Файл: 1 Основные задачи, структура и планирование работ ремонтнотехнологического участка рту.doc
Добавлен: 10.11.2023
Просмотров: 262
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Для хранения приборов можно использовать стеллаж, который имеет металлический каркас с деревянными полками. Стеллаж имеет шесть секций. Длину стеллажа можно регулировать добавлением или уменьшением числа секций. Размеры стеллажа 3600Х1300Х Х2400 мм, а ячейки — 600Х650Х400 мм.
Применяют также стеллаж, разработанный институтом Гипротранссигналсвязь. Для сушки приборов удобно применять шкаф, изготовленный на Октябрьской дороге. Его каркас изготавливают из уголковой стали 50Х50, обивают листовой сталью толщиной 1 мм и прессованным асбестом. Полки выполнены из стальных листов с отверстиями для улучшения теплообмена. Внизу расположены нагревательные элементы типа ТЭН, объединенные в три секции. Внутри шкафа элементы соединены медным проводом с площадью поперечного сечения 2,5 мм2, на который надеты фар
форовые чешуйчатые бусы БУФ-3/6. Выводы секций подсоединены к переключателю, которым можно регулировать температуру внутри шкафа при подключении различного числа нагревателей.
На рабочем месте для первичной обработки приборов имеется однотумбовый стол, покрытый пластиком пли оргстеклом, подъемно-винтовой стул, стеллажи. Электромонтер выполняет чистку, обдувку приборов сжатым воздухом, наружный осмотр, замену катушек, окраску наружных поверхностей реле, распломбировку и вскрытие, замену стекол, чистку полюсных наконечников, проверку уплотняющих прокладок, очистку гаек, шайб и винтов от остатков пломбировочной массы, окислов и грязи, осмотр контактных ножей и губок, штепсельных реле. Выполненные работы он регистрирует в журнале по следующей форме:
| Дата | Тип и номер прибора | Выполненные работы |
| 21.01.86 г. | ИРВ-110 № 03586 | Проверка уплотняющих прокладок, чистка |
Приборы доставляют к рабочим местам на тележках или при помощи транспортера. Если в многоэтажных зданиях помещения приемки и обработки расположены на разных этажах, то предусматривают специальные подъемники.
Для обдувки приборов можно использовать малогабаритный передвижной компрессор марки ПК-1 (поршневой одноцилиндровый, одноступенчатый). Его-технические характеристики: максимальное давление-воздуха 58,8 МПа, подача 3 м3/ч, двигатель — однофазный — переменного тока напряжением 220 В, его мощность 0,6 кВт, масса 50 кг; габаритные размеры 796X336X556 мм; частота вращения 2940 об/мин.
34-35
Рабочее место оснащено вытяжной камерой (шкафом) с принудительной вытяжной вентиляцией, можно использовать и вентиляторы.
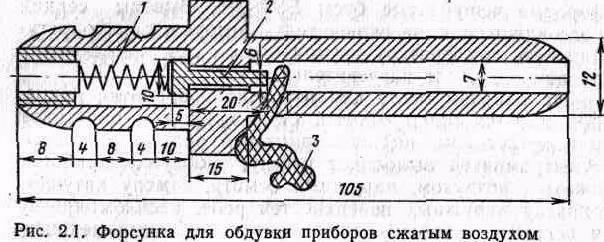
Для обдувки приборов предусматривают пневматические ручные пистолеты типа С-765 или форсунки (рис. 2.1). Форсунка соединена с резервуаром сжатого воздуха. Отверстие форсунки закрыто клапаном 2 с резиновой манжетой, на который давит пружина /. При нажатии на пускатель 3 клапан перемещается, открывая выход воздуху для обдувки реле.
Приборы вскрывают на специальном приспособлении, выполненном на основе сверлильного станка со сменными резцами.
Для вскрытия аппаратуры можно применять специальные отвертки с нагревательным устройством в виде остеклованного резистора, питающегося от источника напряжением 36 В. При включении резистора в сеть конец отвертки нагревается, заливочная масса расплавляется и винт легко вывертывается без повреждений шлица.
Для очистки полюсных наконечников сердечников реле типа HP и ярма используют специальное приспособление, внедренное на Иловайской дистанции. Его вставляют в дрель. На рабочем конце приспособление
имеет два стержня диаметром 8,5 и 6,5 мм с опорными площадками. На стержни надевают шлифовальные кружки. Это приспособление позволяет повысить производительность труда и улучшить качество обработки.
Рабочее место оснащают установкой для очистки гаек и шайб. Установка состоит из барабана, через редуктор соединенного с электродвигателем, в качестве которых можно использовать редуктор и электродвигатель кодовых трансмиттеров типа К.ПТ-515 или КПТ-715. Гайки и шайбы вместе с опилками, смоченными трехпроцентным раствором щелочи, загружают в барабан.
2.3. Аппаратура СЦБ
Оборудование рабочего места. На своем рабочем месте электромеханик-регулировщик регулирует механические и электрические характеристики аппаратуры, измеряет сопротивление обмоток катушек, электрические характеристики селеновых выпрямителей, диодов, транзисторов, ремонтирует контактную и электромагнитную системы, измеряет величины магнитных потоков постоянных магнитов и в необходимых случаях их подмагничивание.
Рабочее место должно быть оборудовано так, чтобы была обеспечена необходимая последовательность выполнения операций. Его оснащают двухтумбовым столом, подъемно-винтовым стулом, тумбочками открытого типа для установки ремонтируемых приборов, шкафами или стеллажами ящичного типа для хранения запасных частей, различными приспособлениями, инструментом, комплектом технологических карт для ремон-та и проверки аппаратуры, разработанных конструкторским бюро Главного управления сигнализации и
36-37
связи МПС, вытяжной камерой или шкафом с принудительной вытяжной вентиляцией, компрессором.
Большое внимание следует уделить вопросам организации труда на рабочем месте. Необходимо, чтобы рабочий стол был рациональной формы, имел лампу для освещения, световой экран, выдвижную панель для хранения регулировочного инструмента и паяльника;
ящики для хранения измерительных приборов, приспособлений, технической документации и литературы, запасных частей и различных материалов и чтобы высота сиденья соответствовала высоте рабочего места и росту работника. Для ног предусматривают подножку — упор, регулируемую по высоте.
Рекомендации по организации труда электромеханика РТУ при ремонте реле СЦБ изложены в Типовом проекте организации труда на рабочем месте электромеханика по регулировке и ремонту реле СЦБ.
Электромеханик-регулировщик работу проводит по плану, составленному старшим электромехаником, в соответствии с планом-графиком ремонта и замены приборов. В плане, составленном по нормам времени на проверку и ремонт приборов, указывают тип и число приборов, ремонтируемых за месяц.
На отрегулированный прибор внутрь кожуха следует наклеить этикетку, которую располагают так, чтобы не мешать осмотру внутренней части реле. Если по конструкции прибора это невыполнимо, то на такое реле снаружи наклеивают вторую этикетку. После регулировки приборы передают электромеханику-приемщику для повторной проверки.
Электромеханик-регулировщик имеет право принимать новые приборы, поступившие с завода, без вскрытия. При соответствии реле техническим условиям снаружи наклеивают этикетку и оформляют запись в журнале электрических и временных характеристик. Различные формы журналов записи результатов изме
рений приведены в технических указаниях «Аппаратура СЦБ. Технологический процесс ремонта».
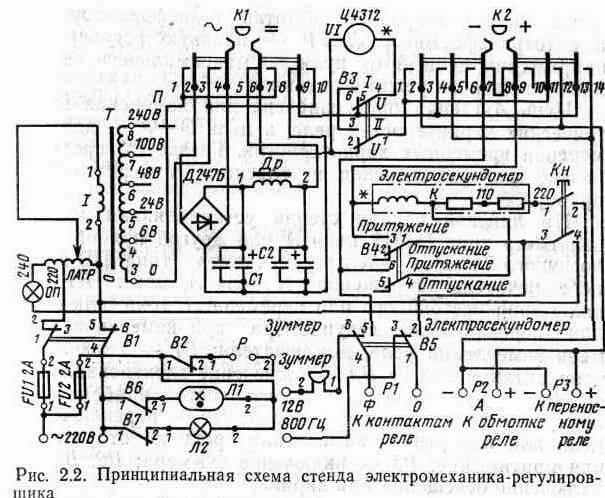
Рабочее место электромеханика-регулировщика оснащают типовым универсальным стендом для проверки приборов СЦБ или специальным стендом (рис. 2.2). На этом стенде можно проверить электрические и временные характеристики реле постоянного и переменного тока.
Питание стенда осуществляется от источника переменного тока напряжением 220 В. Переключателем П выполняют ступенчатую регулировку напряжения цепи А в пределах 6, 24, 48, 100 и 240 В путем изменения
38-39
числа витков вторичной обмотки трансформатора Т, а автотрансформатор ЛАТР — плавную регулировку напряжения цепи А от нуля до максимального значения для данного режима питания.
Цепь А стенда предназначена для измерения электрических характеристик реле, а цепь О—Ф — для измерения временных характеристик. Гнездо РЗ предназначено для подключения переносного измерительного прибора.
На лицевой панели стенда устанавливают ампервольтметр типа Ц4312 цепи А или другой прибор аналогичного класса, электросекундомер типа ПВ-53Щ, переключатель напряжения П цепи А, ключ К1 для включения постоянного или переменного тока, ключ К2 для переключения секундомера при измерении времени замедления реле, выключатели: В1 — включение цепи питания 220 В; В2 — включение электропаяльника; ВЗ — переключение измерительного прибора на измерение тока или напряжения; В4 — переключение цепи для измерения замедления реле на отпускание или притяжение; В5 — включение зуммера; В6, В7 — включение освещения или экрана.
Первичную обмотку трансформатора Т наматывают проводом марки ПЭЛ-1 диаметром 0,33 мм, она имеет 1320 витков.
Вторичную, секционированную обмотку также наматывают проводом марки ПЭЛ-1, и она имеет характеристики, показанные в табл. 2.1.
Таблица 2.1
| Обмотка | Диаметр, мм | Число витков | Обмотка | Диаметр, мм | Число витков |
| 3-4 4-5 5-6 | 1.0 1,0 0,72 | 42 106 136 | 6-7 7-8 | 0,35 0,35 | 364 780 |
Дроссель
Др собирают из трансформаторной стали марки Ш25Х25, обмотку наматывают проводом марки ПЭЛ-1 диаметром 0,8мм, она имеет 700 витков.
Для ремонта и регулировки реле и блоков применяют подставки различных типов.
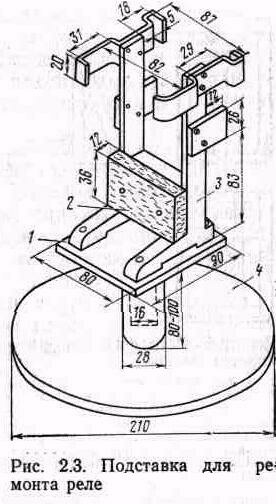
Подставка для ремонта реле типов НШ, ТШ, НМШ и СКПШ (рис. 2.3) состоит из металлического основания 4, в качестве которого можно использовать типовое; стойки 3, изготовленной из основания реле / типа НШ, в котором удалена средняя часть металлических скоб для закрепления реле, и деревянного бруска 2, служащего упором для реле типа НМШ.
Подставка дает возможность поворачивать ремонтируемое реле. Для удобства механической регулировки контактной системы реле может быть закреплено стопорным винтом на нужной высоте.
Для регулировки блоков ЭЦ и БМН применяют универсальную подставку (рис. 2.4), изготавливаемую из алюминиевого уголка 30Х30. Нижние упоры и верхние держатели изготавливают из железного листа толщиной 1,5—2 мм. Спереди к нижнему основанию крепят ножки-упоры, предназначенные для поднятия передней части подставки при регулировке нижних реле блоков. При проверке блоков ЭЦ средние нижние упо-
40-41

ры и верхние зацепы-держатели складывают внутрь, для чего они крепятся шар-нирно с соответствующими упорами, ограничивающими их раскрытие. Для проверки блоков БМН средние нижние упоры и зацепы-держатели раскрывают и на них устанавливают блок. Вертикальную часть подставки можно отделить от горизонтального основания.
Технология отдельных операции. При ремонте трансмиттерных реле, ячеек ДЯ и СКЯ бывают случаи излома винта, крепящего замок якоря. Для изъятия обломившейся части из магнитопровода используют специальные плоскогубцы. Сломанную часть винта
зажимают между двумя винтами, расположенными в губках плоскогубцев, и легко вывинчивают вращением якоря.
При ремонте реле одной из самых трудоемких операций является обработка контактов. Применение для этого различных электромеханических приспособлений значительно повышает производительность труда, улучшает качество обработки контактов. Контакты ;
реле типов ТР, ИР, ИРВ, трансмиттеров обрабатывают специальной фрезой, представляющей собой цилиндрическую оправу, в которую вставлен нож из стальной пружины. Фреза позволяет получить правильную сферическую форму контактов. При полировке кон