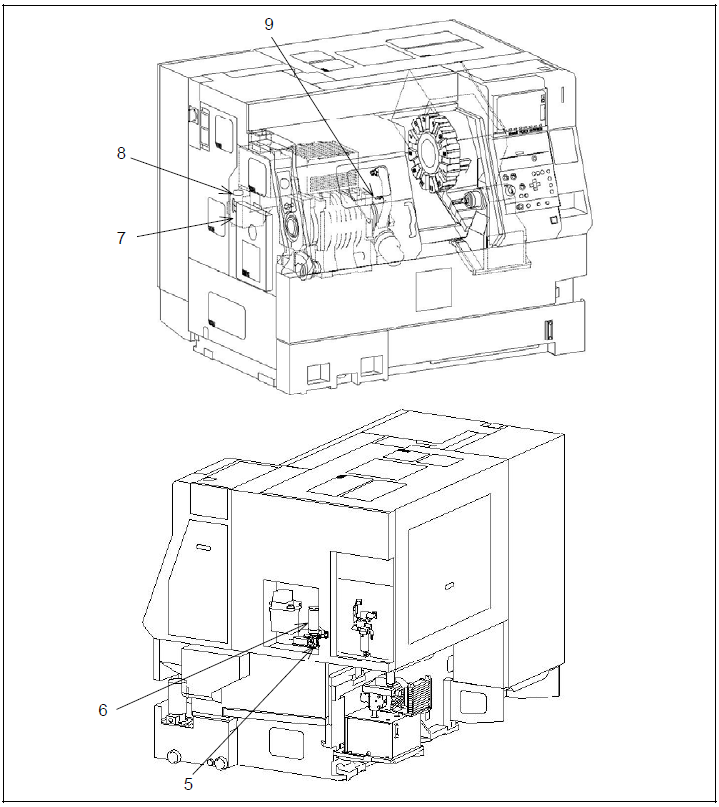
Смазка шариковых винтовых передач механизмов осевой подачи осуществляется с помощью устройства автоматической подачи смазки. Охлаждающий воздух подается из пневмоблока и смешивается со смазочным маслом в зоне каждой шариковой винтовой пары.
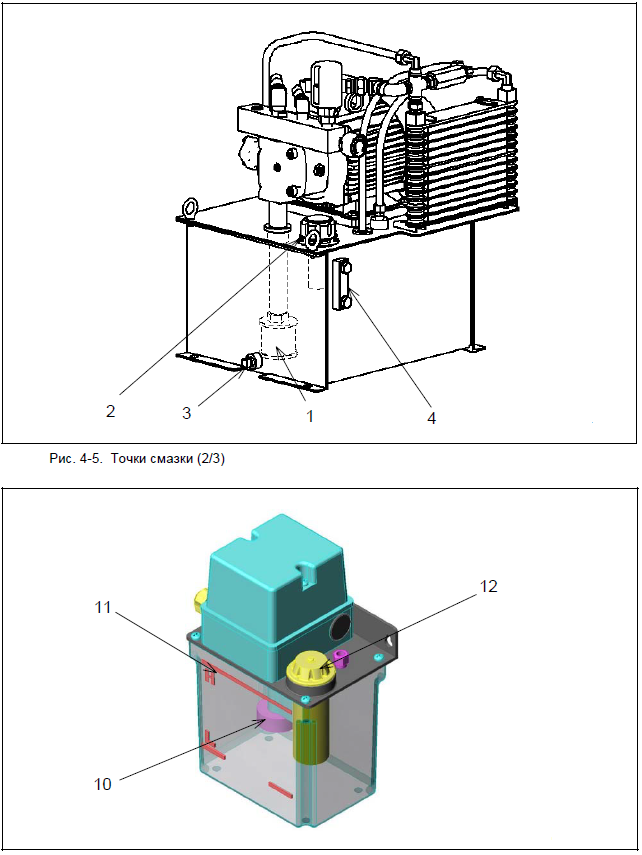
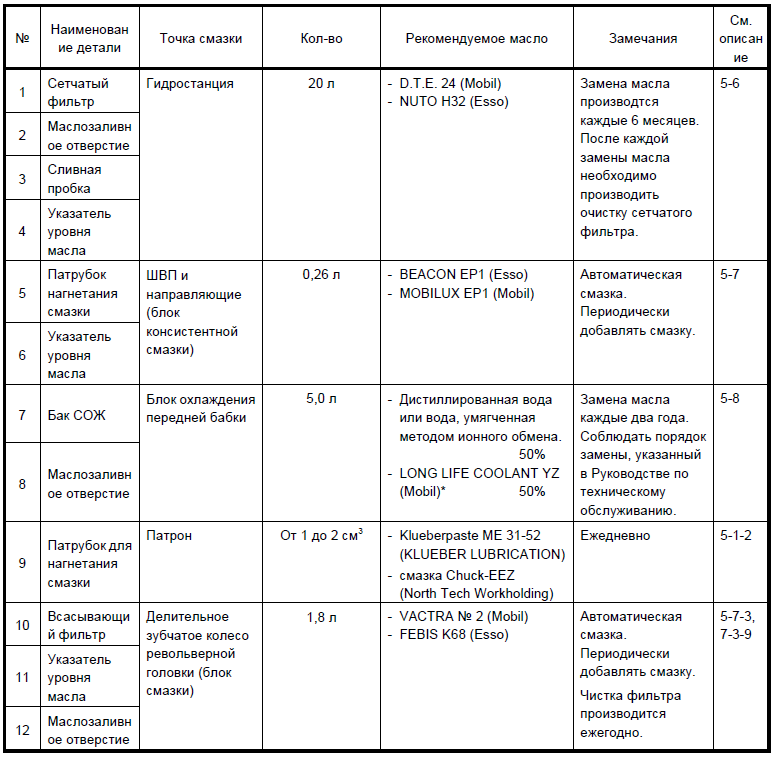
Долив масла и СОЖ
При доливе или замене СОЖ, гидравлической жидкости или смазочных средствследует использовать только марки масел, рекомендованные корпорацией MAZAK.
Использование других марок масел может привести к отказу станка или другимнеполадкам.
При доливе или замене масла следует использовать достаточное количество масларекомендованной марки.
Организация ремонтных работ.
Задача ремонтной службы предприятия - обеспечение постоянной работоспособности оборудования и его модернизация, изготовление запасных частей, необходимых для ремонта, повышение культуры эксплуатации действующего оборудования, повышение качества ремонта и снижение затрат на его выполнение.
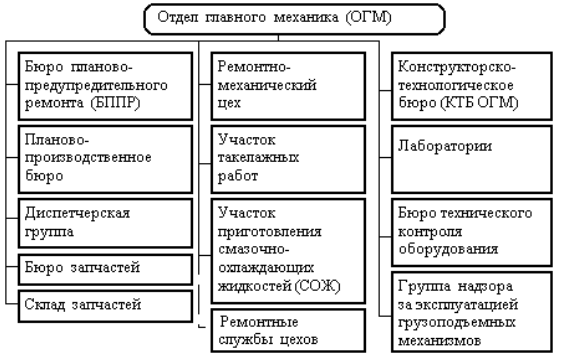
Ремонтную службу предприятия возглавляет отдел главного механика предприятия (ОГМ).
Функции ремонтной службы предприятия:
- разработка нормативов по уходу, надзору, обслуживанию и ремонту оборудования;
- планирование ППР (планово-предупредительных ремонтов);
- планирование потребности в запасных частях;
- организация ППР и ППО (планово-предупредительного обслуживания), изготовления или закупки и хранения запчастей;
- оперативное планирование и диспетчирование сложных ремонтных работ;
- организация работ по монтажу, демонтажу и утилизации оборудования;
- организация работ по приготовлению и утилизации смазочно-охлаждающих жидкостей (СОЖ);
- разработка проектно-технологической документации на проведение ремонтных работ и модернизации оборудования;
- контроль качества ремонтов;
- надзор за правилами эксплуатации оборудования и грузоподъемных механизмов.
Система ППР - это комплекс планируемых организационно-технических мероприятий по уходу, надзору, обслуживанию и ремонту оборудования. Мероприятия носят предупредительный характер, т.е. после отработки каждой единицей оборудования определенного количества времени производятся его профилактические осмотры и плановые ремонты: малые, средние, капитальные.