Файл: Группа Дипломная работа Автоматизированная система управления процессом конвертирования в цветной металлургии Пояснительная записка Зав кафедрой.doc
Добавлен: 02.12.2023
Просмотров: 191
Скачиваний: 3
СОДЕРЖАНИЕ
1 Анализ систем управления процессомконвертирования штейнов
1.1 Технологический процесс конвертирования штейнов
1.2 Управление процессом конвертирования медных штейнов
2 Моделирование процесса конвертированиямедных штейнов
2.1 Математические модели процесса конвертированиямедных штейнов
2.2 Структура модуля контроля и управления
2.3 Функции и алгоритмы работы модуля контроля и управленияпроцессом конвертирования медных штейнов
3 Реализация модуля контроля и управления процессомконвертирования медных штейнов
3.1 Информационно-измерительная система оперативногоконтроля за ходом процесса конвертирования
3.2 Использование модуля контроля и управленияпроцессом конвертирования медных штейнов
Основными рабочими положениями конвертера (рисунок 1.2) в зависимости от угла его поворота вокруг горизонтальной оси являются: I – заливка штейна, II – продувка штейна (фурмы погружены в расплав), III – слив конвертерного шлака, IV – разлив черновой меди.
| I 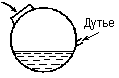 | II 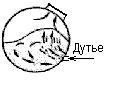 | III 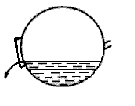 | IV 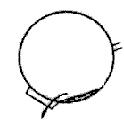 |
| Рисунок 1.2 – Рабочие положения конвертера | |||
Изложенные общие положения работы конвертера позволяют выявить основные преимущества и недостатки конвертеров.
Основные преимущества конвертеров:
-
отсутствие расхода топлива и электроэнергии во время протекания процесса; -
высокий коэффициент технического использования (до 80%) и большая производительность; -
высокая степень удаления железа, серы и других примесей; -
получением газов с высоким содержанием SO2, позволяющим утилизировать их для производства серной кислоты; -
возможность переработки холодных материалов штейна, корок, руды.
Основные недостатки конвертеров:
-
несовершенство процесса шлакообразования и невозможность получения отвального шлака, пониженное прямое извлечение металлов; -
трудоемкость операций прочистки фурм; -
большой расход воздуха высокого давления; -
периодичность процесса и потребность частых остановок конвертера; -
сложность автоматизации.
Анализ процесса конвертирования показывает, что для поддержания оптимального режима необходимы контроль параметров процесса и автоматизация процесса в целом.
Едва ли не самым серьезным обстоятельством, затрудняющим управление процессом, является его периодичность. Она связана с большими затратами времени на зарядку конвертера и слив конвертерного шлака и черновой меди. Сравнительно большое время занимает выход конвертера на нормальный технологический режим. Слив и зарядка конвертера через горловину требуют поворота агрегата.
Однако создание современных автоматизированных систем управления весьма сложно, поскольку процесс конвертирования протекает в высокотемпературной и агрессивной среде, что не позволяет оперативно контролировать изменение параметров по ходу процесса.
Из выше сказанного следует, что разработка информационно-измерительной системы, позволяющей вести оперативный контроль за ходом процесса конвертирования, является неотъемлемой задачей данной дипломной работы.
1.2 Управление процессом конвертирования медных штейнов
1.2.1 Процесс конвертирования, как объект автоматического контроля
и управления
Конвертер является высокопроизводительным агрегатом, все процессы в котором протекают с относительно большими скоростями. Эти свойства объекта накладывают высокие требования на функционирование системы автоматического контроля и управления [8-13]. Все недостатки, связанные с несовершенством измерительных средств и способов управления, ведут при таких скоростях процесса к большим потерям производительности и возможным ухудшениям качества получаемой продукции.
Следовательно, автоматическое управление процессом должно включать следующие функции:
-
управление по возмущающему воздействию; -
автоматический контроль исходного материала; -
автоматический контроль общего введенного количества воздуха, требующегося для процесса конвертирования и регулирование интенсивности его подачи; -
автоматический контроль ввода требующегося количества холодного штейна, корок, руды и шлакообразующих по ходу процесса; -
автоматический контроль температуры и состава расплава и определение момента окончания процесса.
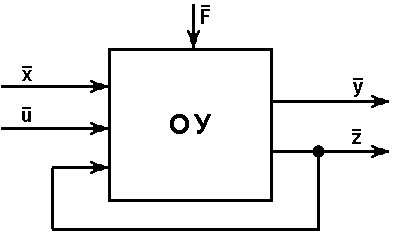
Процесс конвертирования с точки зрения объекта управления можно представить в следующем виде (рисунок 1.3)
 | ||||
 |  |  |  | |
| Рисунок 1.3 – Процесс конвертирования как объект управления | ||||
Состав (содержание меди СCuшт и цинка СZnшт в штейне) и масса подаваемого в конвертер штейна Gшт являются входными контролируемыми параметрами процесса конвертирования штейнов. Их величины являются координатами вектора
Управляющими воздействиями – координатами вектора
Сама же температура ведения процесса Т является режимным параметром, влияет на выходные показатели и образует координаты вектора
К входным неконтролируемым параметрам (координаты вектора
Выходными показателями процесса конвертирования являются извлечение меди в черновую медь СизвCu , процентное содержание SO2 в отходящих газах CSO2, производительность П, величины которых и образуют координаты вектора
1.2.2 Автоматический контроль процесса
Система автоматического контроля конвертера должна обеспечивать получение информации о параметрах процесса, агрегата и о величинах управляющих воздействий. Она необходима для управления процессом и соблюдения условий надежной и безопасной работы всех узлов агрегата. В действующих системах контроля измерения осуществляются автоматическими средствами и путем ручного замера.
Особую сложность представляет контроль текущих значений параметров ванны в связи с высокой температурой и агрессивностью жидкого штейна, а также с тем, что доступ к ванне в рабочем положении агрегата чрезвычайно затруднен.
Химический состав исходных материалов и расплавленного штейна определяется центральной заводской лабораторией и осуществляется периодически со значительной дискретностью и большим запаздыванием.
Все операции по взвешиванию подаваемых к конвертеру материалов механизированы и автоматизированы.
Последовательность движения исходных материалов следующая: отделение исходных материалов – расходные бункеры – весодозирующее устройство – промежуточный бункер – конвертер. В расходных бункерах имеются указатели верхнего и нижнего положения уровня материала. Автоматические весы-дозаторы представляют собой весовой бункер, подвешенный к рычажному весовому механизму, усилие от которого передается на тензодатчик, соединенный с устройством отображения. Пульт управления весами имеет также задатчики доз, дистанционные регистраторы масс и сигнальную аппаратуру.
Взвешивание штейна, подаваемого к конвертеру, осуществляется на платформенных весах. Весы обеспечивают взвешивание тары и дозирование штейна, регистрацию результатов взвешивания и их передачу на ЭВМ [8].
Контроль температуры расплавленного штейна, подаваемого к конвертеру, осуществляется в ковше автоматизированной термопарой погружения. При измерении температуры автоматически замыкается командный контакт и логическая схема на электромагнитных реле, обеспечивает последовательность операций по погружению термопары в ковш, измерению температуры и подъему термопары из ковша. Данные контроля регистрируются и передаются на ЭВМ.
Измерение температуры жидкого штейна при повалке конвертера с целью контроля конечной температуры металла производится термопарой погружения со сменным кварцевым наконечником и сменной измерительной головкой. Чтобы защитить оператора, производящего измерение, от мощного теплового излучения из полости конвертера, термопару вводят в горловину конвертера через отверстие в теплозащитном экране.
Повалка конвертера для измерения температуры металла является операцией, требующей существенных затрат времени и снижающей тем самым производительность агрегата. Для избежания повалки, принято вводить термопару в водоохлаждаемой фурме через горловину конвертера, т.е. в рабочем положении агрегата. Фурму опускают через камин и горловину в полость конвертера и останавливают над уровнем шлака. Затем из фурмы выдвигается и погружается в ванну термопара со сменной измерительной головкой, которая после отсчета температуры убирается в охлаждаемую фурму и вся конструкция поднимается вверх.
В литературе также приводятся разработки бесконтактного непрерывного измерения температуры с помощью пирометров излучения [14].
Определение состава жидкого штейна и шлака по ходу процесса и на выпуске осуществляется отбором пробы с последующим ее анализом в экспресс-лаборатории. Вся операция контроля подразделяется на следующие этапы:
-
отбор пробы; -
транспортировка пробы в экспресс-лабораторию; -
подготовка пробы к анализу; -
анализ; -
передача результатов анализа оператору конвертера.
В связи с более высокими скоростями процесса конвертирования особое значение приобретает вопрос о сокращении запаздываний на всех этапах, связанных с общей операцией контроля.