Файл: Методические рекомендации по организации и планированию практических занятий по дисциплине основы технологии машиностроения.docx
Добавлен: 03.12.2023
Просмотров: 80
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Формирование элементов технологического процесса при обработке детали типа тела вращения
Анализ этапов механической обработки конкретной детали
Выбор схем обработки детали типа тела вращения на станках токарной и шлифовальной групп
Выбор схем обработки детали на станках сверлильной, расточной, фрезерной и шлифовальной групп
Выявление схем базирования по заданным схемам установок
Определение ошибок базирования и формирование правильной простановки размеров
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ ИМ. Р. Е. АЛЕКСЕЕВА»
(НГТУ)
Институт промышленных технологий машиностроения(ИПТМ)
полное и сокращенное название института
Машиностроительные технологические комплексы (МТК)
полное и сокращенное название кафедры
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ОРГАНИЗАЦИИ И ПЛАНИРОВАНИЮ
ПРАКТИЧЕСКИХ ЗАНЯТИЙ
ПО ДИСЦИПЛИНЕ
«ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ»
15.05.01 «Проектирование технологических машин и комплексов»
код и полное наименование направления подготовки (специальности)
специалитет
уровень высшего образования
очная
формы обучения
Нижний Новгород
2021
Разработчик/составитель методических рекомендаций по организации и планированию практических занятий по дисциплине «Основы технологии машиностроения»
доцент, к.т.н. Зимина Е.В.
ученое звание, степень, фамилия, инициалы
Кафедра «Машиностроительные технологические комплексы»
Дата, подпись ______________________
Методические рекомендации по организации и планированию практических занятий по дисциплине «Основы технологии машиностроения» рассмотрены на заседании кафедры
«Машиностроительные технологические комплексы»
наименование кафедры
Протокол № от « » 20 г.
Заведующий кафедрой доцент, к.т.н., Кузнецов С.В.
ученое звание, степень фамилия, имя, отчество
Дата, подпись ______________________



Методические рекомендации по организации и планированию практических занятий по дисциплине «Основы технологии машиностроения» предназначены для студентов, обучающихся по направлению подготовки 15.05.01 «Проектирование технологических машин и комплексов», и содержат указания для проведения практических занятий по курсу «Основы технологии машиностроения». Цель методических рекомендаций: помочь студентам при изучении учебной программы с использованием материалов практических занятий и рекомендуемой учебно-методической литературы. Целями освоения дисциплины являются: формирование необходимых компетенций для участия в разработке, модернизации, освоении новых технологических процессов и внедрении их в производство; приобретение знаний в области теоретических основ технологии машиностроения, схем и методов обработки деталей машин, базирования их на типовых металлорежущих станках, методах достижения точности и качества обрабатываемых поверхностей при механической обработке, а также овладение навыками выявления и устранения причин возникновения погрешностей обработки.
Практические занятия – одна из форм проведения занятий, направленная на формирование учебных и профессиональных практических умений. Они представляют собой детализацию лекционного теоретического материала, проводятся в целях закрепления курса и охватывают все основные разделы. На практических занятиях студенты овладевают первоначальными профессиональными умениями и навыками, которые в дальнейшем будут закрепляться в процессе выполнения курсовой работы, прохождения производственной (профессиональной) практики. В процессе практических занятий по данной дисциплине студент формирует и демонстрирует следующие общепрофессиональные и профессиональные компетенции:ОПК-7, ПК-1, ПК-2.
Темы, выносимые на практические занятия, приведены в таблице 1.
Таблица 1
| № п/п | Номер раздела | Наименование темы практического занятия | Кол-во часов |
| 1 | 1 | Формирование элементов технологического процесса при обработке детали типа тела вращения | 2 |
| 2 | 1 | Анализ этапов механической обработки конкретной детали | 2 |
| 3 | 2 | Выбор схем обработки детали типа тела вращения на станках токарной и шлифовальной групп | 2 |
| 4 | 2 | Выбор схем обработки детали на станках сверлильной, расточной, фрезерной и шлифовальной групп | 2 |
| 5 | 4 | Выявление схем базирования по заданным схемам установок | 2 |
| 6 | 4 | Определение ошибок базирования и формирование правильной простановки размеров | 2 |
| 7 | 6 | Анализ технологичности конструкции детали | 3 |
| 8 | 5 | Определение параметров шероховатости поверхности по профилограмме | 2 |
| ИТОГО: | 17 | ||
1. Виды и формы практических занятий студентов по дисциплине
Аудиторные практические занятия проходят в виде упражнений, на которых кроме решения задач может быть проведено обсуждение вопросов, затронутых как на практическом занятии, так и на лекциях. Каждое практическое занятие имеет продолжительность два учебных часа. Основной формой проведения практических занятий является обсуждение наиболее проблемных и сложных вопросов по отдельным темам, а также решение задач и разбор примеров и ситуаций в аудиторных условиях. Рекомендации и примеры выполнения, а также правила оформления отчетов по практическим работам приводятся в пособиях [1], [4].
Практические занятия обучающихся обеспечивают:
- проверку и уточнение знаний, полученных на лекциях;
- получение умений и навыков составления докладов и сообщений, обсуждения вопросов по учебному материалу дисциплины;
- подведение итогов занятий по рейтинговой системе, согласно технологической карте дисциплины.
В конце занятия преподаватель отмечает для каждого студента его самостоятельность, полноту и качество выполняемого задания и оценивает работу студента в своей текущей ведомости. Для некоторых студентов в случае недостатка аудиторного времени для выполнения задания разрешается завершить его выполнение во внеаудиторное время, причем преподаватель на следующем занятии проверяет и оценивает работу таких студентов.
Итоговая оценка работы студента после выполнения всех практических занятий учитывается при выставлении оценки по курсу «Основы технологии машиностроения».
2. Перечень рекомендуемой литературы
1. Основы технологии машиностроения: Метод. указания к выполнению практических занятий, Ч.1/ НГТУ; Сост.: Б.А. Метелев. – Н.Новгород: НГТУ, 2001. – 26 с.
2. Основы технологии машиностроения: учебно-метод. пособие к выполнению практических занятий /НГТУ; сост.: Е.В. Зимина. – Н. Новгород: НГТУ, 2020. – 36 с. [Текст электронный].
3. Маталин, А.А. Технология машиностроения: учебник для ВО/ А.А.Маталин. ––Санкт-Петербург: Лань, 2020. – 512 с. - Текст: электронный // ЭБС «Лань» : [сайт]. — URL: ЭБС Лань (lanbook.com)
4. Зимина, Е.В. Основы технологии машиностроения. Опорный конспект лекций: учеб. пособие /Е.В. Зимина. – Н. Новгород: НГТУ, 2020. – 100 с. [Текст электронный].
5. Зимина, Е.В. Нормирование и контроль геометрической точности: учеб. пособие / Е.В. Зимина, В.Н. Кайнова. – Н. Новгород: НГТУ, 2021 – 175 с. [Текст электронный].
6. Справочник технолога-машиностроителя в 2-х т. Т1/А.М.Дальский [и др.]; Под ред. А.М. Дальского [и др.]. – М.: Машиностроение, 2003. – 910 с.
7. Амиров, Ю.Д. Технологичность конструкции изделия. Справочник. / Ю.Д. Амиров. – М.: Машиностроение, 1990. – 768 с.
8. Нормативные документы по темам практических занятий.
3. Задания для самостоятельного выполнения по дисциплине
Вопросы и задания составлены в соответствии с разделами и темами рабочей программы учебной дисциплины для удобства самостоятельной работы студентов при подготовке к практическим занятиям.
Особенность практических занятий состоит в том, что они выполняются сразу же после прочтения лекции по соответствующей теме курса. Для большинства занятий исходными данными являются материалы первой производственной практики студентов. К этим материалам относятся деталь типа вал или корпус средней сложности и операционный технологический процесс ее изготовления. Выбор необходимой детали производится преподавателем.
Деталь должна иметь не менее трех-четырех точных поверхностей 6…7 квалитетов и с шероховатостью не более Ra 0,8…1,6. Технологический процесс должен сопровождаться технологическими эскизами, а содержание технологических переходов должно иметь указания об обрабатываемых поверхностях и выполняемых размерах.
ЗАДАНИЕ 1
Формирование элементов технологического процесса при обработке детали типа тела вращения
Цель работы: для указанных технологических эскизов обработки установить элементы технологического процесса: операции, установы, позиции, переходы и рабочие ходы.
В качестве исходной информации предлагается два маршрута технологических процессов обработки заданной детали (рис.1) в единичном и крупносерийном производствах. Для данных процессов задано оборудование, схемы обработки, содержание технологических переходов и виды обработки. В графах 1,2,3,4,5 и 6 студент указывает номер операции (005,010,015 и т. д.), установа (обозначается буквами А, Б, В и т. д.), позиции (I,II,III и т. д.), перехода (1,2,3 и т.д.), выявляет вид технологического перехода (ЭП, СП, БП и т. д.), количество рабочих ходов в каждом переходе [1,2]. В графе 7 формулируется название операции. Эскиз детали приведен на рис.1.
При обработке детали в единичном производстве в качестве заготовки принимается прокат, в крупносерийном производстве - штамповка. Материал детали - сталь 40.
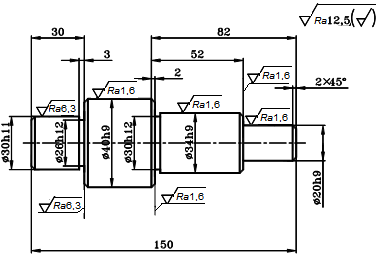
Общие допуски по ГОСТ30893.1: H14; h14; ±IT14/2.
Рис.1. Эскиз детали
Технологический маршрут обработки детали в единичном производстве.
Длина детали l= 158 мм,
допустимая глубина резания за один рабочий ход t = 4 мм.
| № оп. | № уст. | № поз. | № пер. | Вид пер. | Кол. ход. | Содержание технологических переходов | Схема обработки | Модель Станка | Вид обработки |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| | | | | | | Установить деталь в патрон и закрепить. Подрезать торец 1. Проточить D1 на длину l1. Проточить D2 на длину l2. Проточить D3 на длину l3. |  | 16К20 | Черновая |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| | | | | | | Переустановить деталь в патроне и закрепить. Подрезать торец 2 в размер l2. Проточить D1 на длину l1. |  | | |
| | | | | | | Установить деталь в патрон и закрепить. Проточить D1 на длину l1. Проточить D2 и канавку D4, выдерживая размер l2. Проточить D3. Переустановить деталь в патрон и закрепить. Проточить D1 и канавку D2, выдерживая размер l1. Снять фаски 2х45, 2 шт. |   | 16К20 | Получистовая |
| | | | | | | Установить деталь в патрон и закрепить. Проточить D1 на длинуl1. Проточить D2 и канавку D4, выдерживая размер l2. Проточить D3. Снять фаски 2х45, 3 шт. |  | 16К20 | Чистовая |