Файл: Методические указания по учебной практике уп 05 профессионального модуля пм. 05 Выполнение работ по профессии.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.12.2023
Просмотров: 65
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
2. Слесарные операции, используемые при ремонте электрооборудования.
В электромашиностроении широко применяются черные и цветные металлы (чугун, сталь, медь, бронза, алюминий). Однако основную массу такого электрооборудования, как трансформаторы и электрические машины, составляют черные металлы (сталь и чугун). Например, в трехфазных двухобмоточных силовых трансформаторах масса стали составляет около 80% их общей массы без масла, а в электрических машинах с чугунной литой станиной и короткозамкнутым ротором масса чугуна и стали, взятых вместе, выше 82% всей массы машины.
Трансформаторы, электрические машины и особенно коммутационные аппараты содержат множество различных деталей и сборочных единиц также из цветных металлов. Поэтому в технологии ремонта электрооборудования значительное место занимают слесарные работы, связанные с необходимостью изготовления или обработки заготовок и деталей из черных и цветных металлов.
Слесарными работами называют выполняемые слесарем вручную или механизированным способом технологические операции обработки металлов, изготовления заготовок и деталей, а также работы по соединению и сборке готовых деталей в сборочные единицы и их наладке.
В настоящей главе приведены краткие описания способов выполнения. При ремонте электрооборудования наиболее часто встречаются слесарные операции, такие, как рубка , правка, гибка, резка, опиливание, сверление, зенкерование, развертывание, нарезание резьбы, шабрение, лужение и паяние.
При необходимости изготовления для ремонтируемого электрооборудования отдельной детали или сборочной единицы весь комплекс, слесарных работ выполняют в соответствии с принятой на данном предприятии технологией ремонта, определяемой, главным образом, степенью его оснащенности технологическим оборудованием. Технологические операции слесарной обработки производят чаще всего в четыре этапа.
На первом (подготовительном) этапе выполняют требуемую заготовку или предварительно обрабатывают имеющуюся заготовку, придавая ей необходимые формы или размеры, близкие к формам и размерам готовой детали. На втором (основном) этапе готовую заготовку обрабатывают, придавая ей формы и размеры, предусмотренные технической документацией (чертежом, технологической картой), например, обеспечивают требуемую шероховатость обрабатываемой поверхности, сверлят отверстия необходимых размеров, нарезают резьбу и т. д. На этом этапе обработки заготовку превращают в готовую деталь.
К готовым деталям могут предъявляться дополнительные требования, например: высокая твердость, коррозионная стойкость, износоустойчивость, повышенная чистота обработки поверхности (шероховатость) и др. Эти требования осуществляют на третьем этапе слесарной обработки путем закалки, шабрения и других слесарных операций.
На четвертом (заключительном) этапе контролируют правильность и качество операций, выполненных на предыдущих этапах, собирают готовые детали в сборочную единицу и проверяют правильность их взаимодействия в ней, производят требуемую наладку и регулировку.
При ремонте электрооборудования многие операции слесарной обработки приходится выполнять. электрослесарю малопроизводительным ручным способом, вызывающим быструю его утомляемость. Для обеспечения высокой производительности труда и устранения быстрой утомляемости электрослесаря необходимо особое внимание уделить правильной организации его рабочего места.
3. Инструмент и приспособления для выполнения слесарных операций ремонта электрооборудования
Слесарные операции ремонта электрооборудования электрослесарь выполняет с помощью слесарного (рис. 1), металлорежущего (рис. 2) и измерительного (рис. 5) инструмента.оооооооооооооооооооооооооо
Слесарный инструмент. В набор основного слесарного инструмента входят молотки, зубила, крейцмейсели, бородки, напильники, надфили, шаберы, отвертки, гаечные ключи и ножовки.
Слесарные молотки (рис.1,я) изготовляют массой 400 — 800 г из сталей марки У7 или 40Х с рукоятками из древесины деревьев твердых и упругих пород (клен, граб, и др.). Для выполнения разметочных работ применяют специальные разметочные молотки, имеющие в уширенной части сквозные отверстия с вставленной в ней линзой и пустотелую рукоятку; линза позволяет четко различать разметочные риски (линии), а пустотелая рукоятка молотка. может быть использована слесарем для хранения в ней мелких инструментов (чертилок кернеров и др.). При сборочных работах наряду со стальными используют также деревянные молотки и молотки со вставками из мягких металлов (медь, свинец и др.).ооооооооооооооооооооооооооооооооооо
Зубила (рис. 1, б) изготовляют длиной 150 — 200 мм с шириной рабочей части 10 — 20 мм из углеродистых сталей У7А, У8А и др. Зубила закаливают, проверяя степень закалки напильником, которым проводят по их рабочей части: если на ней останутся только мелкие риски, закалку считают удовлетворительной. Зубила используют для разрубания металла, срезания заклепок при разборке заклепочных соединений.
Крейцмейсели (рис. 1, в) изготовляют из сталей тех же марок, что и зубила, и применяют для вырубания узких (до 10 мм) канавок, например, шпоночной канавки на конце вала электродвигателя.
Бородки (рис. 1,г) изготовляют из углеродистых сталей У7А, 8ХФ и других и используют для пробивания небольших
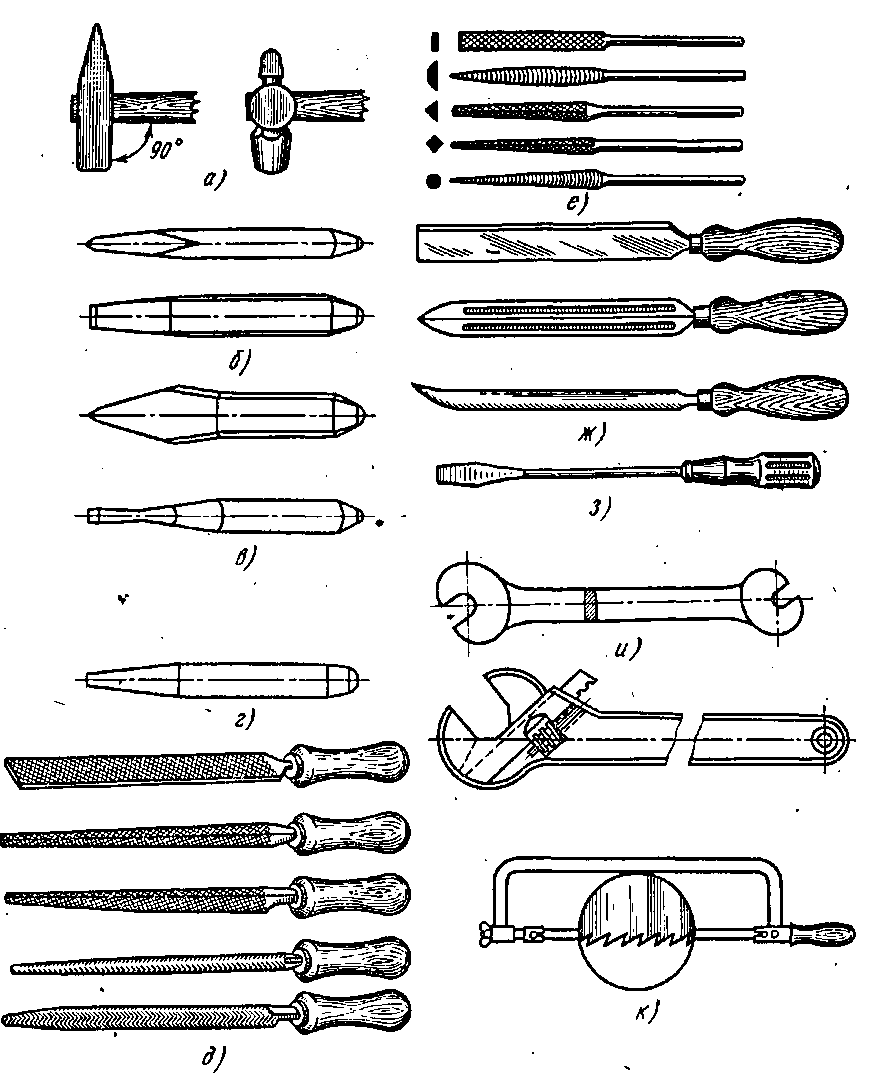
Рис. 1. Набор основного слесарного инструмента:
а — молотки (с квадратным и круглым бойком), б — зубило, в — крейцмейсель, г — бородок, д — напильники (плоский, квадратный, трехгранный, круглый и полукруглый), е — надфили, ж — шаберы (плоский, составной, трехгранный), з — отвертка, и — гаечные ключи (одноразмерный и разводной), к — ножовка по металлу
(до 5 мм) отверстий в тонких (до 3 мм) листах стали, а также при необходимости совмещения отверстий в деталях, соединяемых болтами или заклепками, и для выбивания из отверстий забракованных заклепок и штифтов.
Напильники (рис. 1,д) изготовляют длиной 100 — 400 мм из углеродистых сталей У13, У13А, а также из легированной хромистой стали ШХ15. Напильники для общеслесарных работ по числу насечек (нарезок) на 1 см длины делятся на шесть номеров: 0, 1, 2, 3, 4 и 5. Напильники с насечкой № 0 и 1 (драчевые) применяют при грубой обработке поверхностей с насечкой № 2 (личные) — для чистового опиливания изделий, при котором снимаемый слой металла не превышает 0,1 —0,3 мм, а с насечкой № 3, 4 и 5 («бархатные») — для снятия слоя металла, не превышающего 0,025 — 0,05 мм, и окончательной отделки деталей, требующих высокой точности обработки поверхности.
По форме поперечного сечения напильники делят на шесть групп: плоские, квадратные, трехгранные, круглые, полукруглые и ромбические. Кроме того, выпускают напильники специального назначения. Различают ручные и машинные напильники. При ремонте электрооборудования применяют преимущественно плоские, трехгранные, полукруглые и круглые напильники. Опиливание небольших поверхностей, требующих повышенной чистоты обработки, производят маленькими напильниками — надфилями (рис, 1, е).оооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооооо
Шаберы (рис. 1, ж), изготовляемые из углеродистой инструментальной стали У10А и У12А с последующей закалкой, представляют собой различной длины металлические стержни с острой рабочей (режущей) частью плоской, фасонной или трехгранной формы. Используют их в основном для обработки поверхности деталей путем соскабливания с них при каждом проходе тонкого (0,005—0,Q07 мм) слоя металла для обеспечения лучшей подгонки сопрягаемых деталей. Такую слесарную операцию называют шабрением. Шабрение деталей производят после чистовой обработки поверхности.
Отвертки (рис. 1, j) изготовляют из стали марки 3 с последующей закалкой рабочей части (лопатки) на длине 10—15 мм и применяют при разборке и сборке электрооборудования, детали и сборочные единицы которого соединены винтами или шурупами с прорезью (шлицем) в головке.
Гаечные ключи (рис. 1,м) разделяют на одноразмерные (односторонние и двусторонние), разводные и специальные. К последним относят торцевые ключи, имеющие прямую или изогнутую форму. Гаечные ключи используют для завертывания и отвертывания гаек и болтов при разборке и сборке деталей и сборочных единиц ремонтируемого электрооборудования, имеющих болтовые соединения.оооооооооооооооооооооооооооооооооооооооооооооооо
Ручные ножовки (рис. 1,к) применяют для разрезания толстолистового и профильного металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок. Ножовка состоит из станка (рамки) с рукояткой и натяжного винта с барашковой гайкой. Станки ножовок бывают цельными, но чаще всего раздвижными, допускающими установку в них ножовочных полотен различной длины. Ножовочное полотно представляет собой тонкую (0,65 или 0,8 мм) и узкую (12 или 16 мм) стальную пластину (из стали У10А, Р9) с двумя отверстиями или штифтами на концах, служащими для закрепления полотна в станке. Ножовочное полотно на одном из ребер снабжено зубьями, являющимися режущей частью ножовки. Зубья полотна ножовки (на рисунке они показаны с увеличением) разведены, чтобы при разрезании металла ширина разреза была несколько больше толщины полотна ножовки во избежание заклинивания полотна в образовавшемся разрезе.
Металлорежущий инструмент. Для выполнения многих слесарных операций ремонта электрооборудования. используют различный металлорежущий инструмент и в первую очередь сверла, зенкеры, развертки, метчики и плашки.аааааааааааааааааааааааааааааааааааааааааааааааааааааааа
Сверла (рис. 2, а) изготовляют из инструментальных углеродистых, легированных, хромистых и быстрорежущих сталей и применяют для получения мелких/ глубоких и сквозных отверстий невысокой степени точности и невысокого класса 1пероховатости, а также под зенкерование, развертывание и нарезание резьбы. По конструкции сверла делятся на спиральные с хвостовиками цилиндрической или конической формы и перовые. Спиральные сверла с цилиндрическими хвостовиками изготовляют диаметром до 20 мм, а с коническими — от 6 до 80 мм. В зависимости от направления винтовых канавок спиральные сверла подразделяют на правые (канавка направлена по винтовой линии с подъемом слева направо, а движение сверла во время работы, против часовой стрелки) и левые (канавка направлена по винтовой линии с подъемом справа налево, а движение сверла по часовой стрелке). Применяют преимущественно перовые сверла с коническими хвостовиками.
Перовые сверла изготовляют из инструментальной углеродистой стали У10А, У12А, а спиральные также из легированной стали 9Х и быстрорежущей Р9 и Р18. Наиболее распространены спиральные сверла из быстрорежущей стали. В настоящее время для изготовления сверл используют металлокерамические твердые сплавы ВК6 и ВК8.
Зенкеры (рис. 2,б) по конструкции бывают трех типов: цельные, насадные и с вставными ножами. Цельные зенкеры с коническим хвостовиком имеют три или четыре режущие кромки и применяются для обработки отверстий от 10 до 40 мм. Насадные зенкеры используют при необходимости обработки отверстий диаметром 32 мм и выше. Соединение насадного зенкера с оправкой осуществляется с помощью выступа на оправке и выреза на торце зенкера. Крепление зенкеров в шпинделе станка аналогично креплению сверл.
Развертки (рис. 2, в) служат для чистовой обработки просверленных отверстий, обеспечивающей высокую точность и малую шероховатость поверхности. Эта слесарная операция, называемая развертыванием, выполняется вручную или на станках (сверлильном, токарном).
Развертки, используемые для ручного развертывания отверстий, называют ручными, а для станочного развертывания — машинными. Ручные развертки отличаются от машинных более удлиненной рабочей частью. Ручные и машинные развертки состоят из рабочей части, шейки и хвостовика. Рабочая часть содержит режущую (заборную) и калибрующую части. Режущая часть
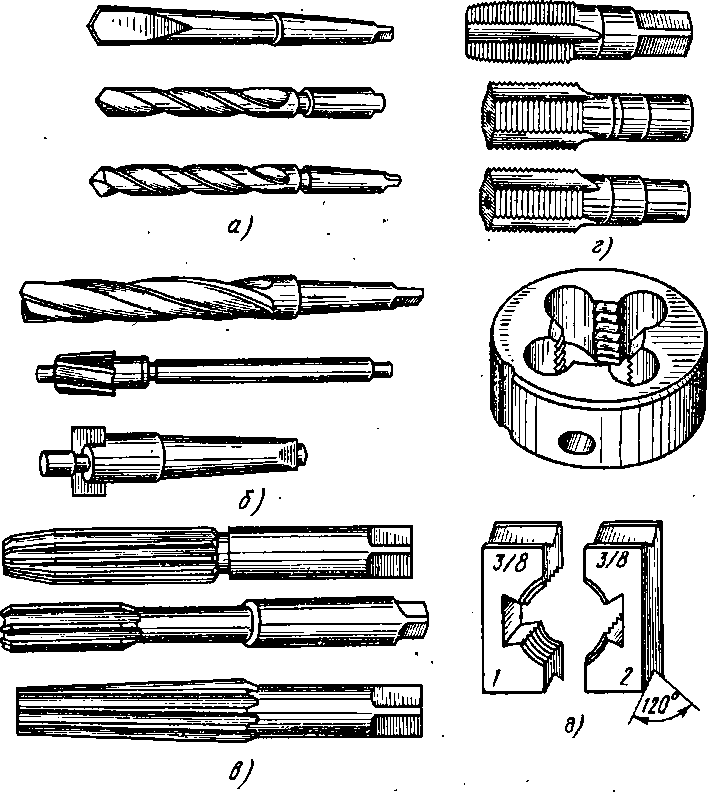
Рис. 2. Набор металлорежущего инструмента:
а — сверла (перовое и спиральные), б — зенкеры (цельный, насадной и с вставным ножом), в — развертки (ручная цилиндрическая, машинная цилиндрическая и конусная), г — метчики, д — плашки (круглая цельная и квадратная раздвижная)
снимает стружку с припуска на развертывание, а калибрующая — направляет развертку во время работы и калибрует отверстие. По направлениям винтовых канавок развертки делятся на правые и левые. Их выполняют с прямыми и винтовыми (спиральными) канавками. Развертки изготовляют комплектами из двух или трех штук. В комплекте из двух штук одна развертка — предварительная, другая — чистовая, в комплекте из трех штук первая развертка черновая (обдирочная), вторая — получистовая и третья чистовая, придающая отверстию требуемые размеры и шероховатость.
Ручная развертка вращается с помощью воротка, надеваемого на квадратный конец, хвостовика развертки, а машинная — с помощью шпинделя станка.