Файл: Статистические методы контроля и управления качеством.docx
Добавлен: 03.12.2023
Просмотров: 746
Скачиваний: 24
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
2. Гродзенский С.Я. «Средства и методы управления качеством.» Учебное пособие 2012г.
14. https://scienceforum.ru/2019/article/2018015438 [Электронный ресурс]
16. https://helpiks.org/8-49772.html [Электронный ресурс]
19. https://metrologie.ru/qualitymanagement-stat26.htm [Электронный ресурс]
Этапы построения диаграммы:
1) выбор конкретной проблемы для решения «слабого звена» - прямая горизонтальная стрела;
2) выявление наиболее существенных факторов, влияющих на проблему (причина первого порядка) – наклонные большие стрелки;
3) раскрытие существенных факторов, т.е. выявление причин, влияющих на эти факторы (причины второго, третьего и последующих порядков), – это маленькие стрелки;
4) анализ и уточнение схемы: ранжирование факторов по их значимости, установление тех причин, которые в данный период времени поддаются корректировке;
5) установление уровня, до которого должны быть доведены факторы, подлежащие корректировке;
6) установление производственных участков, подразделений, конкретных лиц, ответственных за доведение корректируемых факторов до установленного уровня;
7) разработка формы документа с целью наблюдения за корректируемыми факторами, назначение лиц, ответственных за достоверность информации;
8) составление плана дальнейших действий на перспективу, назначение ответственных лиц;
9) построение диаграммы [6].
На причинно-следственной диаграмме выполняют следующие обозначения:
-название диаграммы, обозначение изделия или процесса;
-наименование причин, влияющих на проблему;
-подпись исполнителя и дата.
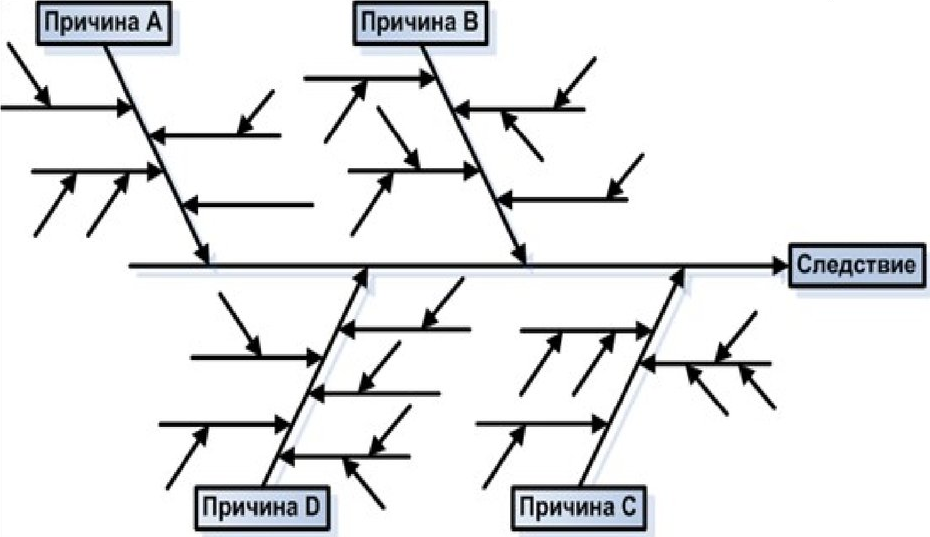
Рисунок 2 – Диаграмма Исикавы
-
ГИСТОГРАММА
Гистограмма, это способ представления статистических данных в графическом виде – в виде столбчатой диаграммы. Она отображает распределение отдельных измерений параметров изделия или процесса. Иногда ее называют частотным распределением, так как гистограмма показывает частоту появления измеренных значений параметров объекта.
Гистограмма, столбчатая диаграмма, которая показывает изменчивость процесса и распределение измеряемой величины в графической форме и позволяет визуально контролировать изменения процессов при выполнении корректирующих действий.
Высота каждого столбца указывает на частоту появления значений параметров в выбранном диапазоне, а количество столбцов – на число выбранных диапазонов [8].
Важное преимущество гистограммы заключается в том, что она позволяет наглядно представить тенденции изменения измеряемых параметров качества объекта и зрительно оценить закон их распределения. Кроме того, гистограмма дает возможность быстро определить центр, разброс и форму распределения случайной величины. Строится гистограмма, как правило, для интервального изменения значений измеряемого параметра [9].
Метод используется в процессе производства в текущем контроле. На основании гистограммы анализируют точность и стабильность технологических процессов, отслеживают различные показатели качества выпускаемой продукции [10]
Этапы построения гистограммы:
1) намечают к исследованию показатели качества: длину, диаметр, твердость, массу, овальность, предел прочности и т.д. Значения данного показателя за некоторый промежуток времени вписывают в соответствующий бланк (формуляр) регистрации данных. Обычно количество данных берется в пределах 100, но не менее 50;
2) определяют размах данных как разность наибольшего и наименьшего значения данных;
3) устанавливают количество интервалов, обычно 9-10 интервалов;
4) определяют ширину интервала;
5) устанавливают последовательно граничные значения интервалов. Наименьшее граничное значение первого участка определяют с учетом поправки на точность измерения. Это исключит попадание данных на границы интервалов. Последующие границы интервалов определяют, последовательно прибавляя ширину интервала;
6) группируют собранные данные в пределах интервалах и подсчитывают частоту попадания данных в этот интервал;
7) данные из таблицы переносят на диаграмму в виде столбиков, высота которых пропорциональна частоте попадания данных в соответствующий интервал. Окончательно оформляют гистограмму. Необходимо указать происхождение данных, число данных, среднеарифметическое и стандартное отклонение [11].
На гистограмме выполняют следующие обозначения:
-
наименование гистограммы, обозначение изделия или процесса; -
граница допуска; -
наименование единиц измерения параметров для каждой оси; -
подпись исполнителя и дата.
Сильные стороны гистограммы, как инструмента контроля качества, заключаются в ее наглядности, простоте, возможности быстро представить вид распределения большого числа данных. Также гистограмма показывает взаимосвязь изменения контролируемых параметров по отношению к инженерным спецификациям [12].
К недостаткам можно отнести – отсутствие возможности количественно оценить стабильность процесса, отсутствие привязки ко времени, необходимость большого числа данных для точной оценки структуры распределения, возможность различного толкования результатов, некоторая субъективность в представлении формы распределения.
Рисунок 3- Гистограмма
-
КОНТРОЛЬНЫЙ ЛИСТОК
Контрольный листок— инструмент для сбора данных и их автоматического упорядочения для облегчения дальнейшего использования собранной информации.
Контрольный листок, это бумажный бланк, в который заранее внесены названия контролируемых параметров для обеспечения быстроты и правильности их фиксирования, облегчения дальнейшего использования данных. Выделяют два типа листков – для фиксирования количественных и качественных параметров процесса [13].
Контрольные листки используют при проведении текущего и входного контроля заготовок, деталей, готовой продукции, при анализе оборудования и технологического процесса, при анализе несоответствующей продукции или процесса.
Контрольные листки в зависимости от цели сбора данных подразделяют:
-
контрольный листок для регистрации и распределения измеряемого параметра в ходе анализируемых процессов; -
контрольный листок несоответствий, дефектов; -
контрольный листок причин несоответствий, дефектов
Применение любого статистического метода начинается со сбора данных и их упорядочения. Хотя контрольный листок и относится к «семи инструментам контроля качества», он играет среди них вспомогательную роль [2, стр. 24].
В регистрационной таблице в соответствующей графе проставляются точки, черточки, крестики и другие условные знаки, соответствующие количеству наблюдаемых событий (рис.4). В общем случае в контрольном листке указываются: объект изучения (например, наименование и чертеж изделия или детали); таблица регистрации данных о контролируемой характеристике объекта (например, отклонение от заданного размера); конкретное место анализа (цех, участок); должность и фамилия работника, регистрировавшего данные; дата; продолжительность наблюдения и наименование прибора. При разработке формы контрольного листка рекомендуется привлекать непосредственных исполнителей [15]
Требования к оформлению контрольных листков:
-
зарегистрировать источник данных (время, периодичность, Ф.И.О. осуществляющего сбор информации, место сбора информации, условия сбора и т.д.);
-
предложенная форма регистрации данных должна позволять легко их использовать в дальнейшем; -
четко сформулировать цель сбора данных; -
методика регистрации данных о процессе должна быть открытой; -
контрольный листок должен иметь поле для графического фиксирования информации.
Этапы составления контрольного листка:
-
проводится проверка с целью выявления несоответствий в процессах, дефектных деталей; -
заносятся результаты контроля в таблицу; -
анализируются и распределяются в определенном порядке собранные данные.
На контрольном листке выполняют следующие обозначения:
-
наименование контрольного листка, обозначение изделия или процесса; -
наименование граф таблицы; -
подпись исполнителя и дата.
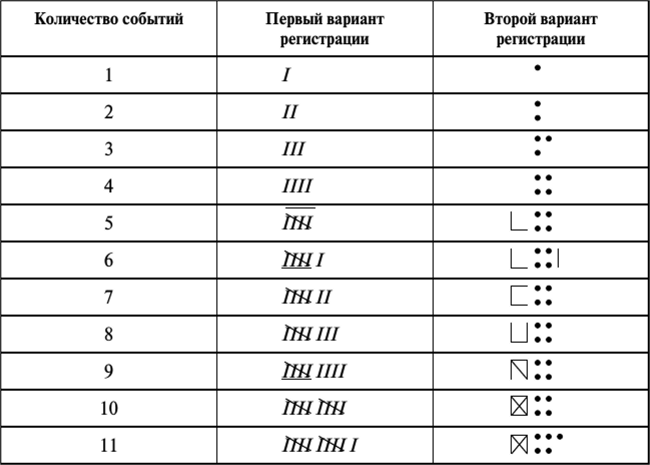
Рисунок 4 Контрольный листок
-
КОНТРОЛЬНЫЕ КАРТЫ (КАРТЫ ШУХАРТА)
Контрольная карта Шухарта представляет собой график, который используют для представления статистической меры, полученной по количественным или альтернативным данным.
Для карт Шухарта необходимы данные, получаемые выборочно из процесса через приблизительно равные интервалы. Интервалы могут быть заданы либо по времени (например, каждый час), либо по количеству продукции (каждая партия). Обычно данные представляют собой выборки или подгруппы, состоящие из однотипных единиц продукции или услуг, с одними и теми же контролируемыми показателями и равными объемами подгрупп. Для каждой подгруппы определяют одну или несколько характеристик, таких как среднее арифметическое, размах R, стандартное отклонение s или счетную характеристику, такую как доля единиц продукции заданного класса.
Контрольная карта Шухарта — это график значений заданной характеристики подгруппы в соответствии с номером подгруппы. Карта имеет центральную линию, соответствующую опорному значению характеристики. При определении состояния статистической управляемости процесса в качестве опорного значения обычно используют среднее арифметическое используемого статистического показателя. При управлении процессом опорным значением может быть значение характеристики, установленное в технических условиях, значение, основанное на предыдущей информации о процессе, находившемся в управляемом состоянии, или намеченное целевое значение характеристики продукции или услуги.
Контрольные карты, применяются при анализе и регулировании технологических процессов, при контроле числа и доли дефектных изделий. Контрольные карты позволяют оценить вариации процесса и проверить, находится ли он под контролем. Контрольные карты представляют собой график данных, полученных для выборок, которые периодически отбирают из процесса и последовательно наносят на график. На карте указывают «контрольные» границы, отображающие динамику процесса, т.е. изменение показателей качества во времени. Контрольные карты рекомендуются применять при наличии элементов массового производства [14].
Существуют два типа контрольных карт:
а) контрольные карты для количественных данных;
-
контрольная карта средних ( ) и размахов (R) или выборочных стандартных отклонений (s);
) и размахов (R) или выборочных стандартных отклонений (s); -
контрольные карты индивидуальных значений (Х); -
контрольные карты медиан (Ме);
б) контрольные карты для качественных (альтернативных) данных:
-
контрольная карта доли дефектных изделий (р) применяется для контроля, анализа и регулирования техпроцесса; -
контрольная карта числа дефектных изделий (np) применяется при постоянном объеме проверяемых изделий; -
контрольная карта суммарного числа дефектов (с) применяется при контроле дефектов, обнаруженных при проверке постоянного объема изделий; -
контрольная карта числа дефектов на единицу продукции (и) применяется, когда число изделий переменно.
Контрольная карта состоит из центральной линии, пары контрольных пределов, по одному над и под центральной линией, и значений характеристик (показателей), нанесенных на карту, для представления состояния процесса. На карте отмечается диапазон, который лежит в пределах верхней и нижней границ. Если точки, наносимые на карту, не выходят за границы регулирования, то технологический процесс протекает стабильно. Если же точки на карте выходят за контрольные границы, то это означает, что в технологическом процессе систематические погрешности.
Этапы построения контрольной карты:
-
составляется таблица данных; -
выполняется расчет верхней и нижней границ регулирования; -
строится контрольная карта.
Контрольная карта должна иметь:
-
наименование контрольной карты, обозначение изделия или процесса; -
наименование и единицы измерения параметров для каждой оси; -
обозначение границ регулирования; -
подпись исполнителя и дата [15].
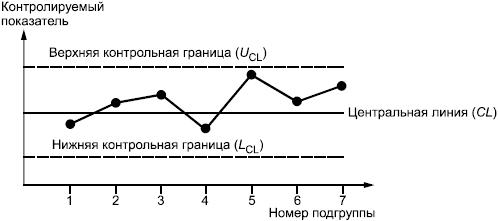
Рисунок 5- Общий вид контрольной карты
-
ДИАГРАММА РАССЕЯНИЯ (РАССЕИВАНИЯ, РАЗБРОСА)
Диаграмма рассеяния, (рисунок 6) это графическое представление данных, при котором наблюдаемые значения одной переменной, соответствующие значениям другой переменной (пары исследуемых данных), наносятся на график в виде точек, не соединенных линиями. Показывает наличие и характер связи или ее отсутствие.