Файл: Методические указания к практическим занятия по дисциплине Процессы и операции формообразования для студентов направления 151900. 62 Конструкторскотехнологическое обеспечение машиностроительных производств.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 203
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
= 1 мм рекомендуется  = 0,33 мм/об (для
= 0,33 мм/об (для  = 0,8 мм) и = 0,42 мм/об (для = 1,2 мм).
= 0,8 мм) и = 0,42 мм/об (для = 1,2 мм).
Принимаем для =1 мм среднее значение =0,38 мм/об и, корректируя по паспорту станка, устанавливаем =0,35 мм/об.1
3. Назначаем период стойкости резца. При одноинструментной обработке Т = 30 ... 60 мин (с. 268). Принимаем Т = 60 мин.
4. Определяем скорость главного движения резания (м/мин), допускаемую режущими свойствами резца (с. 265):
Из таблицы 17 (с. 270) выписываем коэффициент и показатели степеней формулы: для наружного продольною точения серого чугуна с НВ 190 при 0,4 резцом с пластиной из твердого сплава ВК6 (с последующим учетом поправочных коэффициентов)  =292;
=292;  =0,15;
=0,15;  =0,2; m=0,2.
=0,2; m=0,2.
Учитываем поправочные коэффициенты на скорость:
 (табл. 1, с. 261);
(табл. 1, с. 261);  = 1,25 (табл. 2, с. 262);
= 1,25 (табл. 2, с. 262);
 ;
;
 = 1,0 (таблица 5, с. 263), так как заготовка без литейной корки;
= 1,0 (таблица 5, с. 263), так как заготовка без литейной корки;  = 1,0 (таблица 6, с. 363), так как твердый сплав ВК6;
= 1,0 (таблица 6, с. 363), так как твердый сплав ВК6; 
= 1,0 (таблица 18, с. 271), так как = 45°.
= 45°.
Поправочный коэффициент на скорость , учитывающий вид токарной обработки —
, учитывающий вид токарной обработки —  , т. е. наружное продольное точение, поперечное точение или растачивание. Нами используется формула для наружного продольного точения, а по условию примера точение поперечное, поэтому нужно ввести поправочный коэффициент . В справочнике [3] в табл. 17 (с. 427) приведены значения этих коэффициентов в зависимости от
, т. е. наружное продольное точение, поперечное точение или растачивание. Нами используется формула для наружного продольного точения, а по условию примера точение поперечное, поэтому нужно ввести поправочный коэффициент . В справочнике [3] в табл. 17 (с. 427) приведены значения этих коэффициентов в зависимости от  при поперечном точении. При = 0 ... 0,4 = 1,24; при = 0,5 … 0,7 = 1,18; при = 0,8 ... 1 = 1,04. Для заданных условий
при поперечном точении. При = 0 ... 0,4 = 1,24; при = 0,5 … 0,7 = 1,18; при = 0,8 ... 1 = 1,04. Для заданных условий  , поэтому =1,18.
, поэтому =1,18.
С учетом всех найденных поправочных коэффициентов
 м/мин.
м/мин.
 м/мин (≈ 2,52 м/с).
м/мин (≈ 2,52 м/с).
5. Частота вращения шпинделя, соответствующая найденной скорости главного движения резания:
 мин-1.
мин-1.
Корректируем частоту вращения шпинделя по паспортным данным станка и устанавливаем действительную частоту вращения = 400 мин-1.
= 400 мин-1.
6. Действительная скорость главного движения резания:
 м/мин (≈ 2,51 м/с).
м/мин (≈ 2,51 м/с).
7. Мощность, затрачиваемая на резание:
 кВт,
кВт,
где — в кгс, а
— в кгс, а  -в м/мин,
-в м/мин,
 Н (с. 271).
Н (с. 271).
Для заданных условий обработки = 92;
= 92;  = 1;
= 1;  = 0,75;
= 0,75;  = 0 (табл. 22, с. 274).
= 0 (табл. 22, с. 274).
Учитываем поправочные коэффициенты на силу резания:
 (табл. 9, с. 264); 210 HB (по условию);
(табл. 9, с. 264); 210 HB (по условию);  = 0,4 (таблица 9, с. 264);
= 0,4 (таблица 9, с. 264);  ;
;  = 1,0 (таблица 23, с. 275), так как = 45°;
= 1,0 (таблица 23, с. 275), так как = 45°;  = 1,0 (там же), так как
= 1,0 (там же), так как  = 12° (принимаем по графе « = 10°»);
= 12° (принимаем по графе « = 10°»);  = 1,0 (там же), так как
= 1,0 (там же), так как  = 0°;
= 0°;


 Н (≈ 87 кгс).
Н (≈ 87 кгс).
 кВт. В единицах СИ (Вт)
кВт. В единицах СИ (Вт)  , где — в Н, а
, где — в Н, а
 - в м/с;
- в м/с;
 Вт
Вт  кВт.
кВт.
8. Проверяем, достаточна ли мощность привода станка. У станка 16К20 кВт;
кВт;  ; 2,14 < 7,5, т. е. обработка возможна.
; 2,14 < 7,5, т. е. обработка возможна.
9. Основное время
 .
.
Длина рабочего хода (мм) резца . Врезание резца у = t ctgφ = 2ctg45° = 2 мм. Перебег резца принимаем равным 2 мм; i = 1;
. Врезание резца у = t ctgφ = 2ctg45° = 2 мм. Перебег резца принимаем равным 2 мм; i = 1;
 мм;
мм;  мин.
мин.
Если в справочниках или каталогах станков не указаны все значения частоты вращения шпинделей, величин подач и чисел двойных ходов, то пользуются следующим положением. Числа оборотов в минуту шпинделей металлорежущих станков нормализованы, поэтому полученные расчетным путем значения округляются до ближайших величин, имеющихся в нормальных рядах. Эти ряды распространяются на числа двойных ходов в минуту и на величины подач. Каждый из таких рядов построен по закону геометрической прогрессии. В справочниках по металлорежущим станкам указываются обычно числа nmax и nmin оборотов шпинделей, двойных ходов и подач.
Из определения геометрической прогрессии следует, что
nmax= nmin·φm-1,
где m-общее число ступеней скорости соответствующего элемента станка-шпинделя токарного или фрезерного станка, стола продольно-строгального станка и т.д;
φ-знаменатель ряда.
Отсюда можно определить любую из четырех величин-nmax, nmin, φ илиm, если известны или выбраны значения всех остальных. Чаще всего необходимо для построения ряда по известным nmax, nmin, иm определить φ. В современных станках чаще всего применяются средние значения зпаменателя ряда φ: 1,26;1,41или 1,58. Из ранее приведенной формулы следует:
φm-1= nmax/ nmin.
Значения нормализованных знаменателей рядов φ, возведенные в степени, приведены в приложении 13 [6]. Пользуясь таблицей, можно легко определить значение φ на основании заданных в технической характеристике станка nmax, nmin, иm.
Пример 3.Точить цилиндрический валик при заданных условиях, из которых известны размеры детали, припуск на обработку, обрабатываемый материал и его прочность или твердость НВ, шероховатость обрабатываемой поверхности и тип токарного станка, на котором производится обработка.
или твердость НВ, шероховатость обрабатываемой поверхности и тип токарного станка, на котором производится обработка.
Исходные данные:
Деталь: Валик
Материал детали: ковкий чугун КЧ35 ГОСТ 1215-79
Диаметр заготовки: мм
мм
Диаметр после обработки: мм
мм
Длина обрабатываемой поверхности: мм
мм
Шероховатость обработанной поверхности: мкм
мкм
Твердость материала: 163 НВ.
Способ крепления на станке: в центрах
Выбор оборудования и режущего инструмента
Учитывая заданный способ закрепления заготовки на станке - патрон и центр, выбираем способ обработки - точение напроход (главный угол в плане- ). Режущий инструмент: токарный проходной отогнутый резец с пластинами из твердого сплава по ГОСТ 18877-73 (см. рис.2.3).
). Режущий инструмент: токарный проходной отогнутый резец с пластинами из твердого сплава по ГОСТ 18877-73 (см. рис.2.3).
Основные геометрические параметры:
а) Державка
1. Материал державки: Сталь У7А ГОСТ 1435-99
2. Размеры прямоугольного сечения державки: b = 20 мм; Н = 20 мм.
3. Общая длина резца: L = 125 мм
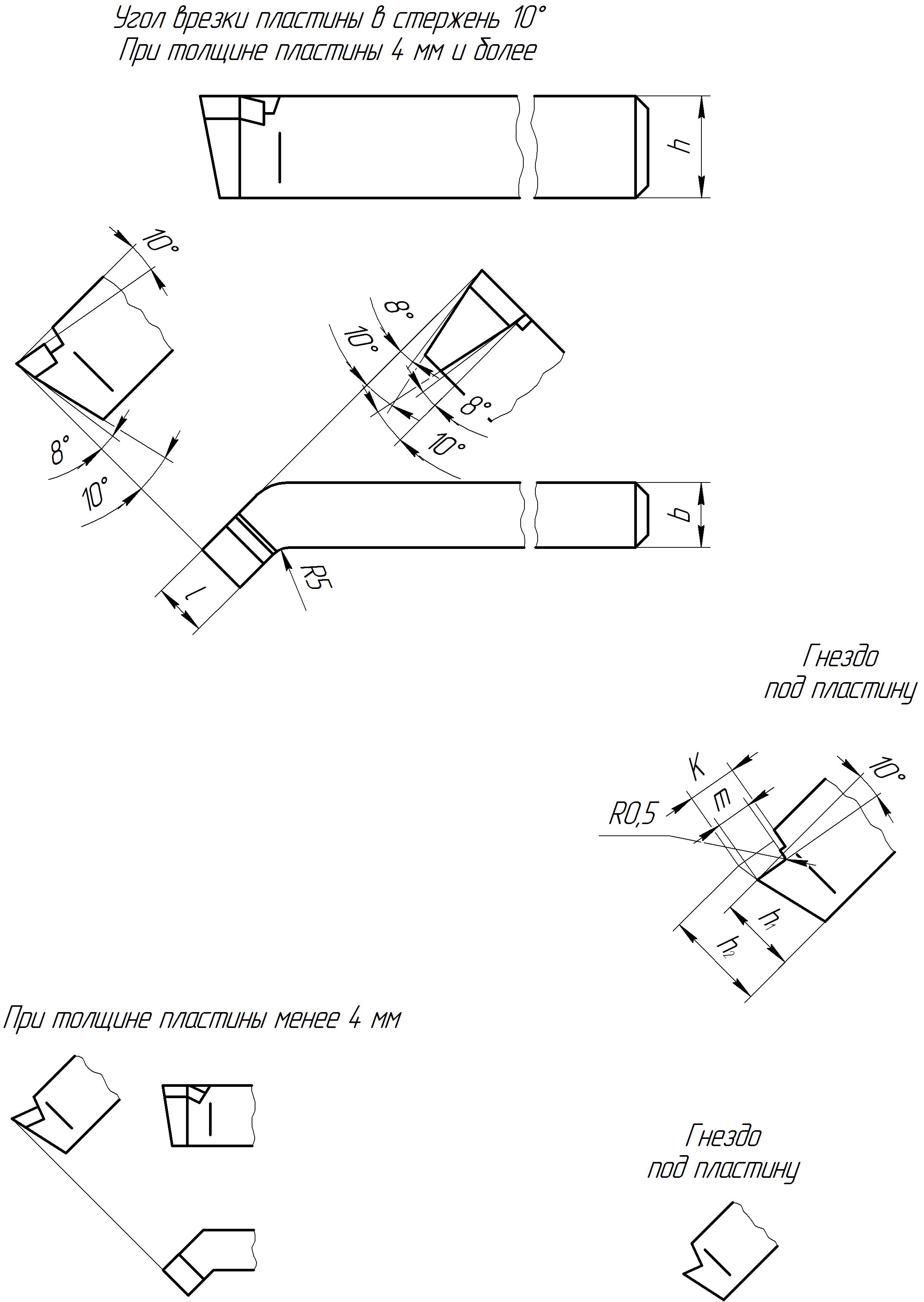
Рис. 2.3 -Общий вид резца по ГОСТ 18877-73
б) Основные параметры режущей части
1. Материал режущей части: твердый сплав ВК6
2. Толщина пластины: s = 4 мм
3. Длина пластины: l = 13 мм
4. Задний угол:
Принимаем для
3. Назначаем период стойкости резца. При одноинструментной обработке Т = 30 ... 60 мин (с. 268). Принимаем Т = 60 мин.
4. Определяем скорость главного движения резания (м/мин), допускаемую режущими свойствами резца (с. 265):
Из таблицы 17 (с. 270) выписываем коэффициент и показатели степеней формулы: для наружного продольною точения серого чугуна с НВ 190 при
Учитываем поправочные коэффициенты на скорость:
= 1,0 (таблица 18, с. 271), так как
Поправочный коэффициент на скорость
С учетом всех найденных поправочных коэффициентов
5. Частота вращения шпинделя, соответствующая найденной скорости главного движения резания:
Корректируем частоту вращения шпинделя по паспортным данным станка и устанавливаем действительную частоту вращения
6. Действительная скорость главного движения резания:
7. Мощность, затрачиваемая на резание:
где
Для заданных условий обработки
Учитываем поправочные коэффициенты на силу резания:
8. Проверяем, достаточна ли мощность привода станка. У станка 16К20
9. Основное время
Длина рабочего хода (мм) резца
Если в справочниках или каталогах станков не указаны все значения частоты вращения шпинделей, величин подач и чисел двойных ходов, то пользуются следующим положением. Числа оборотов в минуту шпинделей металлорежущих станков нормализованы, поэтому полученные расчетным путем значения округляются до ближайших величин, имеющихся в нормальных рядах. Эти ряды распространяются на числа двойных ходов в минуту и на величины подач. Каждый из таких рядов построен по закону геометрической прогрессии. В справочниках по металлорежущим станкам указываются обычно числа nmax и nmin оборотов шпинделей, двойных ходов и подач.
Из определения геометрической прогрессии следует, что
nmax= nmin·φm-1,
где m-общее число ступеней скорости соответствующего элемента станка-шпинделя токарного или фрезерного станка, стола продольно-строгального станка и т.д;
φ-знаменатель ряда.
Отсюда можно определить любую из четырех величин-nmax, nmin, φ илиm, если известны или выбраны значения всех остальных. Чаще всего необходимо для построения ряда по известным nmax, nmin, иm определить φ. В современных станках чаще всего применяются средние значения зпаменателя ряда φ: 1,26;1,41или 1,58. Из ранее приведенной формулы следует:
φm-1= nmax/ nmin.
Значения нормализованных знаменателей рядов φ, возведенные в степени, приведены в приложении 13 [6]. Пользуясь таблицей, можно легко определить значение φ на основании заданных в технической характеристике станка nmax, nmin, иm.
Пример 3.Точить цилиндрический валик при заданных условиях, из которых известны размеры детали, припуск на обработку, обрабатываемый материал и его прочность
Исходные данные:
Деталь: Валик
Материал детали: ковкий чугун КЧ35 ГОСТ 1215-79
Диаметр заготовки:
Диаметр после обработки:
Длина обрабатываемой поверхности:
Шероховатость обработанной поверхности:
Твердость материала: 163 НВ.
Способ крепления на станке: в центрах
Выбор оборудования и режущего инструмента
Учитывая заданный способ закрепления заготовки на станке - патрон и центр, выбираем способ обработки - точение напроход (главный угол в плане-
Основные геометрические параметры:
а) Державка
1. Материал державки: Сталь У7А ГОСТ 1435-99
2. Размеры прямоугольного сечения державки: b = 20 мм; Н = 20 мм.
3. Общая длина резца: L = 125 мм
Рис. 2.3 -Общий вид резца по ГОСТ 18877-73
б) Основные параметры режущей части
1. Материал режущей части: твердый сплав ВК6
2. Толщина пластины: s = 4 мм
3. Длина пластины: l = 13 мм
4. Задний угол: