ВУЗ: Казахская Национальная Академия Искусств им. Т. Жургенова
Категория: Книга
Дисциплина: Не указана
Добавлен: 03.02.2019
Просмотров: 21710
Скачиваний: 19

9-52 Audio Recording Systems
most important polymers include poly(vinyl chloride-co-vinyl acetate/vinyl alcohol),
poly(vinylidene dichioride-co-acrylonitrile), polyesters, cellulose nitrate, and phenoxy resin.
Most magnetic-tape coatings are cross-linked with isocyanates to provide durability. Isocyan-
ate-curing chemistry is rather complex and difficult to control, and for this reason the industry
has explored curing with electron-beam radiation. A whole new field of binders has been devel-
oped for this purpose that polymerize extremely rapidly to high polymers in a much more con-
trollable fashion.
Dispersants are surface-active agents that aid in the separation of magnetic particles, a pro-
cess necessary for achieving the desired electrical performance of the tape. They facilitate sepa-
ration of charges on the particles and stabilize particle separation. Common dispersants are
lecithin, organic esters of phosphric acid, quaternary ammonium compounds, fatty acids, and
sulfosuccinates.
Conductive materials are often added to tape formulations to reduce electrostatic charge
buildup on tape as it is run on machines. Conductive carbon blacks are commonly used to reduce
the resistivity of tape by about four to six orders of magnitude.
Lubricants are necessary to prevent stiction of the tape as it comes in contact with the record
or playback head. A great many different materials are effective as lubricants, including:
•
Silicones; fatty acids, esters, and amides
•
Hydrocarbon oils
•
Triglycerides
•
Perfluoroalkyl polyethers
•
Related materials, often from natural products
Lubricants can be either incorporated in the tape coating formulation or added topically at the
end of the tape process.
9.4.2c
Miscellaneous Additives
Small amounts of other materials are included in many tape products to achieve special proper-
ties. For example, fine-particle alumina, chromia, or silica is often added to prevent debris
obtained during use of the tape from accumulating on the heads and clogging them. This is not
normally a requirement in tapes containing chromium dioxide as a magnetic pigment. Other
additives include fungicides, which are used in certain limited applications.
Solvent choice is determined by chemical inertness, binder solubility and mix rheology, evap-
oration rate, availability, toxicity, ease of recovery, and cost. The most commonly used solvents
for magnetic tape processes are tetrahydrofuran, methyl ethyl ketone, cyclohexanone, methyl
isobutyl ketone, and toluene. Many common types of coating defects can be avoided by the com-
binations of solvents to provide differential evaporation rates from the coating during the drying
process. Finished tape normally has very low levels of residual solvent.
9.4.3
Manufacturing Process
The following sequence of steps is employed in manufacturing magnetic tape:
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Magnetic Tape

Magnetic Tape 9-53
•
Mix preparation
•
Dispersion, or milling
•
Coating
•
Drying
•
Surface finishing
•
Slitting
•
Rewind and/or assembly
•
Testing
•
Packaging
9.4.3a
Dispersion
The magnetic particles must be deagglomerated without reducing the size of individual particles.
This step is accomplished by agitating the combined ingredients as a wet mix in one of several
types of mills, such as pebble, steel ball, sand, or Sweco, which produce high shear between
agglomerates. Milling efficiency in a given system is controlled by mix solids content, viscosity,
mix-to-media ratio, and temperature. The end point is reached when visual examination of a
drawdown sample under magnification shows the absence of agglomerates or that it meets a pre-
determined standard of dispersion quality. Another method is to mill until a maximum in the
derivative of the B-H loop is attained. Some commercial dispersion testers are available based on
dc noise measurements.
9.4.3b
Coating
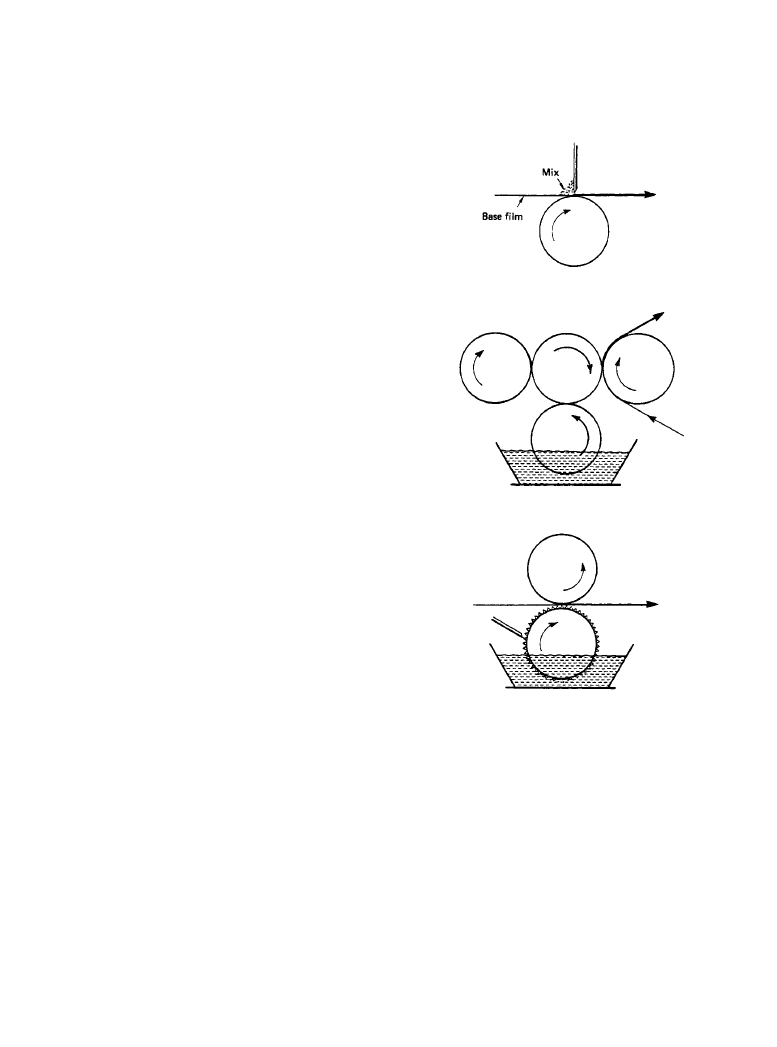
The coater is perhaps the most critical processing step in the entire operation. There are trade-
offs between advantages and disadvantages among the different types of coating methods used,
principal among which are reverse roll (Figure 9.4.2b) and gravure (Figure 9.4.2c). Reverse roll
is the most widely used, general-purpose method. Gravure is especially suited for very thin coat-
ings (0.2 mil or less). Knife coating (Figure 9.4.2a), one of the oldest methods, is disappearing
with the advent of thin coatings on thin films and high-speed, precision coatings. Extrusion and
curtain coating are increasingly important because they afford high-quality coatings at high
speeds. Coaters vary in width from 12 to 60 in as do the base films, and operate at speeds of
approximately 250 to 1000 ft/min.
Metal Evaporation Process
The process of depositing a metal layer onto a flexible substrate through evaporation of a metal
in a vacuum is referred to as metal evaporation (ME) coating [1]. This technique was developed
to increase packing density.
One means of increasing the volumetric packing density of magnetic tape is to make the mag-
netic layer thinner while preserving or increasing its magnetic capabilities. A means of achieving
these seemingly contradictory objectives is to deposit a continuous pure metal film onto the base
film, instead of using the typical dispersed particulate coating. The most direct way to maximize
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Magnetic Tape
9-54 Audio Recording Systems
the magnetic volume of the recording layer is to remove all non-magnetic components (oxygen)
of the particle itself and by removing the binding and resin matrix from the formulation. A nearly
ideal magnetic recording medium is achievable through physical deposition of magnetic material
on the base film through metal evaporation.
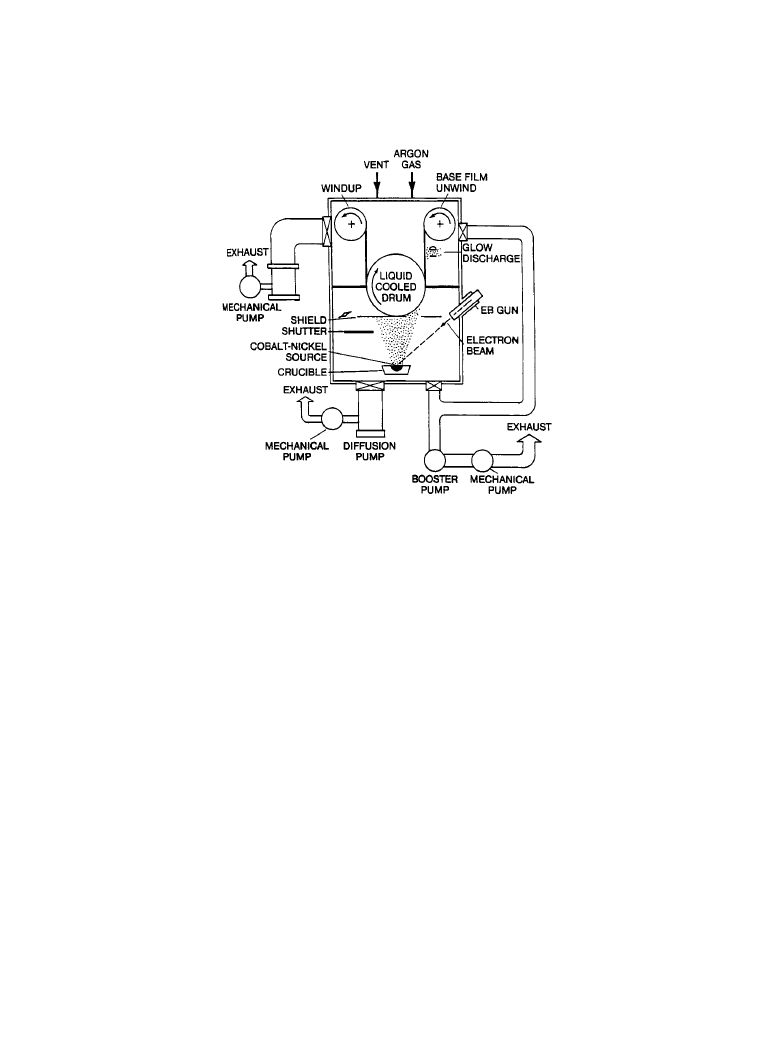
As pressure is decreased (vacuum increased) liquids evaporate more rapidly and at a lower
temperature. A vacuum chamber used for metal evaporation onto a base film consists of the fol-
lowing components (shown in diagram form in Figure 9.4.3):
•
Transport system for unwinding and rewinding the base film
•
A high temperature crucible to hold molten metal after it has been heated, either by resistance
or with an electron beam gun
Figure 9.4.2
Tape manufacturing process: (
a)
knife coating, (
b) reverse-roll coating, (c) gra-
vure coating.
(
a)
(
b)
(
c)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Magnetic Tape
Magnetic Tape 9-55
•
An internally chilled cooling drum around which the base film is wrapped to remove heat
from the condensing metal
•
A vacuum pump to quickly remove the air and water vapor from the vacuum chamber
The magnetic coating thickness of a metal evaporated tape is typically 4
µin. This is more than
20 times thinner than the metal particle layer of D-2 tape. Most of the thickness of the tape,
therefore, is basically that of the base film being used. The advanced magnetic properties of
metal evaporated tape have allowed equipment manufacturers to significantly increase packing
densities for recorders of all types.
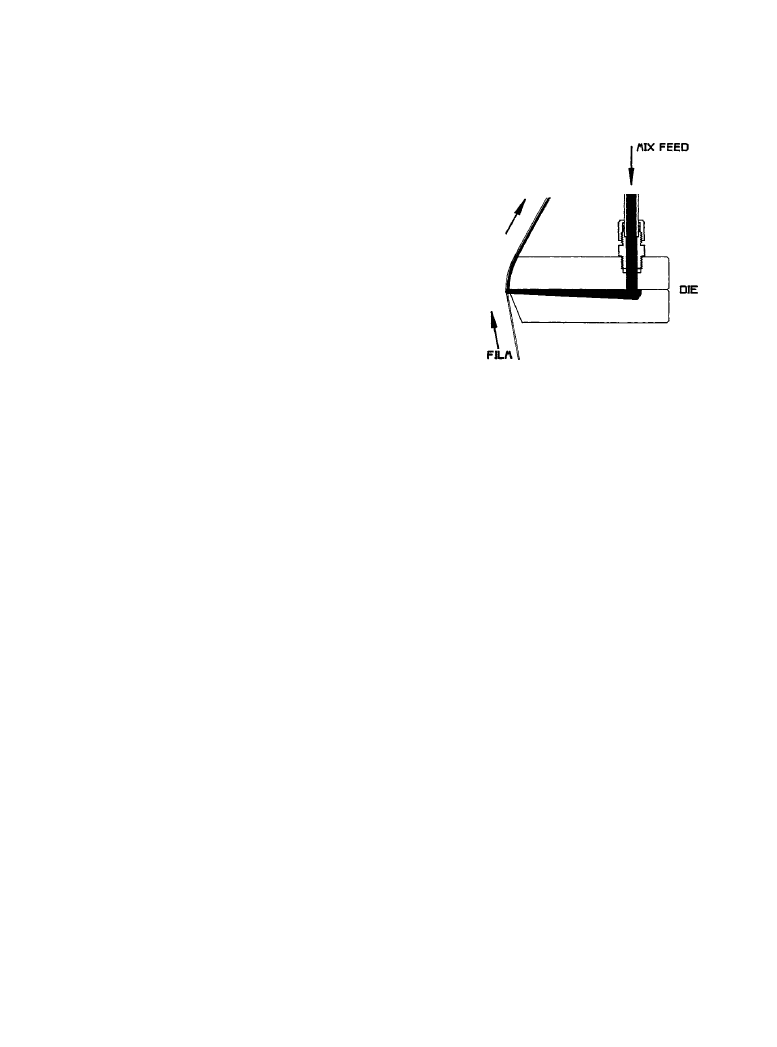
Slot Die Coating
As shown in Figure 9.4.4, slot die coating utilizes a coating head that has a slot cut into it [1].
The geometry of this slot and its position relative to the base film determines the parameters of
the coating surface. Slot die coating is a relatively new coating technology and is typically used
for the thinnest and most critical of coatings. The slot die head usually has one slot but is capable
of two or three slots, which results in multiple and different layers being applied to the base film.
These can be applied wet on wet, or wet on dry.
Figure 9.4.3
The metal evaporation process. (
After [1]. Courtesy of Quantegy.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Magnetic Tape
9-56 Audio Recording Systems
9.4.3c
Orientation
Maximum S/N performance is obtained when the magnetic particles are aligned, before drying,
to the maximum extent possible in the direction of the intended recording. Accordingly, immedi-
ately after the wet-coating mix is applied, the web is passed through the field of an orienting
magnet having a field strength (500 to 2000 G) optimized for the particular magnetic particle
being used. Most tapes are longitudinally oriented, although some are oriented transversely to
some degree. The coater itself exerts shearing forces on the mix and thus often imparts some lon-
gitudinal orientation in the particles even in this stage.
9.4.3d
Drying
The web is next passed through an oven containing circulating forced hot air. Many oven designs
use air bearings at web-turnaround points to avoid rubbing between plastic and metal surfaces,
and to minimize the formation of abrasion products, which can cause drop-outs. After the coat-
ing is dried, the magnetic particles are no longer free to move. During the eventual recording pro-
cess, only magnetization vectors, or aligned spins of electrons within the molecular species of
the particle domains, rotate.
9.4.3e
Surface Finishing
Surface finishing is generally required to produce an extremely smooth surface to maximize
head-to-tape contact, an absolute necessity for short-wavelength recording. This is accomplished
by calendering the tape, or passing the web one or more times through a nip, or line of contact,
between a highly polished metal roll and a plastic or cellulosic compliant roll. This compaction
process also reduces voids in the coating and increases the magnetic pigment volume concentra-
tion, and in turn the retentivity of the tape.
Figure 9.4.4
Simplified slot die coating process. (
After
[1].
Courtesy of Quantegy.)
Downloaded from Digital Engineering Library @ McGraw-Hill (www.digitalengineeringlibrary.com)
Copyright © 2004 The McGraw-Hill Companies. All rights reserved.
Any use is subject to the Terms of Use as given at the website.
Magnetic Tape