Файл: Тематический план по выполнению лабораторных работ и практических занятий по междисциплинарному курсу мдк 01. 04. Контроль качества сварных соединений.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 190
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Вывод:_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №9
ОПРЕДЕЛЕНИЕ ДЕФЕКТОВ СВАРНЫХ СОЕДИНЕНИЙ МАГНИТОПОРОШКОВЫМ МЕТОДОМ КОНТРОЛЯ
Цель: Изучение оборудования и методики магнитопорошковой дефектоскопии, получение навыков проведения магнитопорошкового контроля.
Оснащение:
-
справочные таблицы; -
набор сварочных конструкций; -
карточки- задания; -
бланки отчетов
Ход работы
I.Теоретическая часть.
Основан на явлении притяжения частиц магнитного порошка в местах выхода на контролируемую поверхность изделия магнитного потока, связанного с наличием нарушения сплошности материала. В намагниченных изделиях нарушения сплошности (дефекты) вызывают перераспределение магнитного потока и выход части его на поверхность (магнитный поток дефекта). На поверхности изделия создаются локальные магнитные полюсы, притягивающие частицы магнитного порошка, в результате чего место дефекта становится видимым (ГОСТ 21105-75).
Метод является одним из наиболее изученных и практически освоенных методов неразрушающего контроля. Он позволяет обнаруживать дефекты типа тонких поверхностных и подповерхностных нарушений сплошности, волосовин, трещин, расслоений, и др. Метод используется для обнаружения нарушений сплошности с шириной раскрытия у поверхности 0,001 мм и более, глубиной 0,01 мм и более.
Магнитопорошковый метод применяется для выявления подповерхностных дефектов, находящихся на глубине до 1,5…2,0 мм. От глубины залегания дефекта зависит ширина наслоения над ним ферромагнитного порошка. Если глубина залегания дефекта более 3…4 мм, то выявить его практически невозможно (если дефект не очень велик), так как полоса наслоения порошка становится размытой и неясной.
При наличии немагнитного покрытия на поверхности проверяемой детали чувствительность метода уменьшается. На рис. 1 показана схема выявления трещины на поверхности детали. Если немагнитного покрытия нет, то порошок над трещиной осаждается в виде четких линий (рис. 1, а), при толщине хромового покрытия 0,03 мм порошок осаждается в виде размытой линии (рис. 1, б), а при толщине покрытия свыше 0,1 мм практически все поле рассеяния дефекта сосредоточено в немагнитном покрытии и на поверхность не выходит, следовательно, дефект вообще невозможно обнаружить этим методом (рис. 1, в).
Чувствительность метода определяется магнитными характеристиками материала изделия, его формой и размерами, чистотой обработки поверхности, напряженностью намагничивающего поля, способом контроля, взаимным направлением намагничивающего поля и дефекта, свойствами применяемого магнитного порошка (или магнитно-люминесцентного), а также освещенностью рабочего участка.
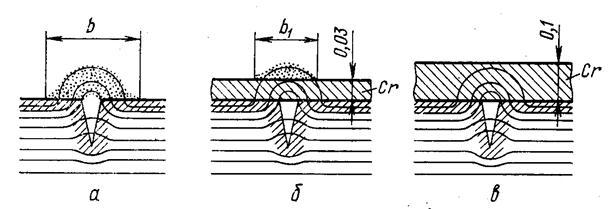
Рисунок 1. Выявление трещин магнитопорошковым методом: а - открытой трещины; б - скрытой под слоем хрома толщиной 0,03 мм;в - скрытой под слоем хрома толщиной 0,1мм
Магнитопорошковый метод осуществляется способами приложенного магнитного поля или остаточной намагниченности. При остаточной намагниченности деталь сохраняет намагниченность после снятия внешнего магнитного поля, затем следуют технологические операции по нанесению магнитного порошка и т. д.
При контроле способом приложенного магнитного поля намагничивание и все остальные операции проводят одновременно. Этим способом пользуются, если деталь выполнена из магнитомягкого материала или имеет такую форму, что ее не удается намагнитить до требуемого значения индукции, а также в том случае, когда нужно обнаружить дефекты, расположенные на глубине более 0,01 мм, или скрытые под слоем немагнитного материала толщиной более 0,03 мм.
При магнитопорошковом методе контроля предусматривается следующая последовательность технологических операций:
-
подготовка изделия к контролю. Изделия, подаваемые на намагничивающие устройства, должны быть очищены от покрытий, мешающих их намагничиванию или смачиванию (отслаивающаяся окалина, масла, грязь, иногда изоляционные покрытия и т. п.); -
намагничивание изделия; -
нанесение магнитного порошка на контролируемое изделие. Применяют сухой магнитный порошок или магнитную суспензию (взвесь магнитного порошка в дисперсионной среде). В качестве дисперсионной среды могут применяться вода, масло, керосин, смесь масла и керосина и др. Водная суспензия должна содержать смягчающие и антикоррозионные добавки, а при необходимости - антивспенивающие; -
разбраковка проводится путем визуального осмотра поверхности изделий по наличию отложений магнитного порошка в местах дефектов.
При необходимости, расшифровка результатов контроля может проводиться с применением оптических средств, тип и увеличение которых устанавливаются технической документацией на контроль, годные изделия, прошедшие контроль, должны быть размагничены в случаях, если они имеют трущиеся поверхности, если их намагниченность осложняет сборку узлов, куда они входят, или вносит погрешность в показания окружающих приборов.
Для размагничивания на изделие воздействуют переменным магнитным полем с напряженностью, убывающей от максимального значения до нуля. Изделия, нагреваемые после магнитного контроля до (600…700°С и выше, размагничивать не следует.
При выявлении дефектов в ферромагнитных материалах с темной поверхностью целесообразно применить магнитно-люминесцентный метод. Он позволяет обнаруживать тонкие, невидимые для глаза трещины различного происхождения. От магнитопорошкового метода этот метод отличается лишь применением магнитно-люминесцентного порошка (на 100 г магнитного порошка берут 15 г люминофора, например, люмогена светло-желтого). Свечение его в ультрафиолетовом излучении обусловлено присутствием люминофора, адсорбированного на частицах. Дефекты обнаруживаются по яркому свечению порошка, оседающего над ними.
II. Практическая часть.
-
Технологическая задача :Составить сравнительную таблицу « Основные виды контроля внутренних дефектов сварных швов»
Таблица 1. Виды контроля
| № п/п | Виды контроля сварных швов | Сущность контроля | Достоинства контроля | Недостатки контроля |
| | | | | |
| | | | | |
-
Контрольные вопросы :
1.Какие виды дефектов сварки вы знаете?
2.Какие виды контроля сварных соединений вы знаете?
3.В чем сущность магнитографического метода контроля?
4.Чем отличается магнитопорошковый метод контроля от магнитографического?
5.Какие виды дефектов считаются недопустимыми?
6.Физическая сущность магнитопорошкового метода
Вывод: ____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Основные источники:
-
Покровский Б. С. П487 Слесарно-сборочные работы : Учеб. для студентов учрежд. сред. проф. образования / Б. С. Покровский. ⎯ 7-е изд., стер. ⎯ М. : Издательский центр «Академия», 2017. ⎯ 352 с. -
ГОСТ 4.140-85 Система показателей качества продукции. Оборудование электросварочное. Номенклатура показателей. -
ГОСТ 3242-79 Соединения сварные. Методы контроля качества.
Дополнительные источники:
-
Банников Е.А. Сварочные работы: современное оборудование и технология работ – М.: АСТ: Астрель, 2009. -
Виноградов В.С. Электрическая дуговая сварка: Учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010; -
Галушкина В.Н. Технология производства сварных конструкций: учебник для начального проф. образования – М.: Издательский центр «Академия», 2012; -
Колганов Л.А. Сварочные работы. Сварка, резка, пайка, наплавка: учебное пособие. – М.: Издательско-торговая корпорация «Дашков и Ко», 2008.
| | Интернет – ресурс: - www.svarka-reska.ru - www.svarka.net - www· prosvarky.ru - websvarka.ru |