Файл: 1 Основные задачи, структура и планирование работ ремонтнотехнологического участка рту.doc
Добавлен: 10.11.2023
Просмотров: 266
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
50-51
Таблица 2.2
| Тип реле | Число делений, на которое отклоняется стрелка | Магнитный поток, Мкс | Число витков измерительной катушки |
| ППРЗ | 65-68 | 13000-13609 | 50 |
| СКПРЗ | 49,5-51,5 | 16500-17200 | 30 |
| ИР1 | 27-29 | 13500-14500 | 20 |
| ИРВ, ИМВШ | 28-29 | 14000-14500 | 20 |
| имш | 27-28 | 13500-14000 | 20 |
| ИР5 | 28-30 | 14000-15000 | 20 |
| кмш, км | 36-40 | 7000- 8000 | 50 |
| ПМП, ПМПШ | 42-45 | 8400- 9000 | 50 |
| кш, скш | 35-36 | 7000- 7200 | 50 |
| СКПШ4 | 73-77 | 14600-15400 | 50 |
| СКПШ5 | 65-70 | 13000-14000 | 50 |
| КР, СКР | Не .менее 73 | 5200 | 140 |
| СКПР2 | Не менее 83 | 5900 | 140 |
| СКПШ1,3 | Не .менее 50 | Более или равно | 50 |
| | | 10000 | |
| КШ (модерни | Не менее 40 | Не менее 8000 | 50 |
| зированное) | | | |
Для изготовления инструментов используют стальную проволоку диаметром 3,4 и 5,5 мм. Прорези выполняют абразивными кругами соответствующей толщины. Заготовки сложной формы получают аргоновой сваркой из отдельных элементов. Окончательную обработку регулировочного инструмента выполняют напильниками и наждачной бумагой. Инструмент, имеющий одинаковую форму, но разную ширину прорезей, маркируют буквами, обозначающими тип реле или разновидность пружин, например, К — контактами, У — упорных.
Инструмент (рис. 2.14) служит для регулировки некоторых типов реле, а в табл. 2.3 даны размеры этих инструментов.
Подгибание тыловых контактов в реле НМ, НМШ и подгонку фронтовых контактов к общим контактам
плоскостью касания выполняют с помощью инструмента (рис. 2.15, а). Инструмент (рис. 2.15, б) служит для регулирования усиленных тыловых и фронтовых контактов реле ПМПШ-150/150. Изгиб контактных пружин реле НШ удобно выполнять инструментом (рис. 2.15, в).
Инструмент (рис. 2.16) предназначен для регулировки кодовых реле КДР; тыловых, фронтовых контактов и упорных пластин реле НШ и НМШ; усиленных контактов и упорных пластин реле НПШ1-150; контактных пружин и упорных пластин реле НМПШ и АШ. В табл. 2.4 даны размеры этого инструмента.
При механической регулировке реле типа ИР5-1800 возникают определенные трудности с начальной установкой полюсных наконечников, выход которых от
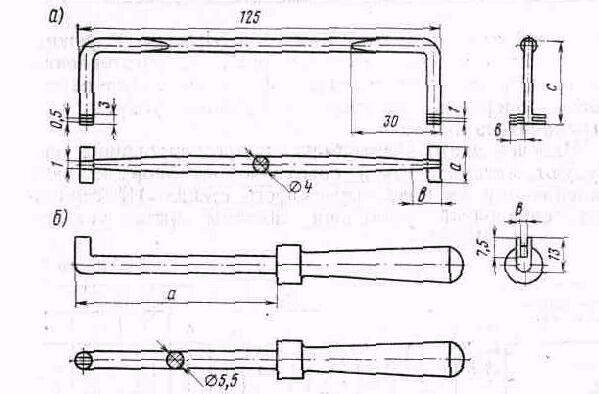
Рис. 2.14. Инструмент для регулировки реле НМ в блоках ЭЦ (а), тыловых и фронтовых контактов реле ПМП-150/150 и А(б)
52-53
Таблица 2.3
| Назначение регулировочного инструмента | Размеры, мм | ||
| а | ь | с | |
| Реле НМ в блоках ЭЦ (рис. 2,14, а) | |||
| Нижние контактные пружины с нагибом вниз Верхние контактные пружины с нагибом вниз и вверх | 13 11 | 5 4,5 | 30 16 |
| Реле Л МП-1501150 (рис. 2.14, 6) | |||
| Усиленные тыловые и фронтовые контакты | 70 | 1,5 | — |
| Реле А (см. рас. 2.14, б) | |||
| Тыловые и фронтовые контакты | 50 | 2 | — |
полюсной планки должен быть 15,5±0,3 мм. Улучшить этот процесс можно с помощью шаблона, изготовленного из металлической масштабной линейки. При выполнении операции полюсный наконечник упирается в ограничитель шаблона.
Рабочее место электромеханика-регулировщика оборудуют автоматической справочной установкой, изготавливаемой на базе лепесткового стенда. На страницах справочной установки должны быть указаны
Таблица 2.4
| Тип регули | Размеры, мм | |||||||||
| руемого реле | а | b | с | d | К | f | л | l | т | P |
| КДР | 3,5 | 0,5 | 2 | 3 | 1,6 | 0,8 | 5 | 125 | 35 | 2,5 |
| нш | 5 | 0,5 | 2,5 | 5,5 | 3 | 1 | 8 | 145 | 45 | 3 |
| нмш | 5 | 0,5 | 2,5 | 4 | 2 | 1 | 7 | 125 | 35 | 3 |
| НПШ1-150 | 5,5 | 0,7 | 2.7 | 5,5 | 2,5 | 1 | 8 | 145 | 45 | 3 |
| НМПШ, АШ | 5 | 0,7 | 2,7 | 4 | 2 | 1 | 7 | 125 | 35 | 3 |
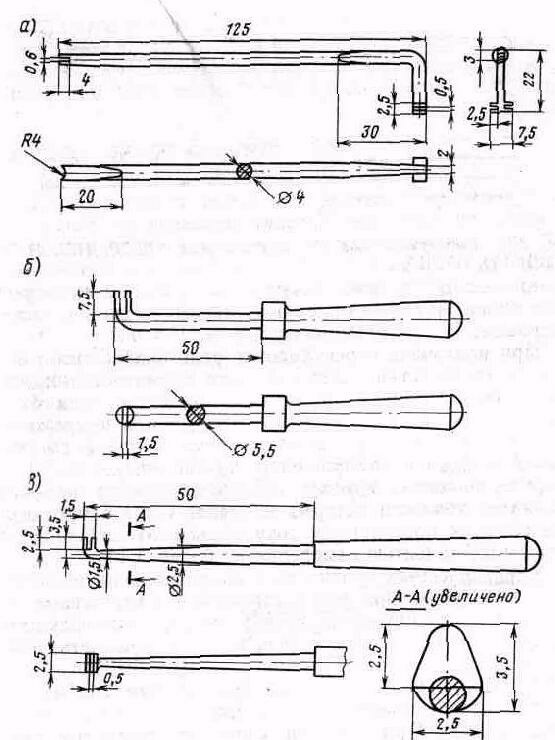
Рис. 2.15. Инструмент для регулировки различных типов реле
54-55
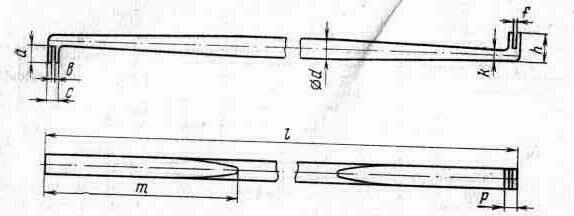
Рис. 2.16. Инструмент для регулировки реле КДР, НШ, НМШ, НПШ1-150, НМПШ, АШ
механические и электрические характеристики реле
всех типов, а также описаны основные технологические
•операции.
При настройке и регулировке реле необходимо обеспечить соответствие электрических характеристик нормативным значениям. К таким характеристикам относятся ток и напряжение отпускания, ток и напряжение полного притяжения, коэффициент возврата по току
Kв==/отп/Iраб И ПО Напряжению
Ав=Uотп/Uраб.
Электрические характеристики проверяют приборами, класс точности которых не менее 1,5, а сопротивление обмоток постоянному току проверяют любым методом с погрешностью измерения не более ±1%.
Электрическую прочность и сопротивление изоляции реле проверяют при соответствующем напряжении ис-
пытания, приложенном между всеми токоведущими частями реле и магнитопроводом. Погрешность измерения напряжения испытания не должна превышать ±5%. Сопротивление изоляции измеряют любым методом, обеспечивающим погрешность измерения не
•более ±20%. При этом проверяют и временные параметры реле: время срабатывания реле, а также время замедления на отпускание и притяжение.
В случае измерения электрических характеристик термореле следует иметь в виду, что повторно включать обмотки термоэлемента можно только после ее остывания, для чего потребуется время, равное 3—5 мин.
2.4. Трансмиттеры типов КПТ и МТ
При ремонте и проверке кодовых трансмиттеров-выполняют их внешнюю очистку, вскрытие, проверку, а также измерение параметров отдельных элементов. Рабочее место для ремонта КПТ и МТ оборудуют специальным универсальным стендом, индикатором часового-типа, универсальным мостом Е12-2, мегаомметром М-1101 на 500 и 1000 В, граммометром, прибором для измерения длительности импульсов и интервалов, а также другими приспособлениями.
Специализированный стол, на котором узлы трансмиттера промывают бензином и смазывают, оснащен вытяжной вентиляцией.
Штифты, соединяющие фрикционные муфты с осями электродвигателей КПТ, выпрессовывают и запрессовывают выжимными клещами, изготовленными из плоскогубцев (рис. 2.17).
Рис. 2.17. Клещи для выпрессовки и запрессовки штифтов КПТ
56-57
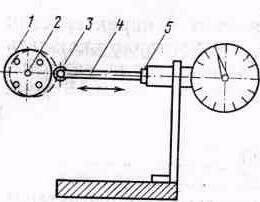
Рис. 2.18. Прибор для проверки биений вала электродвигателя КПТ:
/ — муфта сцепления; 2 — вал;
.3 — подшипник; 4 — ножка
(стяжной болт контактной группы);
-5 — контргайка
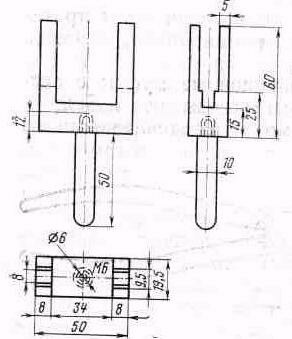
Рис. 2.19. Шаблон проверки совпадения средней плоскости червячного колеса с осью червяка в редукторе КПТ
При выпрессовке клещи накладывают на место крепления муфты на оси электродвигателя таким образом, чтобы при сжатии ручек утолщенный конец штифта вошел в отверстие, сделанное в одной из губок клещей. При запрессовке штифта отверстие этой губки должно совпадать с отверстием, в которое вставляется штифт. После сжатия ручек губкой клещей без отверстия нажимают на утолщенный конец штифта, и он запрессовывается.
Биения при искривлении вала электродвигателя и редукторов КПТ определяют с помощью прибора (рис. 2.18). Ножку 4 прибора крепят к индикатору, а на другой ее конец закрепляют подшипник 3 от контактной группы КПТ. Приспособление жестко закрепляют с тем, чтобы подшипник катился по поверхности муфты сцепления 1 трансмиттера. После тщательной промывки бензином узлы трения трансмиттера смазывают смазкой ЛЗ-31Т.
Совпадение средней плоскости червячного колеса
с осью червяка в редукторе трансмиттера КПТШ-715 проверяют шаблоном (рис. 2.19) после сборки редуктора.
При проверке трансмиттеров сначала проверяют двигатель. Напряжение трогания ротора без нагрузки должно быть не более 60 В. Для трансмиттеров типов КПТШ-515 и КПТШ-715 двигатель должен начинать вращение при конденсаторе емкостью 6 мкФ, а для трансмиттеров КПТШ-815, КПТШ-915, КПТШ-1015— при конденсаторе емкостью 1 мкФ.