Добавлен: 29.11.2023
Просмотров: 162
Скачиваний: 7
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
● генерация отчётаза смену
Многомастерное построение сети позволяет контроллерам работать не зависимо друг от друга, поэтому остановка станции WinCC либо контроллера не вызывает остановку всей системы и остальные составляющие системы продолжают работать. Розжиг печи производит оператор путём включения тумблера на пульте, при этом запускаются дымососы и нагнетающие вентиляторы, устанавливается заданная аэродинамика печи, загорается зелёная лампа пуска печи. После этого у оператора есть одна минута, чтобы пройти 150 метров и взвести предохранительное запорное устройство Maxson на газовой магистрали перед печью. Контроллер получает сигнал «Maxson взведён» и начинает розжиг горелок. Одновременно производится розжиг не более трёх зон (в них восемнадцать горелок). Если после трёх попыток розжига горелка не разожглась, выдаётся сигнал «Отказ розжига горелки».
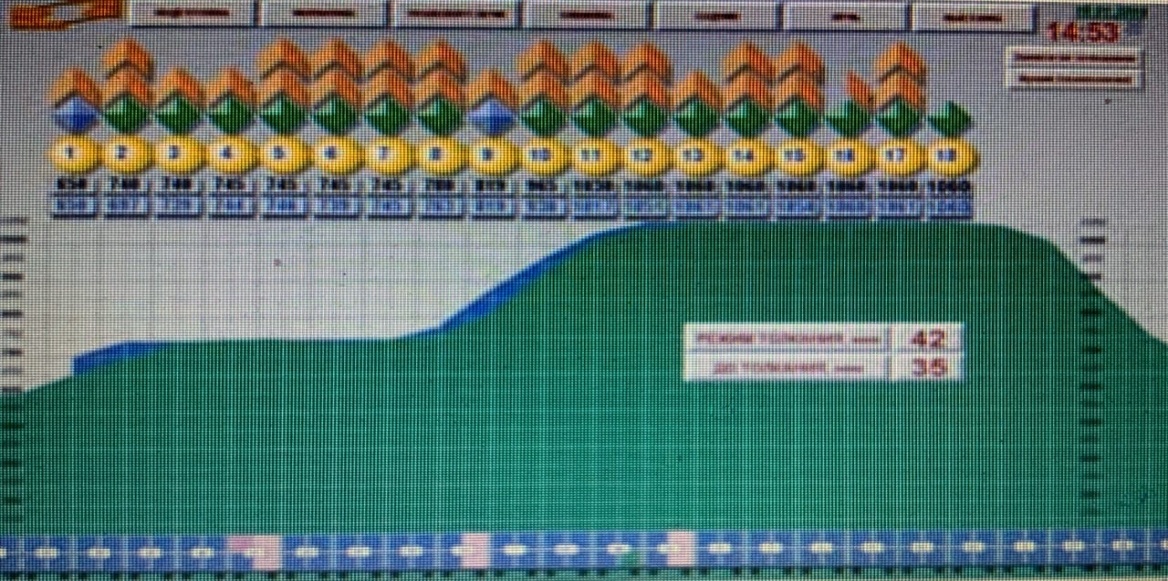
Рисунок 16 - Экранная форма «Печь»
Контроллер поддерживает температуру в зоне обжига согласно режимной карте на данный вид продукции путём перевода горелок на малое или большое пламя. Температура по зонам печии аэродинамические характеристики отображаются на цифровых указателяхпульта оператора и на экранной форме «Печь» станции WinCC (рис. 16). На этой же экранной форме доступна информация о режиме толкания, времени до толкания, отказах оборудования.
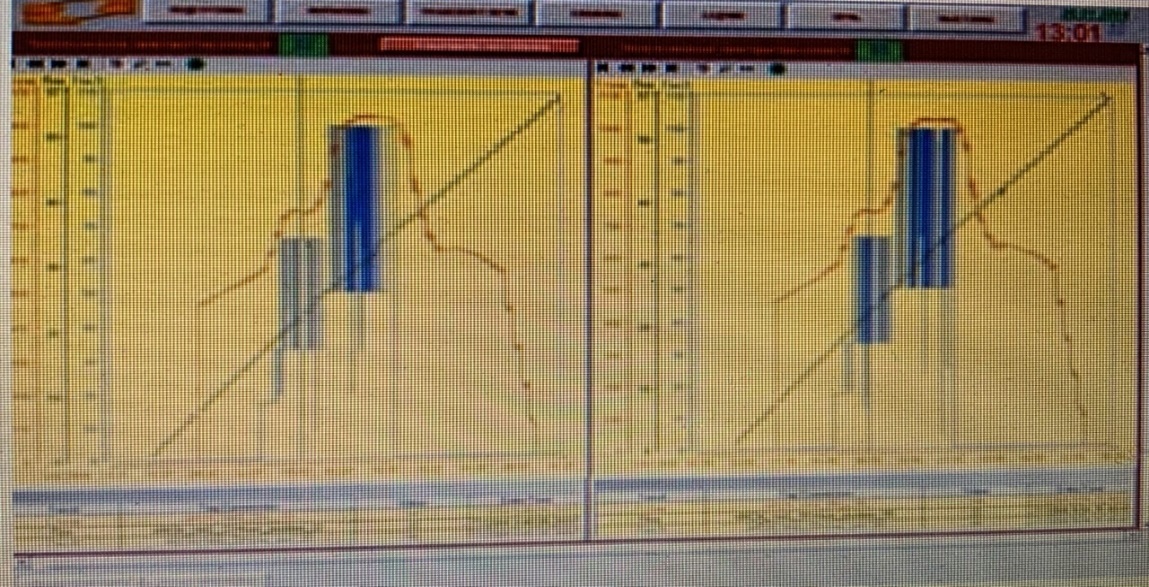
Рисунок 17 - Экранная форма «Технология», отображающая кривую обжига для выбранного вагона
Информация о режиме обжига длякаждого вагона ежеминутно архивируется, что даёт возможность технологам проверить соблюдение технологической карты путём просмотра экранной формы «Технология» (рис. 17).Система позволяет в масштабе реального времени отслеживать местоположение каждого из ста четырёх вагонов, обслуживающих печь, а также вид загруженной продукции. При изменениях параметров режима работы машин и механизмов более чем на 10% выдаётся предупреждение с указанием неисправности и способов её устранения. При изменениях более 15% выдаётся сигнал об аварии. Кроме того, оператор имеет возможность на экранных формах «Транспорт печи» поставить на контроль любую машину и механизм .Все предупреждения и отказы заносятся в журнал отказов, который можно просмотреть в экранной форме «Отказы печи». Наряду с этим системагенерирует полный отчёт каждой смены.
ЗАКЛЮЧЕНИЕ
На каждом этапе автоматизация развивалась по-своему. В древнее время это были примитивные устройства, но даже тогда уже были задатки современной автоматизации. Но всё же основной период развития можно считать период с конца XIX и середины XX столетия. В этом этапе, автоматизация начала активно развиваться и создавать автоматизированные системы .Всё это были предпосылки к третьему этапу автоматизации, который продолжается до сих..Все эти этапы были нужны, чтобы автоматизация систем приняла тот вид, в который мы наблюдаем сейчас .Разработанная и введённая в эксплуатацию группой АСУ ТП система управления обжигом керамических изделийуспешно функционирует. Внедрение происходило постепенно . При этом учитывались изменяющиеся требования к технологии, а также изменения вида и количества машин и механизмов. Внедрение системы обеспечило повышение производительности, безопасности и эффективности работы печного комплекса. Эффективность достигается за счёт более высокого уровня качества контроля параметров, более высокой оперативности защиты от недопустимых ситуаций. Новая система позволяет дежурному и ремонтному персоналу выявлять слабые места в работе машин и механизмов, более рационально планировать предупредительный ремонт. При проведении экспериментов, связанных с разработкой новых видов продукции, система позволяет получать развёрнутые кривые обжига для любого вагона по всему циклу его прохождения по печи.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
-
Научно-технический журнал СТА https://www.cta.ru -
История развития автоматизации https://ru.wikipedia.org -
Автомат принимает решение... Автор: Кринецкий И. И. Год издания 1977